You might also like
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- V0l 1-Manual For Structure Part-Doosan STSDocument37 pagesV0l 1-Manual For Structure Part-Doosan STSJohn Milton100% (1)
- 20-1718 Rig Tongs AOTDocument10 pages20-1718 Rig Tongs AOTRahul M.R100% (1)
- Measurement Manual: Procedure For Rocking Test (Wear Mearsurement) in Slewing Bearing For Marine CraneDocument6 pagesMeasurement Manual: Procedure For Rocking Test (Wear Mearsurement) in Slewing Bearing For Marine CranePaul Lucian Ventel100% (5)
- List of InspectionDocument17 pagesList of InspectionNQTNo ratings yet
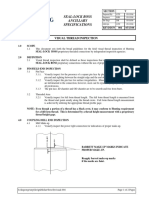
- VTI-Seal Lock HC-003Document3 pagesVTI-Seal Lock HC-003Cong BuiNo ratings yet
- Method Statement For Field Erection Storage TanksDocument29 pagesMethod Statement For Field Erection Storage TanksTee Klong Rung100% (1)
- Metrology and Quality Control PracticalDocument53 pagesMetrology and Quality Control PracticalDIPAK VINAYAK SHIRBHATE75% (4)
- SGT - Le.014 Crane Inspection Type 1Document10 pagesSGT - Le.014 Crane Inspection Type 1ryangillespie100% (1)
- Visual 003 PDFDocument3 pagesVisual 003 PDFashadNo ratings yet
- ASME Awareness Program - 5Document40 pagesASME Awareness Program - 5Gaurav KhamkarNo ratings yet
- TDS Manual-TescoDocument33 pagesTDS Manual-TescoQAMAR ALI KHAN100% (1)
- Manual Tong WTMDocument45 pagesManual Tong WTMYuliana Andrea Zapata Rubio100% (1)
- 104-EMP-01 Rev 0 - Drilling Hook Level III Inspection-USA OnlyDocument10 pages104-EMP-01 Rev 0 - Drilling Hook Level III Inspection-USA OnlyJuan LorenzoNo ratings yet
- 2014 Mill and Kiln Gear InspectionsDocument28 pages2014 Mill and Kiln Gear InspectionsFernando Erices100% (1)
- Special Maintenance Instructions (Smi'S) For Contact Wire in Oor OheDocument8 pagesSpecial Maintenance Instructions (Smi'S) For Contact Wire in Oor OheHimalaya ChoureNo ratings yet
- Visual Inspection of Large Electric GeneratorsDocument31 pagesVisual Inspection of Large Electric GeneratorskknifNo ratings yet
- Tubular TYK Fabrication and Inspection: It Is Important To Plan Ahead For These Complex WeldsDocument5 pagesTubular TYK Fabrication and Inspection: It Is Important To Plan Ahead For These Complex Weldsluz82No ratings yet
- Inspection and Test Procedure FR1672A - ApprvdDocument10 pagesInspection and Test Procedure FR1672A - ApprvdSavvas KatemliadisNo ratings yet
- HPT Stage 1 Blades and Duct SegmentsDocument28 pagesHPT Stage 1 Blades and Duct SegmentsArabyAbdel Hamed SadekNo ratings yet
- Receiving Inspection PDFDocument2 pagesReceiving Inspection PDFhshobeyriNo ratings yet
- Magnetic Particle Inspection Reference: Goodrich NDT Manual Chapter: 32-40-75Document5 pagesMagnetic Particle Inspection Reference: Goodrich NDT Manual Chapter: 32-40-75Dinesh GuptaNo ratings yet
- Ultrasonic Inspection of Welds in Nozzles, Nodes, Curved Surfaces & TKY JointsDocument14 pagesUltrasonic Inspection of Welds in Nozzles, Nodes, Curved Surfaces & TKY Jointsleonciomavarez100% (1)
- GMW15282 CorrosionUndercutting Scribe CreepbacDocument7 pagesGMW15282 CorrosionUndercutting Scribe CreepbacRicardo F. SNo ratings yet
- G SM PPLT Pip 805Document12 pagesG SM PPLT Pip 805rokan123No ratings yet
- Contro Arm 20.03.2024 - SDocument58 pagesContro Arm 20.03.2024 - SUmesh PrajapatiNo ratings yet
- Drilling String InspectionDocument7 pagesDrilling String Inspectionrais ridha100% (2)
- Handbook Review Temporaywork Deep Excavation PDFDocument59 pagesHandbook Review Temporaywork Deep Excavation PDFmagdy bakryNo ratings yet
- Visual-003 SL BossDocument2 pagesVisual-003 SL BossCong BuiNo ratings yet
