You might also like
- API 1104 Pres Espaol 2002Document79 pagesAPI 1104 Pres Espaol 2002Wilson GuevaraNo ratings yet
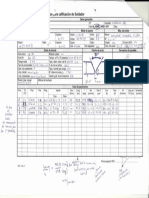
- Calificación de Procedimiento de SoldaduraDocument4 pagesCalificación de Procedimiento de SoldaduraJorgeNo ratings yet
- Clinica de Codigo API 1104Document2 pagesClinica de Codigo API 1104Eduardo Jimenez100% (1)
- Wps y PQRDocument1 pageWps y PQRthiagioINo ratings yet
- Calificación de Soldadores Según Norma ASME Sección IXDocument6 pagesCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleNo ratings yet
- Formato WPSDocument4 pagesFormato WPSÁlejandro FlorezNo ratings yet
- ESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA PARA TUBERÍA DE 8Document18 pagesESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA PARA TUBERÍA DE 8Manuel FARIAS IMANNo ratings yet
- Codigo Asme Seccion IxDocument53 pagesCodigo Asme Seccion IxGer Di Ciccio100% (2)
- PQR UnimetDocument7 pagesPQR UnimetCarlos Lluen AquinoNo ratings yet
- PQR #03Document2 pagesPQR #03AngelTinocoNo ratings yet
- Especificacin de Procedimeinto de Soldadura WPSDocument1 pageEspecificacin de Procedimeinto de Soldadura WPSCriss Tdc SantianaNo ratings yet
- PROCED - Ajuste y Torque de PernosDocument17 pagesPROCED - Ajuste y Torque de PernosGian VladimirNo ratings yet
- PRTU25 Pasivado de InoxidableDocument3 pagesPRTU25 Pasivado de InoxidableVictor David Vargas RamosNo ratings yet
- PPS - SGC.PC.002 Calificacion de Soldadores Rev.02 - Sin FirmaDocument10 pagesPPS - SGC.PC.002 Calificacion de Soldadores Rev.02 - Sin FirmawilianNo ratings yet
- Instalación brazo carga dieselDocument20 pagesInstalación brazo carga dieselpablotorresbozzo2686No ratings yet
- Curso Código Asme b31.4Document1 pageCurso Código Asme b31.4César Augusto Quiroga Montenegro100% (1)
- End en Tuberias e Instalaciones Mpo-Rot-Ie-016Document15 pagesEnd en Tuberias e Instalaciones Mpo-Rot-Ie-016Dante RojasNo ratings yet
- Asme ViiiDocument10 pagesAsme ViiiKike Silva100% (1)
- Venteos y drenajes pruebas hidrostáticasDocument1 pageVenteos y drenajes pruebas hidrostáticasALAAN89100% (1)
- Procedimiento de Calificacion Del Soldador 2Document5 pagesProcedimiento de Calificacion Del Soldador 2Jose Orrillo HerreraNo ratings yet
- 02 Terminos y Definiciones SoldaduraDocument18 pages02 Terminos y Definiciones SoldaduraBetsiNo ratings yet
- 9 - Acreditación ATF-Ventajas y Beneficios para El SoldadorDocument19 pages9 - Acreditación ATF-Ventajas y Beneficios para El SoldadorDemetrio RodriguezNo ratings yet
- WPS Urteaga TuberiaDocument2 pagesWPS Urteaga TuberiaH Adrian BarriosNo ratings yet
- Normas PDFDocument11 pagesNormas PDFJhunior Lizana OchoaNo ratings yet
- NRF 002 Pemex 2001Document19 pagesNRF 002 Pemex 2001Jose Espejo L100% (1)
- Asme V Ed.2021 Articulo 7 MT EspañolDocument22 pagesAsme V Ed.2021 Articulo 7 MT EspañolJoseph Luciano Flores Medina100% (2)
- Registro de Inspeccion de Doblado de TuberiaDocument2 pagesRegistro de Inspeccion de Doblado de TuberiaMarcos Antonio Rosas CordovaNo ratings yet
- ACUED CUCHILLO 2 TDR SOLDADURA DEL CONDUCTOR Rev BDocument16 pagesACUED CUCHILLO 2 TDR SOLDADURA DEL CONDUCTOR Rev BDaniel CortesNo ratings yet
- OverlayDocument7 pagesOverlayMarco TorresNo ratings yet
