You might also like
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryFrom EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryNo ratings yet
- CNC Part ProgrammingDocument40 pagesCNC Part ProgrammingmsshahenterNo ratings yet
- CNC Basic & Prog.Document89 pagesCNC Basic & Prog.Christine BrownNo ratings yet
- Part Programming Manual PDFDocument80 pagesPart Programming Manual PDFTejas KumarNo ratings yet
- CNC Turning Center ProgrammingDocument29 pagesCNC Turning Center ProgrammingSrinivas Yadav100% (1)
- PDFDocument514 pagesPDFRizki PrasetyoNo ratings yet
- Note CNC ProgrammingDocument88 pagesNote CNC ProgrammingppkiNo ratings yet
- Programming MillDocument81 pagesProgramming MillEddy ZalieNo ratings yet
- Module 4Document59 pagesModule 4Musadiq Ahmed100% (1)
- CNC MillingDocument70 pagesCNC Millingiresa_nurat100% (2)
- 8 Fixed Canned Cycles (CNC Course CD) PDFDocument24 pages8 Fixed Canned Cycles (CNC Course CD) PDFVeerasamy SureshbabuNo ratings yet
- Milling Programming ManualDocument207 pagesMilling Programming ManualAhmad Suffian IsmailNo ratings yet
- Manual de CNC TornoDocument147 pagesManual de CNC TornoAbraham Pool100% (1)
- Professional Courseware Mastercam X Mill 4/5 AxisDocument15 pagesProfessional Courseware Mastercam X Mill 4/5 Axisapi-26042865No ratings yet
- CNC LectureDocument16 pagesCNC LectureJyoti Patole JadhavNo ratings yet
- CNC Codes and LettersDocument48 pagesCNC Codes and LettersIvo DimitrovNo ratings yet
- CNC Programing ConceptDocument11 pagesCNC Programing ConceptGatot PrasetyoNo ratings yet
- Tool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesDocument7 pagesTool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesseventhsensegroupNo ratings yet
- Chapter 6 High Speed MachiningDocument31 pagesChapter 6 High Speed Machiningmuhamadsaidi100% (5)
- General CatalogueDocument60 pagesGeneral CatalogueLuthfi100% (1)
- CNC CodexDocument10 pagesCNC CodexAmar AshrafNo ratings yet
- VericutDocument20 pagesVericutStanko Radovanovic0% (1)
- CNC Part ProgramingDocument129 pagesCNC Part ProgramingKavan PanneerselvamNo ratings yet
- 11 Cad Cam CNC Programming MVVDocument37 pages11 Cad Cam CNC Programming MVVbassem smatiNo ratings yet
- Gear Manufacturing Practice Forming and GeneratingDocument142 pagesGear Manufacturing Practice Forming and Generatingitsmeagain0602No ratings yet
- CNC ProgrammingDocument34 pagesCNC ProgrammingManjunatha Gr100% (1)
- Vericut HelpDocument910 pagesVericut Helpandreeaoana45No ratings yet
- CNC TRAINDocument124 pagesCNC TRAINakshat naiduNo ratings yet
- 3 CNC ProgrammingDocument59 pages3 CNC ProgrammingbusterrrNo ratings yet
- Machining SolidcamDocument18 pagesMachining Solidcamazharscar100% (1)
- Cncmillingprograms 160318071113 PDFDocument33 pagesCncmillingprograms 160318071113 PDFAsad ZahidNo ratings yet
- Feeds and Speeds CalculatorDocument6 pagesFeeds and Speeds CalculatorShakirJaafarNo ratings yet
- CNC Milling Sample ProgramDocument16 pagesCNC Milling Sample ProgramjayyadavvpcNo ratings yet
- 26 Broaching - Principles, Systems and ApplicationsDocument16 pages26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- 1 ToleranceDocument8 pages1 ToleranceRaymond LO OtucopiNo ratings yet
