Professional Documents
Culture Documents
CFBC & PFBC Technology PSJalkote EA 0366
Uploaded by
Rohitash SinghOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
CFBC & PFBC Technology PSJalkote EA 0366
Uploaded by
Rohitash SinghCopyright:
Available Formats
Page 1 of 18
CFBC & PFBC Technology
1.0 Introduction
Circulating Fluidised Bed Combustion (CFBC) and Pressurised Fluidised Bed
Combustion (PFBC) are advanced coal combustion technologies available now a
day to improve overall cycle efficiency of the system, for generation of electricity.
2.0 Fluidised Bed Combustion
During the seventies and also in eighties, it appeared that conventional
pulverised coal-fired power plants had reached a plateau in terms of thermal
efficiency. The efficiency levels achieved were of the order of 40 percent in the
US and the UK. The corresponding figures for India, however, were lower at 36
to 37 percent.
An alternative technology, Fluidised Bed Combustion (FBC), was developed to
raise the efficiency levels. In this technology, high pressure air is blown through
finely ground coal. The particles become entrained in the air and form a floating
or fluidised bed. This bed behaves like a fluid in which the constituent particles
move to and fro and collide with one another.
Fluidised bed can burn a variety of fuels-coal as well other non-conventional
fuels like biomass, petro-coke, and coal cleaning waste and wood. This bed
contains only around 5 percent coal or fuel. The rest of the bed is primarily an
inert material such as ash or sand.
The temperature in FBC is around 800-9000 C compared with 1,300-1,5000 C in
Pulverised Coal Combustion (PCC). Low temperature helps minimise the
production of NOx. With the addition of a sorbent into the bed (mostly limestone),
much of the SO2 formed can be captured. The other advantages of FBC are
compactness, ability to burn low calorific values (as low as 1,800 kcal/kg) and
production of ash which is less erosive. Moreover, in FBC, oil support is needed
for 20-30 percent of the load versus 40-60 percent in PCC. FBC-based plants
also have lower capital costs compared to PCC-based plants. The capital costs
could be 8-15 percent lower.
FBCs are essentially of two types bubbling and circulating. While bubbling beds
have low fluidisation velocities to prevent solids from being elutriated, circulating
beds employ high velocities to actually promote elutriation. Both these tech-
nologies operate on atmospheric temperature. The circulating bed can remove
90-95 percent of the sulphur content from the coal while the bubbling bed can
achieve 70-90 percent removal.
P.S. Jalkote, EA-0366
Page 2 of 18
FBC thus offers an option for burning fuels economically, efficiently and in an
environmentally acceptable way. Currently, size is the only limitation of this
technology. While the maximum size of a PCC-based power plant unit could be
1,300 MW, FBC has achieved a maximum unit size of 250 MW.
According to some estimates, FBC represents only about 2 percent of the total
coal fired capacity worldwide, but is of particular interest and significance for use
of those coals which are difficult to mill and fire in PCC boilers.
3.0 Circulating Fluidised Bed Combustion (CFBC)
3.1 Circulating Fluidised Bed Combustion Process:
The CFBC boiler is capable of burning fuel with volatile content as low as 8 to 9
percent (e.g. anthracite coke, petroleum etc. with minimal carbon loss). Fuels
with low ash-melting temperature such as wood, and bio-mass have been proved
to be feedstock’s in CFBC due to the low operating temperature of 850-9000 C.
CFBC boiler is not bound by the tight restrictions on ash content either. It can
effectively burn fuels with ash content up to 70 percent.
For fuels with high moisture content and low heating value such as biomass,
municipal wastes, paper & pulp industry wastes, sludge etc. and small capacities,
bubbling fluidised bed technology is recommended. The circulating fluidised bed
technology is considered suitable for waste fuels with a high percentage of non-
combustibles (heating value 5-35MJ/kg).
The Circulating Fluidised Bed Combustion technology is environmentally benign.
The process employs a Circulating fluidised bed combustor that operates at a
temperature of around 800-9000C. The fuel(crushed coal) along with the
sorbent(limestone) is fed to the lower furnace where it is kept suspended and
burnt in an upward flow of combustion air. The sorbent is fed to facilitate capture
of sulfur from the coal in the bed itself resulting in consequent low sulfur
emission. The combustion air is fed in two stages - Primary air direct through the
combustor and Secondary air, way up the combustor above the fuel feed point.
Due to high gas velocities the fuel ash and un-burnt fuel are carried out of the
combustor with the flue gases. This is then collected by a recycling cyclone
separator and returned to lower furnace.
The heat transfer surfaces are usually embedded in the fluidised bed and steam
generated is passed through the conventional steam cycle operating on Rankine
Cycle. Alternatively, without the Fluid Bed Heat Exchanger, the heat transfer
surface may be distributed over the combustor and the convective pass
CFBC can successfully burn agricultural wastes, urban waste, wood, bio-mass,
etc which are the low melting temperature as fuels. The low furnace temperature
P.S. Jalkote, EA-0366
Page 3 of 18
precludes the production of "thermal NOX" which appears above a temperature
of 1200 to 1300 C. Besides, in a CFBC boiler, the lower bed is operated at near
sub-stoichiometric conditions to minimise the oxidation of "fuel-bound nitrogen".
