You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Chem CHP 10 Third EditionDocument18 pagesChem CHP 10 Third EditionArjed Ali ShaikhNo ratings yet
- Ammonia PlantDocument16 pagesAmmonia Plantganeshan67% (6)
- PSV ManualDocument326 pagesPSV Manualrichardsemper100% (2)
- Life Assessment of Steam Reformer Catalyst Tube PDFDocument14 pagesLife Assessment of Steam Reformer Catalyst Tube PDFArjed Ali Shaikh0% (1)
- FRP Joining and Repair Guide PDFDocument12 pagesFRP Joining and Repair Guide PDFArjed Ali ShaikhNo ratings yet
- Chem CHP 9 Third EditionDocument24 pagesChem CHP 9 Third EditionArjed Ali ShaikhNo ratings yet
- Bio CHP 8 Third EditionDocument12 pagesBio CHP 8 Third EditionArjed Ali ShaikhNo ratings yet
- Tube Damage Mechanism and Repair Techniques PDFDocument16 pagesTube Damage Mechanism and Repair Techniques PDFArjed Ali ShaikhNo ratings yet
- Alloy Guide PDFDocument12 pagesAlloy Guide PDFArjed Ali ShaikhNo ratings yet
- Titanium For Offshor and Marine ApplicationsDocument32 pagesTitanium For Offshor and Marine ApplicationsArjed Ali Shaikh100% (2)
- Alloy Guide PDFDocument12 pagesAlloy Guide PDFArjed Ali ShaikhNo ratings yet
- Welding Metallurgy (Volume-I)Document44 pagesWelding Metallurgy (Volume-I)Arjed Ali ShaikhNo ratings yet
- Ammonia PlantDocument16 pagesAmmonia Plantganeshan67% (6)
- PSV Data BookDocument16 pagesPSV Data Bookkenoly123No ratings yet
- Compatibility With Elastomers: Section B7Document10 pagesCompatibility With Elastomers: Section B7skijackNo ratings yet
- Epoxy Lamination SpecificationsDocument14 pagesEpoxy Lamination SpecificationsArjed Ali ShaikhNo ratings yet
- Pressure ReliefDocument207 pagesPressure ReliefAH100% (1)
- Calculation of The Built Up Back Pressure - LESERDocument4 pagesCalculation of The Built Up Back Pressure - LESERArjed Ali ShaikhNo ratings yet
- Paper Material Reformer TubesDocument15 pagesPaper Material Reformer Tubescarlos sotoNo ratings yet
- Vibration ChatteringDocument14 pagesVibration ChatteringAnonymous l2sT4aENo ratings yet
- Pressure Relief Devices Scott OstrowskiDocument82 pagesPressure Relief Devices Scott OstrowskiAffify AfifyNo ratings yet
- Sandwitch Valve - TDW PDFDocument4 pagesSandwitch Valve - TDW PDFArjed Ali ShaikhNo ratings yet
- Seats and Seals Selection Guide: Share ThisDocument4 pagesSeats and Seals Selection Guide: Share ThisArjed Ali ShaikhNo ratings yet
- IGCAR Paper On Heat Exchanger Material PDFDocument14 pagesIGCAR Paper On Heat Exchanger Material PDFlalitNo ratings yet
- Reformer Furnaces - Material, Damage Mechanism and AssessmentDocument21 pagesReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliNo ratings yet
- Material PropertiesDocument14 pagesMaterial PropertiesArjed Ali ShaikhNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- SCH, S9, High Alloy Data SheetsDocument60 pagesSCH, S9, High Alloy Data SheetsMiki JaksicNo ratings yet
- Petroleum Reactors PDFDocument28 pagesPetroleum Reactors PDFSiddharth KapoorNo ratings yet
- Practical Guidelines For The Fabrication of High Performance Austenitic SSDocument72 pagesPractical Guidelines For The Fabrication of High Performance Austenitic SSlram70No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Cebu Technological University: Republic of The PhilippinesDocument2 pagesCebu Technological University: Republic of The PhilippinesEngelbert RespuestoNo ratings yet
