You might also like
- Textos ArgumentativosDocument15 pagesTextos ArgumentativosBlank CitoNo ratings yet
- Control Titulación Ordinario 2022-Id - IlDocument1 pageControl Titulación Ordinario 2022-Id - IlliabadceNo ratings yet
- Monografía Del BullyingDocument8 pagesMonografía Del Bullyingmorrispsycho21No ratings yet
- Mode LosDocument5 pagesMode LosFelmi benavente minaNo ratings yet
- S3-Tarea 3.1tasas de Conversión y Construcción de Ventas PDFDocument8 pagesS3-Tarea 3.1tasas de Conversión y Construcción de Ventas PDFIsabel PinedaNo ratings yet
- Televisión HJZLDocument3 pagesTelevisión HJZLJosue LagosNo ratings yet
- Chile y Sus Zonas NaturalesDocument19 pagesChile y Sus Zonas NaturalesConsuelo DiazNo ratings yet
- Prueba Tercero MedioDocument5 pagesPrueba Tercero MedioCoronata GabrielaNo ratings yet
- Lubricacion Industrial.Document62 pagesLubricacion Industrial.Drosee MatiasNo ratings yet
- WP ContentuploadsMatematicas Academicas 3 ESO Anaya 14 Parametros Estadisticos PDFDocument35 pagesWP ContentuploadsMatematicas Academicas 3 ESO Anaya 14 Parametros Estadisticos PDFLucía MGNo ratings yet
- Análisis Económico Taller 1Document7 pagesAnálisis Económico Taller 1Brayan Batista50% (2)
- Violencia 5Document7 pagesViolencia 5Wilber Condori ChoqueNo ratings yet
- DSE 7320.en - EsDocument2 pagesDSE 7320.en - EsraulNo ratings yet
- El Pato SalvajeDocument2 pagesEl Pato SalvajeB'reshith BurstensNo ratings yet
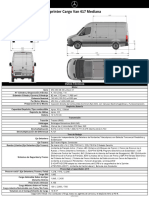
- Sprinter CargoVan 417 Mediana - 90764313-MXFDocument1 pageSprinter CargoVan 417 Mediana - 90764313-MXFManuel SalinasNo ratings yet
- Monografia Origial InicialDocument61 pagesMonografia Origial InicialUlianova Pollera Gamarra100% (1)
- Planeaciondidactica NSAL U1Document3 pagesPlaneaciondidactica NSAL U1CasNo ratings yet
- Catálogo Contadores Con Preselección Omron H5CX - H7CXDocument6 pagesCatálogo Contadores Con Preselección Omron H5CX - H7CXAbel SantNo ratings yet
- Cómo Desinstalo Mi Producto de Seguridad ESET ManualmenteDocument8 pagesCómo Desinstalo Mi Producto de Seguridad ESET ManualmenteceucihNo ratings yet
- TrapecioDocument4 pagesTrapecioLucho DamnnNo ratings yet
- Enseñar en PlurigradoDocument2 pagesEnseñar en PlurigradoLili MansillaNo ratings yet
- Actividad 5 ProspectivaDocument9 pagesActividad 5 ProspectivaNelson RiosNo ratings yet
- GUIA DE ANATOMÍA SESION 1 Generalidades, Sistema Nervioso IDocument11 pagesGUIA DE ANATOMÍA SESION 1 Generalidades, Sistema Nervioso IMartín Sernaque garciaNo ratings yet
- Recursos Naturales Del PeruDocument32 pagesRecursos Naturales Del Perugustavo_3191No ratings yet
- Autoevaluacion Decadencia de Las NacionesDocument1 pageAutoevaluacion Decadencia de Las Nacionescaarlb67% (3)
- Planta de Producción de Alcohol EtílicoDocument22 pagesPlanta de Producción de Alcohol EtílicoRoberto Alexander Patiño Paredes0% (2)
- Tarea 2 - Analisis Cap3Document5 pagesTarea 2 - Analisis Cap3Georgina HernandezNo ratings yet
- LVHDocument80 pagesLVHRobert DiazNo ratings yet
- S1an - Smart ArtDocument7 pagesS1an - Smart ArtEdwin Alexander Diaz CastilloNo ratings yet
- Acumulación y Distribución Del ExcedenteDocument22 pagesAcumulación y Distribución Del ExcedenteVero VeritoNo ratings yet