- Seleccion de Probetas Asme Secc. IxDocument22 pagesSeleccion de Probetas Asme Secc. IxMonica SuarezNo ratings yet
- Procedimiento de Pintado de Mina Shauindo CasalDocument15 pagesProcedimiento de Pintado de Mina Shauindo CasalJulio HuancaNo ratings yet
- Wps Empresa SoldaDocument116 pagesWps Empresa Soldabenedicto soto mestanzaNo ratings yet
- Trabajo Fabricacion de Recipientes de PresionDocument30 pagesTrabajo Fabricacion de Recipientes de Presionarley blancoNo ratings yet
- 152 - Hardox - 500 - MX - Ficha Tecnica PDFDocument2 pages152 - Hardox - 500 - MX - Ficha Tecnica PDFAgustin Chavez0% (1)
- Fluidos de ServicioDocument2 pagesFluidos de ServicioJuan Sebastián Nuñez MoralesNo ratings yet
- Proyecto Quellaveco Manual Calidad FerritaDocument1 pageProyecto Quellaveco Manual Calidad FerritaIván R. Cruz FloresNo ratings yet
- Los Criterios de Inspeccion y La CalidadDocument29 pagesLos Criterios de Inspeccion y La CalidadMarcelo Aguilera100% (2)
- Montaje tanques API procedimientoDocument12 pagesMontaje tanques API procedimientoGermánZapataNahuelNo ratings yet
- Wps 1-2Document2 pagesWps 1-2Christian GramNo ratings yet
- Clinica Código AWS D1.1Document2 pagesClinica Código AWS D1.1alexunder197330No ratings yet
- Soldadura de Tuberías Progresión AscendenteDocument8 pagesSoldadura de Tuberías Progresión AscendentePercyAlexanderNo ratings yet
- Modulo 5 Documentos Que Gobiernan La Cal PDFDocument30 pagesModulo 5 Documentos Que Gobiernan La Cal PDFManuel OsesNo ratings yet
- SoldaduraDocument44 pagesSoldaduraandrea moranNo ratings yet
- Factibilidad API 1104 Apendice BDocument128 pagesFactibilidad API 1104 Apendice BHinojosa100% (1)
- 4.-Procedimiento para Conservación de ElectrodosDocument11 pages4.-Procedimiento para Conservación de ElectrodoscarlospelaezNo ratings yet
- Planilla Calificacion SoldadorDocument1 pagePlanilla Calificacion SoldadorCaro ReinosoNo ratings yet
- B31.3 AsmeDocument218 pagesB31.3 AsmeSergio GajardoNo ratings yet
- WPS D1.1 A36 - E71t11Document2 pagesWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- WPS AsmeDocument116 pagesWPS AsmeErmys BermudezNo ratings yet
- WPS Asme Calificacion de Soldadores RangoDocument8 pagesWPS Asme Calificacion de Soldadores RangoJonathan DuarteNo ratings yet
- WPS AsmeDocument6 pagesWPS AsmeoschmalbachNo ratings yet
- Calificacion de Pro y SoldadoresDocument22 pagesCalificacion de Pro y SoldadoresOSCARNo ratings yet
- Proceso de WPQDocument15 pagesProceso de WPQDanny HTNo ratings yet
- .06 Calificacion WPSDocument145 pages.06 Calificacion WPSIago Santiago Piñeiro100% (2)
- Calificacion WPS 2Document145 pagesCalificacion WPS 2Alex WilmerNo ratings yet
- ASME Sección IX Edición 2019: Requisitos de soldadura y calificación de procedimientosDocument8 pagesASME Sección IX Edición 2019: Requisitos de soldadura y calificación de procedimientosEfrain Ortiz BarretoNo ratings yet
- Cómo Como Es y Que Contiene Un Formato Wps y PQRDocument5 pagesCómo Como Es y Que Contiene Un Formato Wps y PQRrocke007No ratings yet
- PQR calificación procedimientos soldaduraDocument2 pagesPQR calificación procedimientos soldadurajosue lopez100% (1)
