You might also like
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Science Activity Sheet Quarter 3 - Melc 3 Week 4-5: Characteristics of Light, Sound and HeatDocument12 pagesScience Activity Sheet Quarter 3 - Melc 3 Week 4-5: Characteristics of Light, Sound and HeatRhodoraCabangalBocalaNo ratings yet
- Chemistry Enthalpy of Solution LabDocument6 pagesChemistry Enthalpy of Solution LabFelix S100% (2)
- Ficha Técnica GEDocument10 pagesFicha Técnica GEMaria Hernandez RNo ratings yet
- Lecture 4-Combustion and Boilers PDFDocument39 pagesLecture 4-Combustion and Boilers PDFjuan maganNo ratings yet
- White Paper Fundamentals of Orifice Meter Measurement en 188730Document20 pagesWhite Paper Fundamentals of Orifice Meter Measurement en 188730elias2505No ratings yet
- Arc Furnace Pollution Control by Prowess InternationalDocument23 pagesArc Furnace Pollution Control by Prowess Internationalprasenjitsayantan100% (1)
- Melcs Science8Document8 pagesMelcs Science8Nurpayda AbangNo ratings yet
- Technical Procedures: Numerical Listings of Support Equipment and Consumable Materials (Level 1 and 2 Maintenance)Document28 pagesTechnical Procedures: Numerical Listings of Support Equipment and Consumable Materials (Level 1 and 2 Maintenance)exergicNo ratings yet
- Francis W. Sears, Gerhard L. Salinger-Thermodynamics, Kinetic Theory, and Statistical Thermodynamics-Addison Wesley (1975)Document462 pagesFrancis W. Sears, Gerhard L. Salinger-Thermodynamics, Kinetic Theory, and Statistical Thermodynamics-Addison Wesley (1975)João Felipe Feitosa FerreiraNo ratings yet
- Chemical Engineering Review QuestionsDocument19 pagesChemical Engineering Review QuestionsMarcela Godoy100% (16)
- DLN Bleed HeatDocument10 pagesDLN Bleed HeatCharles WilliamsNo ratings yet
- List of Effective PagesDocument7 pagesList of Effective PagesexergicNo ratings yet
- Buderus Logasol SK Pump Station User ManualDocument56 pagesBuderus Logasol SK Pump Station User Manuale-ComfortUSANo ratings yet
- Rockwool 159: 2.2 Insulation ProductsDocument1 pageRockwool 159: 2.2 Insulation ProductsZouhair AIT-OMARNo ratings yet
- Tumble Dryers: Features and BenefitsDocument2 pagesTumble Dryers: Features and BenefitsWee WeeNo ratings yet
- T4900 T41200Document2 pagesT4900 T41200Grover CondoriNo ratings yet
- BOX BD 1010 M4 059kWDocument4 pagesBOX BD 1010 M4 059kWAiman AliNo ratings yet
- Shining Service Manual Air ConditionDocument62 pagesShining Service Manual Air Conditionespagnita100% (2)
- TechSpecs - IFF50 - EngDocument2 pagesTechSpecs - IFF50 - EngMohammad HjNo ratings yet
- Fiche Split Mural InverterDocument2 pagesFiche Split Mural InverterOULDITTOU MohamedNo ratings yet
- Specifications: Specifications R410A Tropical Split Type Technical ManualDocument1 pageSpecifications: Specifications R410A Tropical Split Type Technical ManualgrwgNo ratings yet
- Damea FCRN TechnicalDocument3 pagesDamea FCRN TechnicalGodwin OrjikaluNo ratings yet
- PS 438903221 T4900-T41200 enDocument2 pagesPS 438903221 T4900-T41200 enjamirvillarroelNo ratings yet