- NC ProgrammingDocument54 pagesNC ProgrammingVed Vrat NuclearNo ratings yet
- Introduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1Document11 pagesIntroduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1BabuRaoThellaNo ratings yet
- CNC Machining and Tool Path ProgrammingDocument24 pagesCNC Machining and Tool Path Programminganant100% (2)
- CNC Part ProgrammingDocument61 pagesCNC Part ProgrammingrajaNo ratings yet
- UNIT 7 - CNC - Lecture 3 - ProgrammingDocument33 pagesUNIT 7 - CNC - Lecture 3 - ProgrammingRakshithNo ratings yet
- Mastercam Mill-Turn Tutorial: June 2017Document198 pagesMastercam Mill-Turn Tutorial: June 2017Joy G MosesNo ratings yet
- Feed Rate CalculationsDocument4 pagesFeed Rate CalculationsJesus Said Mercado VegaNo ratings yet
- Deep Hole Drlling On Maching Centres BOTEKDocument2 pagesDeep Hole Drlling On Maching Centres BOTEKmapalptsNo ratings yet
- CNC Milling Instruction ManualDocument92 pagesCNC Milling Instruction ManualPraveen Raj100% (1)
- CNC Turning Programming Exellent ExplainationDocument29 pagesCNC Turning Programming Exellent ExplainationschrienerNo ratings yet
- Lathe ProgramDocument6 pagesLathe ProgramAwoke TesfaNo ratings yet
- My CNC TurningDocument7 pagesMy CNC Turningde_stanszaNo ratings yet
- G & M Codes CNC ProgrammingDocument2 pagesG & M Codes CNC ProgrammingSandeep Singh KohliNo ratings yet
- Multi Axis Lesson 1Document41 pagesMulti Axis Lesson 1Packo PerezNo ratings yet
- Lecture 12-15, Computer Numerical Control, Dr. Janakarajan RamkumarDocument98 pagesLecture 12-15, Computer Numerical Control, Dr. Janakarajan RamkumarShubha Tambrahalli ChandrashekarNo ratings yet
- CNC MillDocument100 pagesCNC MillKhai HuynhNo ratings yet
- Welcome: Industrial Trainig Institute. Palana. Centre of ExcellenceDocument100 pagesWelcome: Industrial Trainig Institute. Palana. Centre of ExcellenceAthar MahmoodNo ratings yet
- 9.pmat M-01Document94 pages9.pmat M-01mailtome126100% (1)
- Cncpresentation PDFDocument37 pagesCncpresentation PDFCorey YoungNo ratings yet
- CNC Machines: By: Mohammed YousifDocument37 pagesCNC Machines: By: Mohammed Yousifمحمد عبد الرحيمNo ratings yet
- Numerical ControllerDocument157 pagesNumerical ControllerDhaval PatelNo ratings yet
- CNC TechnologyDocument51 pagesCNC TechnologylyriccNo ratings yet
- CNC PresentationDocument37 pagesCNC PresentationMarvin BelenNo ratings yet
- Advanced CNC Programming & Code PDFDocument38 pagesAdvanced CNC Programming & Code PDFAswath SridharNo ratings yet
- Robot Programming PDFDocument72 pagesRobot Programming PDFAswath Sridhar100% (2)
- Industrial Robot Applications PDFDocument65 pagesIndustrial Robot Applications PDFAswath SridharNo ratings yet
- Introduction To Industrial Robotics PDFDocument40 pagesIntroduction To Industrial Robotics PDFAswath SridharNo ratings yet
- Coordinate System and Work Envelope PDFDocument66 pagesCoordinate System and Work Envelope PDFAswath SridharNo ratings yet
- Parts of A Robot, DOF, Classifying Robots PDFDocument71 pagesParts of A Robot, DOF, Classifying Robots PDFAswath SridharNo ratings yet
- 5a. Robot Programming - 2 PDFDocument47 pages5a. Robot Programming - 2 PDFAswath SridharNo ratings yet
- SafetyDocument36 pagesSafetyAswath SridharNo ratings yet
