You might also like
- Sistema de Ajustes y ToleranciaDocument40 pagesSistema de Ajustes y ToleranciaKhaled Medina100% (1)
- Calibrador Pie de Rey 0 VernierDocument6 pagesCalibrador Pie de Rey 0 VerniervlassNo ratings yet
- Guia de Practica de Metrologia JGDocument16 pagesGuia de Practica de Metrologia JGJhon GrandaNo ratings yet
- Patrones y Calibres - Grupo 1Document13 pagesPatrones y Calibres - Grupo 1Paolo ParedesNo ratings yet
- Tolerancias DimensionalesDocument39 pagesTolerancias DimensionalesPedro Martínez Do ReisNo ratings yet
- Ajuste Mecanico Teoria PulgadasDocument5 pagesAjuste Mecanico Teoria PulgadasDiego AmaralNo ratings yet
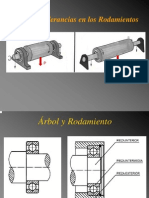
- Ajustes y Tolerancias de Los RodamientosDocument17 pagesAjustes y Tolerancias de Los RodamientosWeimar G. Salazar100% (2)
- MEC14-Medición Con MicrómetrosDocument28 pagesMEC14-Medición Con Micrómetrosc07170No ratings yet
- Diapositivas Calibrador en Fracciones de PulgadaDocument17 pagesDiapositivas Calibrador en Fracciones de PulgadaCristian Zemanate100% (1)
- Control de Engranajes PDFDocument23 pagesControl de Engranajes PDFcmm5477No ratings yet
- Elementos de Union RoscadosDocument9 pagesElementos de Union RoscadosSergio Raul Cajiga MoranNo ratings yet
- Procedimiento de Mantenimiento MicrómetrosDocument11 pagesProcedimiento de Mantenimiento MicrómetrosBRAYAN STIVEN GONZALEZ LOPEZNo ratings yet
- Apendice E-Empaquetaduras y SellosDocument20 pagesApendice E-Empaquetaduras y SellosMiguel Coronel SulcaNo ratings yet
- Mecanica de BancoDocument32 pagesMecanica de BancoMichaelNo ratings yet
- Industrial Metrologia Dimensional PiottoDocument337 pagesIndustrial Metrologia Dimensional PiottoClaudio PerezNo ratings yet
- RoscaDocument281 pagesRoscaJulio Real100% (2)
- Ejes y ArbolesDocument5 pagesEjes y Arbolesrobyn100No ratings yet
- Informe Metrología..Document14 pagesInforme Metrología..Rosario InostrozaNo ratings yet
- Proces. I Uns D-4 Caja NortonDocument19 pagesProces. I Uns D-4 Caja NortonNeysser BlasNo ratings yet
- 01 Guía TP FresadoDocument14 pages01 Guía TP FresadoAlejandro AltamiranoNo ratings yet
- Reloj ComparadorDocument15 pagesReloj Comparadorwgomez_175543No ratings yet
- TX-TMP-0003 MP Tolerancias y AjustesDocument84 pagesTX-TMP-0003 MP Tolerancias y Ajustes__________________oNo ratings yet
- Designacion de Las RoscasDocument15 pagesDesignacion de Las Roscaskaincinhe80% (5)
- 3tec Ajustes y Tolerancias PDFDocument33 pages3tec Ajustes y Tolerancias PDFElias FigueroaNo ratings yet
- Machos Roscar Por LaminacionDocument16 pagesMachos Roscar Por LaminacionvaronibericoNo ratings yet
- Pie de Rey o CalibreDocument18 pagesPie de Rey o CalibreJuan Antonio Luque AguirreNo ratings yet
- Chaveta y AcoplesDocument10 pagesChaveta y Acoplessara villonNo ratings yet
- Metrologia PDFDocument9 pagesMetrologia PDFoscar100% (1)
- Vangorp Conveyor Pulleys and Components Idlers Presentation EspDocument6 pagesVangorp Conveyor Pulleys and Components Idlers Presentation EsphectoriusNo ratings yet
- Informe Pie de MetroDocument9 pagesInforme Pie de MetroAnonymous X5wAN2HzNo ratings yet
- Medicion de Roscas y EngranesDocument81 pagesMedicion de Roscas y Engranesnjarac197250% (2)
- MC510 Dibujo Mecanico - Tolerancias GeometricasDocument11 pagesMC510 Dibujo Mecanico - Tolerancias GeometricasRubensaiD100% (1)