- Block InsulationDocument2 pagesBlock Insulation1repsaperuNo ratings yet
- Kits Power-Tek LM 700 Alu Tds 0919 enDocument2 pagesKits Power-Tek LM 700 Alu Tds 0919 enIdlir LamiNo ratings yet
- Hisense Single Split Unit 2018-2019Document6 pagesHisense Single Split Unit 2018-2019Tuấn NguyễnNo ratings yet
- Is S SE E E SE S SE S SE S: Water Storage - CalorifierDocument4 pagesIs S SE E E SE S SE S SE S: Water Storage - CalorifierJust RysdanNo ratings yet
- Spare Secondary Reformer at IFFCO Aonla PDFDocument3 pagesSpare Secondary Reformer at IFFCO Aonla PDFhwaj99No ratings yet
- BS en 1706 - En44100 PDFDocument2 pagesBS en 1706 - En44100 PDFDhamodaran RNo ratings yet
- En 44100Document2 pagesEn 44100hiren_mistry55No ratings yet
- 80% Nickel / 20% Chromium: WWW - Omega.co - UkDocument1 page80% Nickel / 20% Chromium: WWW - Omega.co - UkczekjoNo ratings yet
- Water Charge-Air Cooling: Diesel Genset - 50 HZDocument2 pagesWater Charge-Air Cooling: Diesel Genset - 50 HZMehrdad saeediNo ratings yet
- UCC LANSINGUpgraded ProductsDocument11 pagesUCC LANSINGUpgraded ProductspabloNo ratings yet
- Specifications: R410A Tropical Split Type Technical Manual SpecificationsDocument1 pageSpecifications: R410A Tropical Split Type Technical Manual SpecificationsgrwgNo ratings yet
- Jet Fan 300ºc - 4950 CFM - Technical DataDocument4 pagesJet Fan 300ºc - 4950 CFM - Technical DataHidraulica MAB InprosacNo ratings yet
- Ymfe (24-60) Bnjmcmo(s) - X 14 Seer Solo FrioDocument4 pagesYmfe (24-60) Bnjmcmo(s) - X 14 Seer Solo FrioAb CaamañoNo ratings yet
- EN - Inverter Split System Model EXH09HL1W PDFDocument62 pagesEN - Inverter Split System Model EXH09HL1W PDFIdenilson SilvaNo ratings yet
- Wire Data Sheet - Elgiloy PDFDocument1 pageWire Data Sheet - Elgiloy PDFvprakshaindiaNo ratings yet
- OE Flyer 4000biogas 2 14Document3 pagesOE Flyer 4000biogas 2 14muhammad afrizalNo ratings yet
- S Power Heat Pipe Data SheetDocument4 pagesS Power Heat Pipe Data SheetMohammad CholiqNo ratings yet
- PF - Hot Water Buffer Store Pufferspeicher: Technical FeaturesDocument6 pagesPF - Hot Water Buffer Store Pufferspeicher: Technical FeaturesDiego Laya PicadoNo ratings yet
- Hisense Corporation: AS-09UR4SVNVG1 AS-12UR4SVNVG1 As-12Ur4Svgvg As-18Ur4Stvvg As-24Ur4SqjvgDocument34 pagesHisense Corporation: AS-09UR4SVNVG1 AS-12UR4SVNVG1 As-12Ur4Svgvg As-18Ur4Stvvg As-24Ur4SqjvgRajesh SoniNo ratings yet
- Williams-Cold-Hot Banquet TrolleysDocument2 pagesWilliams-Cold-Hot Banquet TrolleysMai Tuan AnhNo ratings yet
- Msg-Xxhrin2 Ac Inverter Series IIDocument19 pagesMsg-Xxhrin2 Ac Inverter Series IIFerenc SchmidtNo ratings yet
- Energyled Tube Ac INILED Tube T-Max Series: Features FeaturesDocument1 pageEnergyled Tube Ac INILED Tube T-Max Series: Features FeaturestalibanindonesiaNo ratings yet
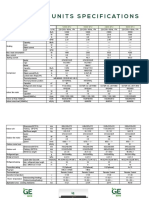
- R410 Units SpecificationsDocument2 pagesR410 Units SpecificationsKello jamesNo ratings yet
- Board Level Power Semiconductor Heat Sinks: 677 Series 680 SeriesDocument1 pageBoard Level Power Semiconductor Heat Sinks: 677 Series 680 SeriesJNarigonNo ratings yet