- Codigo de Soldadura D1.1-Alarcon MozaDocument24 pagesCodigo de Soldadura D1.1-Alarcon MozaanabelguadalupeNo ratings yet
- WPS: Procedimientos de soldaduraDocument11 pagesWPS: Procedimientos de soldaduraJonathan Alexander De LargeNo ratings yet
- Bulones o TornillosDocument11 pagesBulones o TornillosLilian RamirezNo ratings yet
- Rectificación de cono en tornoDocument2 pagesRectificación de cono en tornoAony H.Q.No ratings yet
- Soldadura Por Puntos PresentaciónDocument34 pagesSoldadura Por Puntos PresentaciónRomano Galarza100% (1)
- Herramientas Grandes para ElectronicosDocument9 pagesHerramientas Grandes para Electronicosgabriel augusto arteaga loaizaNo ratings yet
- PistonDocument12 pagesPistonlucas_ciot23No ratings yet
- Maquinas y Herramientas Tarea 4Document7 pagesMaquinas y Herramientas Tarea 4carlos80% (5)
- Torneria MHDocument7 pagesTorneria MHJxsé OG 420No ratings yet
- Facturación 271117Document9 pagesFacturación 271117MARIO ALEXIS SANCHEZ ORTEGANo ratings yet
- Manual de Iniciacion NX-IndiceDocument4 pagesManual de Iniciacion NX-IndicecorreorikNo ratings yet
- Tratamiento TérmicoDocument13 pagesTratamiento TérmicoMr. vNo ratings yet
- Lab Mecanismos - MCIDocument8 pagesLab Mecanismos - MCIMaria RetamozoNo ratings yet
- Francisco BarriaDocument1 pageFrancisco BarriarjdgNo ratings yet
- Proceso de FabricaciónDocument3 pagesProceso de FabricaciónLogan FRNo ratings yet
- Unidad 2 y 3 Procesos de FabricacionDocument31 pagesUnidad 2 y 3 Procesos de FabricacionVictorMtzCruzNo ratings yet
- Seccion FDocument48 pagesSeccion FVladimir VeraNo ratings yet
- Presentacion Brainstorming Lluvia de Ideas Doodle BlancoDocument16 pagesPresentacion Brainstorming Lluvia de Ideas Doodle BlancoErick RengifoNo ratings yet
- 3M Usd Lista de PreciosDocument23 pages3M Usd Lista de PreciosjouhannavarroNo ratings yet
- Fundamentos Extrusión TrefiladoDocument23 pagesFundamentos Extrusión TrefiladoDanna Veliz HuangalNo ratings yet
- Catalgo AcerosDocument48 pagesCatalgo AcerosPepe BayasNo ratings yet
- Cubicacion ML Maquillaje, Estuco, Yeso - 26-08-2020Document31 pagesCubicacion ML Maquillaje, Estuco, Yeso - 26-08-2020Ignacio MenghiNo ratings yet
- Operaciones Básicas en Un Torno CNCDocument6 pagesOperaciones Básicas en Un Torno CNCinterconhde100% (1)
- Mec AbrasivoDocument34 pagesMec AbrasivoJota Eduardo RojasNo ratings yet
- Taller Proceso de Torneado - 2022-2Document3 pagesTaller Proceso de Torneado - 2022-2Andres HernandezNo ratings yet
- Base de Datos de Clientes Montriz (Respuestas) PDFDocument1 pageBase de Datos de Clientes Montriz (Respuestas) PDFjose BedoyaNo ratings yet
- RectificadorasDocument7 pagesRectificadorasBrando LandaetaNo ratings yet
- MAQUINAS HER Semana 5 TrabajoDocument7 pagesMAQUINAS HER Semana 5 TrabajoAndreeNo ratings yet
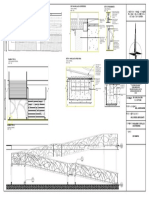
- Det Rampa PDFDocument1 pageDet Rampa PDFFilippo TellaNo ratings yet
- Analisis de Costos Unitarios CoberturasDocument20 pagesAnalisis de Costos Unitarios CoberturasCaza RrecompenzasNo ratings yet
- Diseño de elementos de máquinas: Tornillos y uniones atornilladasDocument59 pagesDiseño de elementos de máquinas: Tornillos y uniones atornilladasricardoNo ratings yet
- Reparar Mercedes UIDocument12 pagesReparar Mercedes UIFábio Moreira100% (2)