- Cuáles Son Los Distintos Tipos de Roscas y Cómo Se ClasificanDocument22 pagesCuáles Son Los Distintos Tipos de Roscas y Cómo Se ClasificanLa Ruta DiegoNo ratings yet
- Ensayo Metrología Dimensional: Generalidades, Dimensiones Y Tolerancias Geométricas, Definiciones, Sistemas Isc de Tolerancias, Calculo de Ajustes Y ToleranciasDocument7 pagesEnsayo Metrología Dimensional: Generalidades, Dimensiones Y Tolerancias Geométricas, Definiciones, Sistemas Isc de Tolerancias, Calculo de Ajustes Y ToleranciasRosy Aguilar100% (1)
- Leccion 2.5 Ajustes y ToleranciasDocument61 pagesLeccion 2.5 Ajustes y Toleranciasisabelsu1100% (1)
- Ejercicios de EngranesDocument3 pagesEjercicios de EngranesVianny Rodriguez100% (1)
- Ajustes y ToleranciasDocument50 pagesAjustes y ToleranciasRodolfo Zuñiga RetanaNo ratings yet
- BrocasDocument74 pagesBrocasSalvadorNo ratings yet
- Fundamento de MetrologiaDocument5 pagesFundamento de Metrologiajaime.vargas.o4944No ratings yet
- ComparadoresDocument102 pagesComparadoresKlever TiguaNo ratings yet
- Alineacion Colineal y ParalelaDocument8 pagesAlineacion Colineal y ParalelaRodrigo SotoNo ratings yet
- GONIÓMETRODocument42 pagesGONIÓMETROjmcpatric12375% (8)
- 04 Tolerancias Dimensionales 01Document25 pages04 Tolerancias Dimensionales 01Esther AyuqueNo ratings yet
- Nomenclatura de RodamientosDocument6 pagesNomenclatura de RodamientosDarth Vader100% (1)
- Calibre FijoDocument6 pagesCalibre FijoDiego Ignacio0% (1)
- Ajuste TerminadoweDocument20 pagesAjuste TerminadoweGus PaniaguaNo ratings yet
- Tabla de RoscasDocument19 pagesTabla de RoscasJenni RoaNo ratings yet
- Sae Din Astm TORNILLOSDocument7 pagesSae Din Astm TORNILLOSCarlos HdzNo ratings yet
- Capitulo Ii Metrologia en Procesos de Manufactura IDocument88 pagesCapitulo Ii Metrologia en Procesos de Manufactura IHenryMonteagudoParedes100% (1)
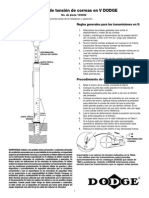
- Probador de Tension de Correas en VDocument2 pagesProbador de Tension de Correas en Vlnavajim0% (1)
- Metrologia MaterialDocument32 pagesMetrologia MaterialAnonymous g1MK8kk100% (1)
- Tipos de ValvulasDocument8 pagesTipos de ValvulasWillian Patricio Cañar ChariguamanNo ratings yet
- El TorqueDocument9 pagesEl TorqueLewis TeranNo ratings yet
- Metrología y Tolerancias de FabricaciónDocument50 pagesMetrología y Tolerancias de FabricaciónadsadaNo ratings yet
- Tolerancias DimensionalesDocument26 pagesTolerancias DimensionalesGeovanni Anticona MalqueNo ratings yet
- Tolerancias DimensionalesDocument26 pagesTolerancias DimensionalesAmaya FábianNo ratings yet
- Tolerancias DimensionalesDocument23 pagesTolerancias DimensionalesMaryRodriguez100% (1)
- Tolerancias DimensionalesDocument21 pagesTolerancias Dimensionalesdarmendia01No ratings yet
- AjusteDocument23 pagesAjusteMELISANo ratings yet
- Ajustes IsoDocument10 pagesAjustes IsoElvis Chancayauri YlachoqueNo ratings yet
- 2.3 Selección. Proceso y HerramientasDocument17 pages2.3 Selección. Proceso y HerramientasrafaelNo ratings yet
- Unidad 4 Proyecto de Simulación de Una EmpresaDocument10 pagesUnidad 4 Proyecto de Simulación de Una EmpresarafaelNo ratings yet
- Reporte de Actividades Proyecto Marcador para Pizarron Bicolor Con Puntas IntercambiablesDocument2 pagesReporte de Actividades Proyecto Marcador para Pizarron Bicolor Con Puntas IntercambiablesrafaelNo ratings yet
- 2.3. Selección Proceso y Herramientas.Document14 pages2.3. Selección Proceso y Herramientas.rafaelNo ratings yet