- Tma FC: MiserDocument15 pagesTma FC: MiserJim JonesjrNo ratings yet
- SP MonocrystallineDocument4 pagesSP Monocrystallinenairsangeet9No ratings yet
- Saiver SDF BrochureDocument10 pagesSaiver SDF Brochureahmed selimNo ratings yet
- TGM - CU16VT - S - CROVT - ASSpecsDocument1 pageTGM - CU16VT - S - CROVT - ASSpecssergimaradiagaNo ratings yet
- Outdoor Cooling Units For Door or Wall Mounting: Characteristics M.U. EMO04BM1B EMO04CM1B Accessories/OptionsDocument1 pageOutdoor Cooling Units For Door or Wall Mounting: Characteristics M.U. EMO04BM1B EMO04CM1B Accessories/OptionsTomasz KownackiNo ratings yet
- TCL Service Manual EngDocument45 pagesTCL Service Manual EngK J LEENo ratings yet
- HMF 56 T2/T4 (A8:9) F400 : General DataDocument4 pagesHMF 56 T2/T4 (A8:9) F400 : General DataGoranNo ratings yet
- CA MWCP R407C 2011 50Hz PDFDocument16 pagesCA MWCP R407C 2011 50Hz PDFHoàngViệtAnhNo ratings yet
- Alloy 330 Spec SheetDocument2 pagesAlloy 330 Spec SheetArman MominNo ratings yet
- Arlon 38NDocument4 pagesArlon 38NRavindrakumar ParvathiniNo ratings yet
- Ac Blue StarDocument1 pageAc Blue StarTECHNOCONS CONST.No ratings yet
- 09-12-18-24 Solar DC Air Conditioner SpecificationDocument1 page09-12-18-24 Solar DC Air Conditioner SpecificationRiyadh MirzaNo ratings yet
- WATLOW Resistencias Modulares para DuctoDocument4 pagesWATLOW Resistencias Modulares para Ductoian_gushepiNo ratings yet
- Pneumatic / Electro Pneumatic Positioner: Specialists in Process Efficiency and Energy ConservationDocument2 pagesPneumatic / Electro Pneumatic Positioner: Specialists in Process Efficiency and Energy ConservationAntonio HerreraNo ratings yet
- alloy800DataSheet PDFDocument2 pagesalloy800DataSheet PDFMaximiliano Ezequiel LopezNo ratings yet
- Alloy 330 Spec SheetDocument2 pagesAlloy 330 Spec SheetArman MominNo ratings yet
- 1 Ceramic Fiber BoardsDocument2 pages1 Ceramic Fiber BoardsMahesh MishraNo ratings yet
- HeatPump-Specification Sheet Electroheat Pro 250kW 50Hz Heat Cool Dec 2021Document3 pagesHeatPump-Specification Sheet Electroheat Pro 250kW 50Hz Heat Cool Dec 2021Roxy Delos SantosNo ratings yet
- Dpas 10e-550eDocument4 pagesDpas 10e-550eThành Long NguyễnNo ratings yet
- Submittal18 24K R410A 60Hz On Off L SeriesDocument11 pagesSubmittal18 24K R410A 60Hz On Off L SeriesMARCO ANTONIO ARREDONDO RINCONNo ratings yet
- TT - Electronics 898 3 R100K Datasheet PDFDocument4 pagesTT - Electronics 898 3 R100K Datasheet PDFelnegritoheberNo ratings yet
- Kruger Ventilation Industries Pte LTD No. 17 Tuas Avenue 10 Singapore 639141 Tel: +65 6861 1577 Fax: +65 6861 3577 Date Company Attention Project Reference NotesDocument1 pageKruger Ventilation Industries Pte LTD No. 17 Tuas Avenue 10 Singapore 639141 Tel: +65 6861 1577 Fax: +65 6861 3577 Date Company Attention Project Reference NotesHiei ArshavinNo ratings yet
- POWER Power December 2021Document64 pagesPOWER Power December 2021exergicNo ratings yet