- Windows Romote ControlDocument6 pagesWindows Romote ControllianheicungNo ratings yet
- 243 RegulatorDocument24 pages243 RegulatorDavid Somogyi DovalNo ratings yet
- Thermal Imaging Tech ResourceDocument20 pagesThermal Imaging Tech Resourceskimav86100% (1)
- Imovie Presentation Rubric EfDocument1 pageImovie Presentation Rubric Efapi-239838395No ratings yet
- Betriebsanleitung Engl PDFDocument812 pagesBetriebsanleitung Engl PDFotipi100% (3)
- CATIA Cloud of PointsDocument141 pagesCATIA Cloud of Points4953049530100% (1)
- Why Alternator and Generator Are Rated in KVA. Not in KW - 1Document2 pagesWhy Alternator and Generator Are Rated in KVA. Not in KW - 1scribd0% (1)
- Failure Mechanisms of C-Steels (API 571)Document90 pagesFailure Mechanisms of C-Steels (API 571)Abdul Gafoor Shaikh50% (2)
- West Point Partners Project - OverviewDocument11 pagesWest Point Partners Project - OverviewhudsonvalleyreporterNo ratings yet
- Cep Matlab CodeDocument5 pagesCep Matlab CodeMuhammad FurqanNo ratings yet
- 3UG46251CW30 Datasheet enDocument5 pages3UG46251CW30 Datasheet enDante AlvesNo ratings yet
- Dell's Marketing Strategy - 2006Document58 pagesDell's Marketing Strategy - 2006Preeti IyerNo ratings yet
- Muse Score 3Document246 pagesMuse Score 3lejuan0No ratings yet
- Relay Performance Testing: Jay Gosalia Vice President of Engineering and Marketing Doble Engineering Company, USADocument40 pagesRelay Performance Testing: Jay Gosalia Vice President of Engineering and Marketing Doble Engineering Company, USArashid rahmanNo ratings yet
- 1 Input Data: Profis Anchor 2.8.1Document7 pages1 Input Data: Profis Anchor 2.8.1Manu MohanNo ratings yet
- Scarabeo 200 I e 0910Document66 pagesScarabeo 200 I e 0910ΧΑΡΑΛΑΜΠΟΣΣΕΛΙΜΗΣNo ratings yet
- 4 Litre Closed SamplersDocument3 pages4 Litre Closed Samplerslimhockkin3766No ratings yet
- Motor Driver Board Tb6560-5axisDocument14 pagesMotor Driver Board Tb6560-5axisAli Asghar MuzzaffarNo ratings yet
- Ba 206 LPC 03Document13 pagesBa 206 LPC 03rachna357No ratings yet
- Clean Energy Council Installers Checklist PDFDocument3 pagesClean Energy Council Installers Checklist PDFAndre SNo ratings yet
- Shannons ModelDocument2 pagesShannons ModelransNo ratings yet
- Mechanical and Micro Structure of MDF Processed MaterialDocument8 pagesMechanical and Micro Structure of MDF Processed MaterialSharath P CNo ratings yet
- Final Exam Review Questions Funds of SecurityDocument65 pagesFinal Exam Review Questions Funds of Securityidk80% (5)
- Criterion 6 Facilities and Technical Support 80: With Computer Systems GCC and JDK SoftwareDocument6 pagesCriterion 6 Facilities and Technical Support 80: With Computer Systems GCC and JDK SoftwareVinaya Babu MNo ratings yet
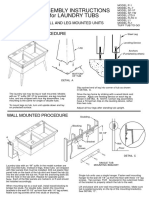
- American Standard fl7tg Installation SheetDocument2 pagesAmerican Standard fl7tg Installation SheetJonn Denver NuggetsNo ratings yet
- Malhotra MR6e 02Document29 pagesMalhotra MR6e 02Mohsin Ali RazaNo ratings yet
- Urban Bus Spec IIDocument33 pagesUrban Bus Spec IIBhawna SinghNo ratings yet
- Needle en b275-293Document19 pagesNeedle en b275-293ajeeshsbabuNo ratings yet
- ZCZXCDocument14 pagesZCZXCramaNo ratings yet