You might also like
- Bombas HidráulicasDocument69 pagesBombas HidráulicasDebbieVeasRNo ratings yet
- Presupuesto 3 - S10Document1 pagePresupuesto 3 - S10Raul ColqueNo ratings yet
- INFORMEDocument5 pagesINFORMERaul ColqueNo ratings yet
- Presupuesto 1 - S10Document1 pagePresupuesto 1 - S10Raul ColqueNo ratings yet
- EULERDocument22 pagesEULERJuanse BerenguerNo ratings yet
- Solicitud Practicas Pre-ProfesionalesDocument1 pageSolicitud Practicas Pre-ProfesionalesSilvia Zuñiga HilarioNo ratings yet
- Normas Iso 27000Document4 pagesNormas Iso 27000noip190% (1)
- MATLABDocument15 pagesMATLABRaul ColqueNo ratings yet
- MicroCentrales HidroeléctricasDocument0 pagesMicroCentrales HidroeléctricaskeplerjuanNo ratings yet
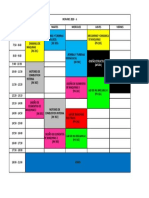
- Horario 2019 - ADocument1 pageHorario 2019 - ARaul ColqueNo ratings yet
- Dialnet ImplementacionDeUnBancoParaPruebasEnMotorDieselMon 6409600 PDFDocument11 pagesDialnet ImplementacionDeUnBancoParaPruebasEnMotorDieselMon 6409600 PDFRaul ColqueNo ratings yet
- Curvas CaracteristicasDocument12 pagesCurvas CaracteristicasRaul ColqueNo ratings yet
- Formato EncabezadoDocument1 pageFormato EncabezadoRaul ColqueNo ratings yet
- ISOEIC27000Document32 pagesISOEIC27000bikarexpansionjointsNo ratings yet
- 1reporte de Otorgamiento de Buena ProDocument1 page1reporte de Otorgamiento de Buena ProRaul ColqueNo ratings yet
- Silabo Diseño Estructural 2018 ADocument5 pagesSilabo Diseño Estructural 2018 ADiego Benavides MartínezNo ratings yet
- PPTDocument3 pagesPPTRaul ColqueNo ratings yet
- Vacantes Reincorporacion 1mes 2019Document2 pagesVacantes Reincorporacion 1mes 2019Raul ColqueNo ratings yet
- Solicit UdDocument2 pagesSolicit UdRaul ColqueNo ratings yet
- MATLABDocument15 pagesMATLABRaul ColqueNo ratings yet
- Titulos y EtiquetasDocument6 pagesTitulos y EtiquetasRaul ColqueNo ratings yet
- ISOEIC27000Document32 pagesISOEIC27000bikarexpansionjointsNo ratings yet
- Seguidor Solar PDFDocument10 pagesSeguidor Solar PDFJuancho Anaya OrtizNo ratings yet
- Ficha Tecnica EquiposDocument5 pagesFicha Tecnica EquiposEsther N. NinaNo ratings yet
- Adobe Organico Elaborado Con Arcilla y Mucilago de Nopal PDFDocument181 pagesAdobe Organico Elaborado Con Arcilla y Mucilago de Nopal PDFRaul Colque100% (1)
- Trabajo de Ingeniería Del TrabajoDocument32 pagesTrabajo de Ingeniería Del TrabajoyaniedvNo ratings yet
- Anexo IndicadoresDocument2 pagesAnexo IndicadoresPaula GuerreroNo ratings yet
- Sig-Reg-Miper Gruas (02-02-2013) (2) GeaminingDocument63 pagesSig-Reg-Miper Gruas (02-02-2013) (2) GeaminingEmilio José Martínez GálvezNo ratings yet
- E2 Luciano, Diana, PaulaDocument2 pagesE2 Luciano, Diana, PaulaMateoNo ratings yet
- Seminario Antibiotico TerapiaDocument84 pagesSeminario Antibiotico TerapiaZane BoladoNo ratings yet
- Encuesta y Entrevista SGSSTDocument4 pagesEncuesta y Entrevista SGSSTIngenieria Civil100% (1)
- Solubilidad de LipidosDocument13 pagesSolubilidad de LipidosGerardo Miguel Cv50% (2)
- Catalogo SuturasDocument54 pagesCatalogo SuturasDaicelia vergaraNo ratings yet