- Funcional ValvulasDocument21 pagesFuncional ValvulasexergicNo ratings yet
- Funcional ValvulasDocument21 pagesFuncional ValvulasexergicNo ratings yet
- Wave - Three Technolgies - One ToolDocument2 pagesWave - Three Technolgies - One ToolexergicNo ratings yet
- Wave - Three Technolgies - One ToolDocument2 pagesWave - Three Technolgies - One ToolexergicNo ratings yet
- Reliability of Dynamic Simulation To Reproduce Plant DynamicsDocument26 pagesReliability of Dynamic Simulation To Reproduce Plant DynamicsexergicNo ratings yet
- CV Flow Coefficients of Gate Valves: Login (/login-User) Register (/register)Document2 pagesCV Flow Coefficients of Gate Valves: Login (/login-User) Register (/register)exergicNo ratings yet
- bOLETIN VALVULAS SWAGELOK PDFDocument12 pagesbOLETIN VALVULAS SWAGELOK PDFexergicNo ratings yet
- Well Head Controller: FeaturesDocument2 pagesWell Head Controller: FeaturesexergicNo ratings yet
- Ge Industrial Aeroderivative Gas Turbines Gek 97310Document1 pageGe Industrial Aeroderivative Gas Turbines Gek 97310exergicNo ratings yet
- Ge Industrial Aeroderivative Gas Turbines Gek 97310Document2 pagesGe Industrial Aeroderivative Gas Turbines Gek 97310exergicNo ratings yet
- Technical Procedures: General Maintenance Practices (Level 1 and 2 Maintenance)Document6 pagesTechnical Procedures: General Maintenance Practices (Level 1 and 2 Maintenance)exergicNo ratings yet
- Complete Cooling Performance: Air Cooled Exchangers For The Oil, Gas and Power MarketsDocument12 pagesComplete Cooling Performance: Air Cooled Exchangers For The Oil, Gas and Power MarketsexergicNo ratings yet
- ApphDocument2 pagesApphravindranathchitturiNo ratings yet
- Theory Gas Orifice Meter: Flange Tapped Orifice CalculationDocument3 pagesTheory Gas Orifice Meter: Flange Tapped Orifice CalculationexergicNo ratings yet
- Belgas p39Document4 pagesBelgas p39Syach FirmNo ratings yet
- Localización PSVDocument1 pageLocalización PSVexergicNo ratings yet
- High Pressure Control ValvesDocument8 pagesHigh Pressure Control ValvesexergicNo ratings yet
- P50 & P50 NACE Filter Regulators Ors: Materials of ConstructionDocument2 pagesP50 & P50 NACE Filter Regulators Ors: Materials of ConstructionexergicNo ratings yet
- Managing The Cost of Ownership - Hart EnergyDocument5 pagesManaging The Cost of Ownership - Hart EnergyexergicNo ratings yet
- Confidential!: Description, Capacities, Specifications, ApplicationsDocument4 pagesConfidential!: Description, Capacities, Specifications, ApplicationsexergicNo ratings yet
- Iti - ThermJet - USA (ECLIPSE) PDFDocument20 pagesIti - ThermJet - USA (ECLIPSE) PDFexergic100% (1)
- Desaladores de CrudoDocument171 pagesDesaladores de CrudoexergicNo ratings yet
- Procedure To Trouble Shoot Dual Frequency SystemDocument3 pagesProcedure To Trouble Shoot Dual Frequency SystemexergicNo ratings yet
- Confidential!: Description, Capacities, Specifications, ApplicationsDocument4 pagesConfidential!: Description, Capacities, Specifications, ApplicationsexergicNo ratings yet
