You might also like
- Ingenieria de ProcesosDocument45 pagesIngenieria de Procesos'Andres Peña100% (1)
- Arduino Starter Kit SetupDocument165 pagesArduino Starter Kit SetupLuis M Vizcaino100% (1)
- Ejercicios MRPDocument3 pagesEjercicios MRPAlex DíazNo ratings yet
- Guia de Instalacion Ilustrada de Radios Microondas RTN 950 y RTN 605 2 PDFDocument42 pagesGuia de Instalacion Ilustrada de Radios Microondas RTN 950 y RTN 605 2 PDFAttackDenied123No ratings yet
- Ejercicio MRP TijeraDocument6 pagesEjercicio MRP TijeraJuan Carlos Rodriguez Muñoz100% (3)
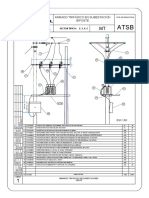
- MT Sed Atsb 22.9Document2 pagesMT Sed Atsb 22.9WinstonArrieta100% (2)
- Caso - Flashy FlashersDocument7 pagesCaso - Flashy FlashersJulio TerronesNo ratings yet
- PA EjerciciosDocument3 pagesPA EjerciciosAndresMeraNo ratings yet
- Perfil Del Ingeniero en Higiene y SeguridadDocument4 pagesPerfil Del Ingeniero en Higiene y SeguridadJhonny Picone Briceño100% (2)
- Grupo 6 - Ejercicio Práctico de Inventarios y La Incertidumbre de La DemandaDocument13 pagesGrupo 6 - Ejercicio Práctico de Inventarios y La Incertidumbre de La DemandaLeandro Vásquez LedesmaNo ratings yet
- Biologia Molecular de La CelulaDocument1,495 pagesBiologia Molecular de La Celulalast_grv90% (100)
- Tarea Semana N 12Document5 pagesTarea Semana N 12Echeverre LuisNo ratings yet
- Empresa de Servicios+plan Agregado de ProducciónDocument13 pagesEmpresa de Servicios+plan Agregado de ProducciónMiguel Antonio Calderón RojasNo ratings yet
- Parcial #1 Planeacion AgregadaDocument6 pagesParcial #1 Planeacion AgregadaPaul RiveraNo ratings yet
- Informe Asignación 2.Document12 pagesInforme Asignación 2.Luis Arnulfo Sanchez DiazNo ratings yet
- ModbusDocument17 pagesModbusGonzalo Tapia100% (1)
- Problemas Gestion de OperacionesDocument8 pagesProblemas Gestion de OperacionesFlavio DiazNo ratings yet
- Mando HBC Extracto PDFDocument7 pagesMando HBC Extracto PDFAlfredo Dominguez ArandaNo ratings yet
- Banco de Ejercicios Unidad 4Document3 pagesBanco de Ejercicios Unidad 4YareNo ratings yet
- Actividad Grupal - Semana 15 Caso FishDocument3 pagesActividad Grupal - Semana 15 Caso FishSoto RachellNo ratings yet
- Cuadro de Mando IntegralDocument12 pagesCuadro de Mando IntegralJuventud Pro VidaNo ratings yet
- Caso MRPDocument3 pagesCaso MRPLorena Gomez100% (1)
- Automatizacion EjerciciosDocument7 pagesAutomatizacion Ejerciciosapi-32704788250% (2)
- Ejercicios Planeacion AgregadaDocument24 pagesEjercicios Planeacion AgregadaMaricel EcheverriNo ratings yet
- Lecto EscrituraDocument9 pagesLecto EscrituraYan In100% (3)
- Caso Flashy Fleshers (MRP)Document4 pagesCaso Flashy Fleshers (MRP)david urieta martinezNo ratings yet
- Caso Practico U2 Flashy Flashers IncDocument10 pagesCaso Practico U2 Flashy Flashers IncRagde KoçovaliNo ratings yet
- Caso Flashy FlashersDocument4 pagesCaso Flashy Flashersaluz50% (4)
- Caso Flashy FlashersDocument6 pagesCaso Flashy FlashersJuniorLeónEsquivel67% (3)
- Trabajo PySDocument2 pagesTrabajo PySSmmNo ratings yet
- OPT y TOCDocument8 pagesOPT y TOCGiovanni VitaleNo ratings yet
- Programación dinámica en Investigación de Operaciones 2Document37 pagesProgramación dinámica en Investigación de Operaciones 2lilicamarillo67% (3)
- Capitulo 17 ResumenDocument5 pagesCapitulo 17 Resumenalegabipacheco100% (1)
- Trabajo de OperacionesDocument6 pagesTrabajo de OperacionesLilian Margot MHNo ratings yet
- Espejo Abanto JuniorDocument479 pagesEspejo Abanto JuniorJorge Jan Miñano Cardenas0% (1)
- Taller 01.MrpDocument4 pagesTaller 01.MrpDiego Villena NuñezNo ratings yet
- Caso de Estudio DTODocument6 pagesCaso de Estudio DTOGrissu Fernandez CelestinoNo ratings yet
- S12.s1 - Tarea - JIT en El Hospital Arnold Palmer ProcesosDocument4 pagesS12.s1 - Tarea - JIT en El Hospital Arnold Palmer ProcesosRenzo LopezNo ratings yet