- Indian Standard Compression Type Tubular In-Line Connectors FOR Aluminium Conductors of Insulated Cables-Specification (First Revision)Document5 pagesIndian Standard Compression Type Tubular In-Line Connectors FOR Aluminium Conductors of Insulated Cables-Specification (First Revision)josephNo ratings yet
- Instruction Guide Combiflex Crimping ToolDocument2 pagesInstruction Guide Combiflex Crimping ToolAE,110 KV KanjikodeNo ratings yet
- Visual SL APEXDocument3 pagesVisual SL APEXOscar Gomez Gonzalez100% (1)
- Api RP 53 SPE 23900 de La IADC - SPE (BOP) EspañolDocument16 pagesApi RP 53 SPE 23900 de La IADC - SPE (BOP) EspañolLucas MaldonadoNo ratings yet
- Manual ToyotaDocument37 pagesManual ToyotaBastian Tapia LopezNo ratings yet
- Checklist Fire StopDocument9 pagesChecklist Fire StopAnonymous DMdGdsOENo ratings yet
- RP 18 MPT 001 TCR AlupcoDocument3 pagesRP 18 MPT 001 TCR AlupcoRonel John Rodriguez CustodioNo ratings yet
- Inspection and Maintenance of Drillpipe E-BookDocument39 pagesInspection and Maintenance of Drillpipe E-BookPhan Trong HuanNo ratings yet
- Eddy Current in Aerospace PDFDocument7 pagesEddy Current in Aerospace PDFAllwynNo ratings yet
- Checklist Piling Work .Pile ConstructionDocument2 pagesChecklist Piling Work .Pile Constructionyash shah88% (34)
- FFD - 4 - Maintenance Manual PDFDocument15 pagesFFD - 4 - Maintenance Manual PDFKaleb Z king webNo ratings yet
- Inspection: AIR Winch Ingersoll RandDocument19 pagesInspection: AIR Winch Ingersoll RandAbdou BoucheritNo ratings yet
- CSWIP Welding Inspection Notes and Questions PDFDocument115 pagesCSWIP Welding Inspection Notes and Questions PDFrahim_335162856100% (3)
- 1DZ EngineDocument181 pages1DZ EngineGonçalo SousaNo ratings yet
- Pit Report Pier04 Pile01 06Document11 pagesPit Report Pier04 Pile01 06Priodeep ChowdhuryNo ratings yet
- Task 53-10-00-252 16. Fuselage To Wing Attach Fitting Lugs Special Detailed InspectionDocument4 pagesTask 53-10-00-252 16. Fuselage To Wing Attach Fitting Lugs Special Detailed Inspectionworm_stellNo ratings yet
- Concrete Work Check List-30-06-2022Document6 pagesConcrete Work Check List-30-06-2022Mobin100% (1)
- Hmc70pem s1Document10 pagesHmc70pem s1Jack ParedesNo ratings yet
- Check List Int DiaDocument2 pagesCheck List Int DiaCrazzy RamNo ratings yet
- Contitech HP HosesDocument65 pagesContitech HP HosesRobert FlateråsNo ratings yet
- Visual-000spanish Connec SLSFDocument5 pagesVisual-000spanish Connec SLSFOscar Gomez GonzalezNo ratings yet
- Maintenance Manual PotDocument10 pagesMaintenance Manual PotArafat JiwandonoNo ratings yet
- Procedure For Welder QualificationDocument28 pagesProcedure For Welder Qualificationjagannath100% (1)
- Applied Metrology for Manufacturing EngineeringFrom EverandApplied Metrology for Manufacturing EngineeringRating: 5 out of 5 stars5/5 (1)
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryFrom EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryNo ratings yet
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- Automotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionFrom EverandAutomotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionRating: 5 out of 5 stars5/5 (3)
- Form Three Integrated Science End of Year ExamDocument14 pagesForm Three Integrated Science End of Year ExamMiss RambaranNo ratings yet
- Anabolism and CatabolismDocument2 pagesAnabolism and CatabolismJenemarNo ratings yet
- CAT Arithmetic - Mixture & To Moderate LevelDocument11 pagesCAT Arithmetic - Mixture & To Moderate LevelJaiveer Singh RekhiNo ratings yet