- Excess Air and Boiler EfficiencyDocument1 pageExcess Air and Boiler EfficiencyprosurferNo ratings yet
- Mat Gas Mixture LsdynaDocument10 pagesMat Gas Mixture LsdynaAmir IskandarNo ratings yet
- Dynamic Simulation of Sub-Scale ITER CS/STR Cooling LoopDocument4 pagesDynamic Simulation of Sub-Scale ITER CS/STR Cooling LoopgopalkrishnaNo ratings yet
- Thermodynamics 2Document285 pagesThermodynamics 2John Lloyd A. VincoyNo ratings yet
- CHAPTER-3.Enthalpy and Hess's LawDocument26 pagesCHAPTER-3.Enthalpy and Hess's LawYvan Nicholas B. JasminNo ratings yet
- 3 Ntu MethodDocument72 pages3 Ntu MethodPradyumna DhamangaonkarNo ratings yet
- Run Around Coil PDFDocument8 pagesRun Around Coil PDFSufian SarwarNo ratings yet
- Chapter 15 Pumparounds and Tower Heat Flows Closing The Tower Enthalpy BalanceDocument2 pagesChapter 15 Pumparounds and Tower Heat Flows Closing The Tower Enthalpy Balanceibeh ebele michalNo ratings yet
- Enerbit enDocument36 pagesEnerbit enCatalin MunteanuNo ratings yet
- Cycle Test 1 Set2Document2 pagesCycle Test 1 Set2logeshboy007No ratings yet
- 2.3.3 - Transfer of Thermal Energy (Radiation)Document5 pages2.3.3 - Transfer of Thermal Energy (Radiation)Alya AfifiNo ratings yet
- HOME Work Heat Transfer1 50 2Document3 pagesHOME Work Heat Transfer1 50 2Karl Angelo PacolorNo ratings yet
- Calculation of Stray Losses in Power Transformer Structural Parts Using Finite Element Method Combined With Analytical MethodDocument5 pagesCalculation of Stray Losses in Power Transformer Structural Parts Using Finite Element Method Combined With Analytical MethodVictor Julián Fernández CarrazanaNo ratings yet
- Tadao AndoDocument42 pagesTadao AndoAlexandra TanaseNo ratings yet
- Exp File :to Determine The Coefficient of Thermal Conductivity of A Bad Conductor by Lee and Charlton's Disc Method.Document28 pagesExp File :to Determine The Coefficient of Thermal Conductivity of A Bad Conductor by Lee and Charlton's Disc Method.Jp Singh100% (1)
- Psychical Research Science and Religion by Stanley de BrathDocument76 pagesPsychical Research Science and Religion by Stanley de Brathmorefaya2006No ratings yet
- Analysis of Temperature Loss of Hot Metal During Hot Rolling Process at Steel PlantDocument7 pagesAnalysis of Temperature Loss of Hot Metal During Hot Rolling Process at Steel PlantIJMERNo ratings yet
- Project Presentation: Refrigeration Using Waste Heat in CarsDocument16 pagesProject Presentation: Refrigeration Using Waste Heat in CarsDevanshu SinghNo ratings yet
- 2003 Yamabe Fc250 FatigueDocument10 pages2003 Yamabe Fc250 Fatigueeholmes80No ratings yet
- Chapter 2 and 3Document40 pagesChapter 2 and 3S S S REDDYNo ratings yet
- Energy and Buildings: Ioan Sarbu, Calin SebarchieviciDocument14 pagesEnergy and Buildings: Ioan Sarbu, Calin SebarchieviciAndi NovitaNo ratings yet
- Course Description PDFDocument57 pagesCourse Description PDFHsalmani1991No ratings yet
- IR NDT On Aeronautical Plastics-Flores-BolarinDocument8 pagesIR NDT On Aeronautical Plastics-Flores-BolarinalexanderNo ratings yet