- Broaching MachineDocument3 pagesBroaching MachinehashimtkmceNo ratings yet
- Technical Data: Plastic Steel Putty (A)Document4 pagesTechnical Data: Plastic Steel Putty (A)francisNo ratings yet
- SAMPLE Mastercam X9 Multiaxis Professional CoursewareDocument33 pagesSAMPLE Mastercam X9 Multiaxis Professional CoursewareEduardo Aleman Reyna100% (1)
- Unit 4 & 5 ME8691 Computer Aided Design and ManufacturingDocument26 pagesUnit 4 & 5 ME8691 Computer Aided Design and ManufacturingMECHGOKUL KRISHNA KNo ratings yet
- Sweeraj ProfileDocument2 pagesSweeraj ProfileSwapnil NarkhedeNo ratings yet
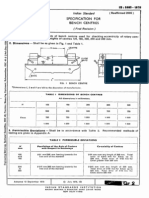
- Bench Centre Is.5980.1978Document3 pagesBench Centre Is.5980.1978Bala MuruNo ratings yet
- ME338 - Lecture 4 - Shaping-TurningDocument11 pagesME338 - Lecture 4 - Shaping-TurningVarun PathakNo ratings yet
- Vdocuments - MX Automationprouction Systems and Cim MP Groover Chapter 7 SolutionDocument25 pagesVdocuments - MX Automationprouction Systems and Cim MP Groover Chapter 7 SolutionxXElcaXxNo ratings yet
- Asme B1.20.1 - 1983Document59 pagesAsme B1.20.1 - 1983kkobaseNo ratings yet
- Ashby, Michael F. - Materials Selection in Mechanical Design-Elsevier (2011)Document22 pagesAshby, Michael F. - Materials Selection in Mechanical Design-Elsevier (2011)ritzky fachriNo ratings yet
- Microwave Circuit BoardsDocument10 pagesMicrowave Circuit BoardsbongoloidNo ratings yet
- Center LatheDocument33 pagesCenter LathejohnNo ratings yet
- Img 2 GcodeDocument26 pagesImg 2 GcodeGogi SmithNo ratings yet
- Abstract:: Modal Analysis of Sandvik PDJN/L Cutting ToolDocument9 pagesAbstract:: Modal Analysis of Sandvik PDJN/L Cutting ToolranjithkrajNo ratings yet
- SEC5 (1) WashpipeDocument22 pagesSEC5 (1) WashpipeCarlos Alberto PerdomoNo ratings yet
- 3C 4Document44 pages3C 4Dương Trần QuangNo ratings yet
- History of First MachinesDocument39 pagesHistory of First MachinespersuadersNo ratings yet
- Sprintcut PDFDocument5 pagesSprintcut PDFpruthiviraj13100% (1)
- Spanner Selection For Metric and Imperial Hex BoltsDocument1 pageSpanner Selection For Metric and Imperial Hex BoltsMuhammad SaimNo ratings yet
- IPE-4102-Machine Tool SessionalDocument29 pagesIPE-4102-Machine Tool SessionalNafiz AlamNo ratings yet
- Ncyclo Fact SheetDocument4 pagesNcyclo Fact SheetIvkraNo ratings yet
- Maco BrochureDocument13 pagesMaco BrochureSatadal LahiriNo ratings yet
- G CodesDocument4 pagesG CodesJose Luis HernandezNo ratings yet
- Application of Modelling and Optimization Methods in Abrasive Water Jet MachiningDocument4 pagesApplication of Modelling and Optimization Methods in Abrasive Water Jet MachiningviverefeliceNo ratings yet
- 20J3XB - Programming - EN M80 VER00Document142 pages20J3XB - Programming - EN M80 VER00maxvelyrNo ratings yet
- Steel FabricatingDocument3 pagesSteel FabricatingAZKAZEBA KONSTRUKSINo ratings yet
- Lathe Machine OperationDocument13 pagesLathe Machine OperationRizuanul Arefin EmonNo ratings yet
- Maryland Metrics - Thread Data Charts PDFDocument3 pagesMaryland Metrics - Thread Data Charts PDFbalaNo ratings yet
- Morbidelli M600 M800 - Ing - 3Document32 pagesMorbidelli M600 M800 - Ing - 3marco lopez perezNo ratings yet
- TrainingManual VisualMILLDocument250 pagesTrainingManual VisualMILLmegclay100% (1)