- Atomoxetine CapsulesDocument2 pagesAtomoxetine Capsulesehsan050628No ratings yet
- Utilization of Bauxite Waste in Ceramic Glazes: Nevin Yalcëõn, Vahdettin SevincëDocument9 pagesUtilization of Bauxite Waste in Ceramic Glazes: Nevin Yalcëõn, Vahdettin SevincëRafaelNo ratings yet
- Garment Dyeing With PigmentsDocument30 pagesGarment Dyeing With Pigmentsyadi haryadiNo ratings yet
- Nematicidal Activity of TerpenoidsDocument9 pagesNematicidal Activity of TerpenoidsCatherine TangNo ratings yet
- Topic 1 - AdmixtureDocument54 pagesTopic 1 - AdmixtureFadlee WookieNo ratings yet
- Haragowri Rasa - Comparative Pharmaceutico Analytical With Preparation MethodsDocument8 pagesHaragowri Rasa - Comparative Pharmaceutico Analytical With Preparation MethodsVatsas JoshiNo ratings yet
- Sikasil® IG-25 HM Plus: Product Data SheetDocument2 pagesSikasil® IG-25 HM Plus: Product Data SheetKhin Sandi KoNo ratings yet
- Manufacturing Restricted Substances List (MRSL)Document21 pagesManufacturing Restricted Substances List (MRSL)Sajjad AhmedNo ratings yet
- Additional Electronic Handouts: The Evolution of Stereochemical Models For C O AdditionDocument54 pagesAdditional Electronic Handouts: The Evolution of Stereochemical Models For C O Additionjames mellaleievNo ratings yet
- Produk LMTNOVDocument24 pagesProduk LMTNOVSeagate WaiNo ratings yet
- Tem 3759997 0101Document168 pagesTem 3759997 0101Nenad ZivanovicNo ratings yet
- KVPY Syllabus 2021 - (SA, SB and SX) For Class 11 & 12Document3 pagesKVPY Syllabus 2021 - (SA, SB and SX) For Class 11 & 12Tathya VaghasiaNo ratings yet
- Exp 1 TitrationDocument2 pagesExp 1 TitrationAbhay ManwalNo ratings yet
- Chem 1A Lab Report 4Document7 pagesChem 1A Lab Report 4Tanner YostNo ratings yet
- XS Scuba O2cleaning ManualDocument15 pagesXS Scuba O2cleaning ManualreadyNAS104No ratings yet
- Jiang Et Al., 2021Document11 pagesJiang Et Al., 2021Yesica Yulieth Muriel NorenaNo ratings yet
- Name: Period: Date: Toothpickase" LabDocument6 pagesName: Period: Date: Toothpickase" LabmdonohueHGHSNo ratings yet
- BIS 154 - Mech Eng. 2 - Lecture 3.ppsxDocument32 pagesBIS 154 - Mech Eng. 2 - Lecture 3.ppsxMohamed NadaNo ratings yet
- Sparepart WarrantyDocument12 pagesSparepart WarrantyDawi KhabibiNo ratings yet
- Optimization of Process Parameters in The Production of Powdered Explosives in Ps VitezitDocument12 pagesOptimization of Process Parameters in The Production of Powdered Explosives in Ps VitezitirmaNo ratings yet
- Test Bank For Introductory Chemistry Atoms First 5th 0321926951 9780321926951Document36 pagesTest Bank For Introductory Chemistry Atoms First 5th 0321926951 9780321926951sowse.lieutccli100% (47)
- 33.1.01 AOAC Official Method 968.12 Sampling of Dairy ProductsDocument2 pages33.1.01 AOAC Official Method 968.12 Sampling of Dairy ProductsNESRINE ACHOURINo ratings yet
- Common Nitrogen Fertilizers and Stabilizers For Corn Production - Pioneer SeedsDocument7 pagesCommon Nitrogen Fertilizers and Stabilizers For Corn Production - Pioneer SeedsMuhammad Iqbal ChandioNo ratings yet
- Technical Data Sheet: Product: Product DescriptionDocument1 pageTechnical Data Sheet: Product: Product DescriptionSyed Israr HussainNo ratings yet
- Combined StereoisomerismDocument248 pagesCombined StereoisomerismMaloth ShruthiNo ratings yet
- Bituminous Soil Stabilization AssignmentDocument5 pagesBituminous Soil Stabilization AssignmentScott MuthuriNo ratings yet
- Slot Wise Time Table For Spring Semester 2021-2022Document42 pagesSlot Wise Time Table For Spring Semester 2021-2022sohaelvNo ratings yet