- Diseño de Instrumentos de Evaluación Actividad 3Document3 pagesDiseño de Instrumentos de Evaluación Actividad 3Juliana LópezNo ratings yet
- Informe de Permeabilidad de Los LiquidosDocument7 pagesInforme de Permeabilidad de Los LiquidosHenry ApolinarioNo ratings yet
- Guía I Física Octavo GradoDocument6 pagesGuía I Física Octavo GradotheblondeNo ratings yet
- Reporte Prueba de Jarras - Equipo 4Document9 pagesReporte Prueba de Jarras - Equipo 4GabrielNymarjrCuevasFloresNo ratings yet
- Tratamiento Con MTA en Molar Temporal Con Perforación en Furca y Reabsorción RadicularDocument4 pagesTratamiento Con MTA en Molar Temporal Con Perforación en Furca y Reabsorción RadicularJavier Farias VeraNo ratings yet
- Glosario DieteticaDocument3 pagesGlosario DieteticaMary Itzel Hall TqmNo ratings yet
- Sidel MatrixDocument2 pagesSidel MatrixEzequiel ValenciaNo ratings yet
- Resumen DIETA METABOLISMO ACELERADO Fase 1 2 3 PDFDocument19 pagesResumen DIETA METABOLISMO ACELERADO Fase 1 2 3 PDFJulian Mauri100% (1)
- La HistaminaDocument3 pagesLa HistaminaRodrigo CrespoNo ratings yet
- Sesión 1 - Soldadura Por Arco Electrico - PMDocument113 pagesSesión 1 - Soldadura Por Arco Electrico - PMLUIS ALEJANDRO HURTADO QUIÑONESNo ratings yet
- NAFTOL, Teñido Con ColorantesDocument5 pagesNAFTOL, Teñido Con ColorantesRobinson CarreñoNo ratings yet
- Manual Buenas Practicas en Refrigeracion y Aires AcondicionadosDocument219 pagesManual Buenas Practicas en Refrigeracion y Aires AcondicionadosMiguel RomeroNo ratings yet
- Determinación de Parametros Cineticos en Reactores Biologicos ContinuosDocument7 pagesDeterminación de Parametros Cineticos en Reactores Biologicos ContinuosErick SalvadorNo ratings yet
- Panorama de Farmacovigilancia en Las Am RicasDocument38 pagesPanorama de Farmacovigilancia en Las Am RicasJean AntoineNo ratings yet
- Practica #6 Propiedades Fisicas de La MateriaDocument5 pagesPractica #6 Propiedades Fisicas de La MateriaMarli Lizeth Rincon EslavaNo ratings yet
- Informe Ficha Tecnica Tanq Septico Zanjas de PercolacionDocument3 pagesInforme Ficha Tecnica Tanq Septico Zanjas de PercolacionJunnior MezaNo ratings yet
- Métodos de Conservación de AlimentosDocument4 pagesMétodos de Conservación de AlimentosAngel Tapia100% (1)
- Jabon DE GIRASOLDocument3 pagesJabon DE GIRASOLdulceNo ratings yet
- Experimentos Con Polimeros PDFDocument12 pagesExperimentos Con Polimeros PDFVannee Pat CetinaNo ratings yet
- Resumen de Libro de ExtrusionDocument2 pagesResumen de Libro de ExtrusionAle Ovando BecerraNo ratings yet
- Actividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-CIENCIAS BASICAS - FUNDAMENTOS DE QUIMICA - (GRUPO2) PDFDocument6 pagesActividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-CIENCIAS BASICAS - FUNDAMENTOS DE QUIMICA - (GRUPO2) PDFAndrés Cruz Herrera0% (1)
- CLF Q Productos LimpiezaDocument4 pagesCLF Q Productos LimpiezaEzequiel RodríguezNo ratings yet
- Arroz Con Leche Con ChiuchiDocument5 pagesArroz Con Leche Con ChiuchiTynTya VainNo ratings yet