- SimulacionDocument4 pagesSimulacionAndres Hernandez100% (1)
- Informe de Flashy FlashersDocument2 pagesInforme de Flashy FlashersAriana BazanNo ratings yet
- Ejercicios Planeacion AgregadaDocument6 pagesEjercicios Planeacion AgregadaANLINo ratings yet
- Semana 14 y 15Document9 pagesSemana 14 y 15José CháirezNo ratings yet
- Resumen Cap 16 Libro La MetaDocument2 pagesResumen Cap 16 Libro La MetastivenNo ratings yet
- Caso 2Document5 pagesCaso 2piwy017100% (1)
- Casos Estudio SistemasDocument24 pagesCasos Estudio SistemasjuanNo ratings yet
- Capitulo 2Document2 pagesCapitulo 2Ray YañezNo ratings yet
- PRACTICA 7.1 PAP - Nivelación Con Horas ExtrasDocument6 pagesPRACTICA 7.1 PAP - Nivelación Con Horas ExtrasJesus Burgos HuancaNo ratings yet
- AdO - Ejercicios InvestigadosDocument2 pagesAdO - Ejercicios InvestigadosEvelyn CamposNo ratings yet
- Plan Agregado de Producción QM-2Document30 pagesPlan Agregado de Producción QM-2Paul RiveraNo ratings yet
- Guia Ejercicios - Unidad IIIDocument9 pagesGuia Ejercicios - Unidad IIIVictorNo ratings yet
- IM Teo S13 CDocument11 pagesIM Teo S13 CAlexis CastilloNo ratings yet
- 1 Problema - MichiganDocument1 page1 Problema - MichiganALFONSO UZURRIAGA0% (1)
- Ejercicio 13 Gaither - MRP unidad Q44Document3 pagesEjercicio 13 Gaither - MRP unidad Q44Elena SanchezNo ratings yet
- Caso 3 Producción - Diseño DistribuciónDocument2 pagesCaso 3 Producción - Diseño DistribuciónEdder Pereira0% (1)
- Talleres Simulacià N 2019-1Document4 pagesTalleres Simulacià N 2019-1Julian Andres Gutierrez LondoñoNo ratings yet
- Practica de Beneficio CostoDocument2 pagesPractica de Beneficio CostoAndrea Meneses Salas0% (1)
- Ejercicios Sobre MRPDocument2 pagesEjercicios Sobre MRPLlimer LainezNo ratings yet
- T1.-Pronosticos IiDocument7 pagesT1.-Pronosticos IiIvonne CynthyaNo ratings yet
- Chad's Creative Concepts Diseña y Fabrica Muebles de MaderaDocument2 pagesChad's Creative Concepts Diseña y Fabrica Muebles de MaderaCelsa JimenezNo ratings yet
- MRP II AjustadoDocument17 pagesMRP II AjustadoDeysiArribasplata100% (1)
- Programación Dinámica EstocasticaDocument31 pagesProgramación Dinámica EstocasticaEsteban Bohórquez0% (1)
- ResoluciónDocument1 pageResoluciónJosué BatakTravis0% (1)
- Practica de Campo 1 Gestion Tactica de OperacionesDocument7 pagesPractica de Campo 1 Gestion Tactica de OperacionesJean Franco PlasenciaNo ratings yet
- Caso Bradford Manufacuring - Planeacion de La Produccion FabrilDocument2 pagesCaso Bradford Manufacuring - Planeacion de La Produccion FabrilRicardo Alfredo Loayza Gallegos0% (1)
- Problemas - TocDocument3 pagesProblemas - Toceduardo cabreraNo ratings yet
- Puntos de equilibrio varios ejerciciosDocument5 pagesPuntos de equilibrio varios ejerciciosvalentina uribeNo ratings yet
- Operaciones Ii - 1 - (1-20) D1Document2 pagesOperaciones Ii - 1 - (1-20) D1Dixon González0% (1)
- Trabajo Investigativo Tercer Corte Plan y Control de La ProduccionDocument5 pagesTrabajo Investigativo Tercer Corte Plan y Control de La ProduccionCristian Camilo Agudelo RojasNo ratings yet
- Taller MRP VACACIONAL FINALDocument7 pagesTaller MRP VACACIONAL FINALEliana De Avila ZambranoNo ratings yet
- Caso Flasy FlashersDocument3 pagesCaso Flasy FlashersdeigoNo ratings yet
- Caso Flashy Flashers IncDocument7 pagesCaso Flashy Flashers IncIvan CulquiNo ratings yet
- Santiago PastorDocument6 pagesSantiago Pastor'Andres PeñaNo ratings yet
- Dialnet SistemaDeInformacionParaElControlDeInventariosDelA 3707498 CopiadoDocument6 pagesDialnet SistemaDeInformacionParaElControlDeInventariosDelA 3707498 CopiadoAlvaro Patricio Fecci QuirogaNo ratings yet
- CEP-Carta Control - Sacos PolipropilenoDocument10 pagesCEP-Carta Control - Sacos PolipropilenoCarlosNo ratings yet