- 2.3 Selección - Proceso y HerramientasDocument25 pages2.3 Selección - Proceso y HerramientasrafaelNo ratings yet
- Mantenimiento Productivo TotalDocument21 pagesMantenimiento Productivo TotalrafaelNo ratings yet
- Relaciones IndustrialesDocument3 pagesRelaciones IndustrialesrafaelNo ratings yet
- 4.1. Arrendamiento Financiero. 4.2. Créditos Mercantiles. 4.3. Factoraje Financiero PDFDocument10 pages4.1. Arrendamiento Financiero. 4.2. Créditos Mercantiles. 4.3. Factoraje Financiero PDFrafaelNo ratings yet
- 3.2. Razones de RentabilidadDocument9 pages3.2. Razones de Rentabilidadrafael100% (1)
- Aplicación de Las 7 Fases de La Metodología de Sistemas Suaves A La Carrera de Ingeniería Industrial.Document8 pagesAplicación de Las 7 Fases de La Metodología de Sistemas Suaves A La Carrera de Ingeniería Industrial.rafaelNo ratings yet
- 4.2 Value Stream MappingDocument16 pages4.2 Value Stream Mappingrafael100% (1)
- Proyecto. Rediseño de Las Instalaciones de La Palapa "El Pescador"Document29 pagesProyecto. Rediseño de Las Instalaciones de La Palapa "El Pescador"rafael100% (1)
- Proyecto. Marcador de Pizarrón Bicolor Con Puntas Intercambiables PDFDocument18 pagesProyecto. Marcador de Pizarrón Bicolor Con Puntas Intercambiables PDFrafael100% (2)
- 5.2. Concepto de Valor Esperado. 5.3. Variables Independientes. 5.4. Variables Dependientes.Document3 pages5.2. Concepto de Valor Esperado. 5.3. Variables Independientes. 5.4. Variables Dependientes.rafael67% (3)
- 5.1. Certidumbre, Riesgo e Incertidumbre PDFDocument1 page5.1. Certidumbre, Riesgo e Incertidumbre PDFrafael100% (1)
- Practica 2 Unidad 2 CARACTERÍSTICAS Y BENEFICIOS DE UN ERP PDFDocument16 pagesPractica 2 Unidad 2 CARACTERÍSTICAS Y BENEFICIOS DE UN ERP PDFrafaelNo ratings yet
- 5.1. Certidumbre, Riesgo e Incertidumbre PDFDocument1 page5.1. Certidumbre, Riesgo e Incertidumbre PDFrafael100% (1)
- Practica 3 Unidad 3 Módulos Generales de Un Erp PDFDocument36 pagesPractica 3 Unidad 3 Módulos Generales de Un Erp PDFrafaelNo ratings yet
- 4.4. Autofinanciamiento. 4.5. Bancas de Segundo Piso. 4.6. Mercado de Dinero y de Capitales PDFDocument5 pages4.4. Autofinanciamiento. 4.5. Bancas de Segundo Piso. 4.6. Mercado de Dinero y de Capitales PDFrafaelNo ratings yet
- Value Stream Mapping PDFDocument25 pagesValue Stream Mapping PDFrafaelNo ratings yet
- 1.3 Caracteristicas Principales (Mapa Mental)Document1 page1.3 Caracteristicas Principales (Mapa Mental)rafaelNo ratings yet
- Actividad 4 Unidad 1Document6 pagesActividad 4 Unidad 1rafaelNo ratings yet
- 5.2 Planeacion de Recursos de La Empresa (ERP) y La LogisticaDocument26 pages5.2 Planeacion de Recursos de La Empresa (ERP) y La Logisticarafael100% (3)
- 4.3. Lean Supply Chain PDFDocument5 pages4.3. Lean Supply Chain PDFrafael100% (1)
- 6.2 Diseño de La Red de DisdribucionDocument13 pages6.2 Diseño de La Red de DisdribucionrafaelNo ratings yet
- Relatoria Historia de La TGSDocument18 pagesRelatoria Historia de La TGSrafaelNo ratings yet
- Estado de Situacion Financiera PresupuestadoDocument7 pagesEstado de Situacion Financiera PresupuestadorafaelNo ratings yet
- 1.2 La Importancia de La LogisticaDocument6 pages1.2 La Importancia de La LogisticarafaelNo ratings yet
- 2.3. Parámetros Básicos para Identificar y Estructurar El Sistema de Manufactura PDFDocument4 pages2.3. Parámetros Básicos para Identificar y Estructurar El Sistema de Manufactura PDFrafaelNo ratings yet