- GUIA FORMATIVA 5S LIBRO v6 PDFDocument74 pagesGUIA FORMATIVA 5S LIBRO v6 PDF'Andres PeñaNo ratings yet
- BasesDocument5 pagesBases'Andres PeñaNo ratings yet
- Dialnet MetodologiaParaLaGestionDelProcesoDeInvestigacionD 4868991 PDFDocument18 pagesDialnet MetodologiaParaLaGestionDelProcesoDeInvestigacionD 4868991 PDFdiegoseguraguerreroNo ratings yet
- El Papel de Los Ingenieros en El Marketing IndustrialDocument32 pagesEl Papel de Los Ingenieros en El Marketing Industrial'Andres PeñaNo ratings yet
- WWW - Estadistica.mat - Uson.mx Material ElmuestreoDocument5 pagesWWW - Estadistica.mat - Uson.mx Material ElmuestreoAntonio Ortega LoezaNo ratings yet
- Válvulas NeumáticasDocument3 pagesVálvulas Neumáticas'Andres PeñaNo ratings yet
- Válvulas NeumáticasDocument3 pagesVálvulas Neumáticas'Andres PeñaNo ratings yet
- La Televisión Como Agente SocializadorDocument3 pagesLa Televisión Como Agente SocializadorMario Antonio Villalta CorveraNo ratings yet
- Portafolio de Evidencias Unidad I, Administración de Bases de Datos.Document7 pagesPortafolio de Evidencias Unidad I, Administración de Bases de Datos.Daniel Ramos MeléndezNo ratings yet
- Junin EdzDocument268 pagesJunin EdzJuan Abel Callupe CuevaNo ratings yet
- Modelo de Informe Ensayo CBRDocument8 pagesModelo de Informe Ensayo CBRChristian DiazNo ratings yet
- La Capacidad de Adaptación Vista Desde El Test de WarteggDocument5 pagesLa Capacidad de Adaptación Vista Desde El Test de WarteggFCNo ratings yet
- Manual de Instrucciones - Modelo Nómade AT - DigitalDocument12 pagesManual de Instrucciones - Modelo Nómade AT - DigitalRigobertoMedinaNo ratings yet
- Aplicaciones de Circuitos RC, RL y Del Transistor Como Elemento de Conmutación (Práctica)Document5 pagesAplicaciones de Circuitos RC, RL y Del Transistor Como Elemento de Conmutación (Práctica)Siul ReivajNo ratings yet
- Fisica Elemental 2Document10 pagesFisica Elemental 2niltonNo ratings yet
- Estudio de satisfacción de clientes en fabricante de electrodomésticosDocument5 pagesEstudio de satisfacción de clientes en fabricante de electrodomésticosBrenda MoralesNo ratings yet
- Problemas de Trabajo de Llenado y Vaciado de TanquesDocument1 pageProblemas de Trabajo de Llenado y Vaciado de Tanqueschris16100% (1)
- 108S10 Amanco Desarrollo El Scorecard de SustentabilidadDocument26 pages108S10 Amanco Desarrollo El Scorecard de SustentabilidadRikardo Medina0% (1)
- Calculo Lagtime CompletoDocument10 pagesCalculo Lagtime CompletoFranklin AlmeraNo ratings yet
- JunaebDocument118 pagesJunaebAndrés Araneda VásquezNo ratings yet
- Análisis del traslado del edificio Cudecom de 29 metrosDocument4 pagesAnálisis del traslado del edificio Cudecom de 29 metrosANDREA AVILA REYESNo ratings yet
- Sílabo Economía General (Rebuild) PDFDocument4 pagesSílabo Economía General (Rebuild) PDFLuis Antonio Olivera VasquezNo ratings yet
- Guia - 5 - Lentes Delgadas.Document5 pagesGuia - 5 - Lentes Delgadas.Frank BulaNo ratings yet
- Brochure - Jall Perú PerforacionDocument6 pagesBrochure - Jall Perú PerforacionJohan HernánNo ratings yet
- Showroom - KIA RIO - Especificaciones - Kia Motors MéxicoDocument6 pagesShowroom - KIA RIO - Especificaciones - Kia Motors MéxicoarnoldNo ratings yet
- IF-ELSE Java Ejemplos EjerciciosDocument5 pagesIF-ELSE Java Ejemplos EjerciciosEmeterio DonadoNo ratings yet
- Topografía para caminos y vías urbanasDocument1 pageTopografía para caminos y vías urbanasFredy Tinco ParedesNo ratings yet
- 03-Catálogo Goulds-SSH PDFDocument36 pages03-Catálogo Goulds-SSH PDFPaul WaldronNo ratings yet
- KendallDocument11 pagesKendallLucita PinedoNo ratings yet
- Introducción Sobre FotoelectricidadDocument7 pagesIntroducción Sobre FotoelectricidadJuan LojaNo ratings yet