- 2.2 Indicadores MetricosDocument5 pages2.2 Indicadores MetricosrafaelNo ratings yet
- Heizer ResueltosDocument18 pagesHeizer ResueltosEliecer Moreno57% (23)
- Participantes Del Demo Day de Start-Up ChileDocument15 pagesParticipantes Del Demo Day de Start-Up ChileJorge Suárez BasáñezNo ratings yet
- 41 - Seguridad en Las ManosDocument2 pages41 - Seguridad en Las ManosJudithNo ratings yet
- Estadistica II PDFDocument302 pagesEstadistica II PDFAlex Alex Ccalli Dueñas100% (1)
- Presentacion Dynaset - Espanol - Rev 2 Part IDocument13 pagesPresentacion Dynaset - Espanol - Rev 2 Part IMiguel CabezasNo ratings yet
- Reporting ServicesDocument59 pagesReporting ServicesjuliomartinezcamachoNo ratings yet
- Trabajo Formularios y ManualesDocument30 pagesTrabajo Formularios y ManualesNayelis Henriquez100% (7)
- Escort 3000Document108 pagesEscort 3000JavierLopezNo ratings yet
- TP FINAL CYMAT - Blanco, CordobaDocument27 pagesTP FINAL CYMAT - Blanco, CordobaSrWhiteNo ratings yet
- El TablazoDocument9 pagesEl Tablazodaybo guerreroNo ratings yet
- Ingeniería de Sistemas ACTIVIDAD 1Document6 pagesIngeniería de Sistemas ACTIVIDAD 1heikkiNo ratings yet
- Sistema de Codificación de Equipos e InstalacionesDocument13 pagesSistema de Codificación de Equipos e InstalacionesLeonardo Jose Gonzalez DamasNo ratings yet
- Tarea 3Document6 pagesTarea 3Diego Benitez CarrascoNo ratings yet
- Temario Inventor Curso Nivel 1Document2 pagesTemario Inventor Curso Nivel 1donrobercc0% (1)
- Presentación Ventilador AutomaticoDocument23 pagesPresentación Ventilador AutomaticomiguelNo ratings yet
- Descripción de Los Departamentos de La Planta IndustrialDocument7 pagesDescripción de Los Departamentos de La Planta IndustrialNnaLupizNo ratings yet
- Acarreo Al PadDocument23 pagesAcarreo Al PadChristian SánchezNo ratings yet
- Modelo Del PlanDocument11 pagesModelo Del PlandionyNo ratings yet
- AerolineasDocument10 pagesAerolineasAndres SaaNo ratings yet
- Estadisticas Del Sector Eléctrico de El Salvador. SIGET 2012.Document188 pagesEstadisticas Del Sector Eléctrico de El Salvador. SIGET 2012.Luis LaraNo ratings yet
- Produccion Del Hierro y Del Acero - Alto HornoDocument9 pagesProduccion Del Hierro y Del Acero - Alto HornoKarliitha HernandezNo ratings yet
- Prevencion de Riesgos en OficinasDocument3 pagesPrevencion de Riesgos en OficinasWalcont AlfNo ratings yet
- Ing. Procesos VSM Value Stream MappingDocument25 pagesIng. Procesos VSM Value Stream MappingJuan BernalNo ratings yet
- Insp. VisualDocument12 pagesInsp. VisualGuillermo Antonio Piña CurielNo ratings yet
- Condiciones Ambientales de TrabajoDocument6 pagesCondiciones Ambientales de TrabajoIlseNo ratings yet
- LG Ts H186c8u0 Manual de UsuarioDocument24 pagesLG Ts H186c8u0 Manual de UsuarioJoa AimarNo ratings yet
- Empresas - Seleccionadas - 2021 INEIDocument209 pagesEmpresas - Seleccionadas - 2021 INEIVíctor Manuel Pescorán BarrantesNo ratings yet
- Pliego Tecnico Normativo-RPTD15 Operacion y MantenimientoDocument12 pagesPliego Tecnico Normativo-RPTD15 Operacion y MantenimientoElias Ulises Manriquez FuentealbaNo ratings yet
- Definiciones de Las Fases de VueloDocument8 pagesDefiniciones de Las Fases de VuelocontroladoraereoNo ratings yet
- 2 Contenido - La Historia de CoveñasDocument3 pages2 Contenido - La Historia de CoveñasGabriel Moré SierraNo ratings yet