The remainder of the combustion air is added higher up in the furnace to
complete the combustion. With the staged-combustion about 90 percent of fuel-
bound nitrogen is converted to elemental nitrogen (N2) as main product.
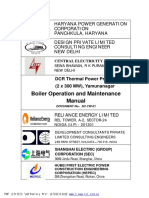
Fluidised Bed Combustion Process Diagram (Lakeland, USA CFBC)
3.2 Advantages of Circulating Fluidised Bed Combustion Technology
• Fuel Flexibility
The relatively low furnace temperatures are below the ash fusion
temperature for nearly all fuels. As a result the furnace design is
independent of ash characteristics which allow a given furnace to handle a
wide variety of fuels. Low grade coals, high ash rejects high sulfur coals,
lignite, biomass, wastes & other difficult fuels can be burnt easily in the
CFBC boiler.
P.S. Jalkote, EA-0366
Page 4 of 18
• Improved Combustion Efficiency
The long residence time in the furnace resulting from
collection/recirculation of solid particulate via the cyclone, plus the
vigorous solids/gas contact in the furnace caused by the fluidisation
airflow, result in high combustion efficiency, even with difficult-to-burn
fuels. 98-99% carbon burnout has been achieved. The very high internal &
external re-circulating rates of solids result in uniform temperatures
throughout the combustor.
• In-situ Pollution Control & Reduced Emissions
Desulfurisation is accomplished in the combustion zone itself by addition
of limestone in the bed. SO2 removal efficiency of 95% and higher has
been demonstrated along with good sorbent utilisation. Low furnace
temperature plus staging of air feed to the furnace produce very low NOx
emissions. Chlorine & Fluorine are largely retained in ash.
• Operating Flexibility
Can be designed for cyclic or base load operation. Part loads down to
25% of MCR and load change rates of upto 7% per minute are possible.
• Simplified Fuel Feeding
Fuel pulverisation not required and only crushing is sufficient for fuel feed.
• Proven Technology
Foster Wheeler has more than 150 CFB steam generators in operation.
The commercial availability of most of these units exceeds 98%.
3.3 CFBC System Components
The CFBC systems comprise of the following major components:
• Fluidised Bed Combustor & associated systems
• Fluid Bed Heat Exchanger
• Solids separation system - Recycling Cyclone, U-beam particle separators
• Conventional steam turbine systems
• Fuel Preparation & Feeding System
• Ash Removal System
P.S. Jalkote, EA-0366
Page 5 of 18
3.3.1 Fuel Feed System
Fuel feed system is either pneumatic or wet type. Normally coal is fed as coal -
water mixture as they have demonstrated to burn more evenly. The optimum
system design depends upon ash and sulfur content in coal. For fuels with low
ash contents, coal-water mixture has found favours since large quantities of
water are needed for coals with high ash, which affects its efficiency. The fuel is
fed in the form of coal-water paste with 25% water by weight. The fuel feed size
is lower than 0.75 in.
3.3.2 Sorbent Feed System
Sorbents are not combustibles and are generally fed either continuously or
intermittent. In the latter case, lockhoppers are used. The sorbent is crushed to
around 3 mm top size, dries and fed in lock hoppers.
3.4 Technological Advancements
In addition to external particle recirculation CFB, internal recirculation CFB has
been developed. Internal recirculation CFB uses U-Beam separators installed in
the flue gas exit path to collect and recycle the solids directly to the bottom of the
furnace. U-beams are a staggered array of stainless steel channels in the
furnace exit plane which capture most of the solids suspended in the flue gas. In
addition, the multi cyclone dust collector captures finer solids which pass through
the U-beam and recycles them to the lower furnace in a controlled manner. The
regulation of this secondary recycle system offers furnace temperature control
resulting in improved boiler performance. The manufacture claim to achieve
>99.8% particle collection efficiency for the two-stage particle separation system.
The IR-CFB operates at low flue gas velocities of 8 m/s as compared to 27 m/s
with external recirculation CFB. This reduces erosion problems in the furnace
which are a major cause for maintenance problems in CFBC. This design uses
significantly less amount of refractory due to elimination of hot gas cyclone path.
This IR-CFB technology is exclusively patented by Babcock & Wilcox.
The CFBC process has been integrated with Advanced Pressurised Fluidised
Bed Combustion system. The fuel & sorbent are fed into a PFB either Circulating
or Bubbling. Combustion is aided by compressed air usually under a pressure of
10 to 14 bars at around 8710C. A cyclone separates particulate from pressurised
flue gas stream and returns them to the bed. The flue gas undergoes a final
clean-up through ceramic candle filters before entering the combustion turbine at
around 8160C. The waste heat from the combustion turbine is recovered in a
HRSG that generates steam to drive the steam turbine of the combined cycle.
Pressurised Circulating Fluidised Bed (PCFB) process has been preferred by
Foster Wheeler over the Bubbling bed. It offers higher combustion efficiency due
to more carbon burnout in circulating mode. Low sorbent consumption for the
P.S. Jalkote, EA-0366
Page 6 of 18
same sulfur removal because of increased efficiency. Better NOx control from
ease of staged combustion, since a circulating unit is taller and more slender. A
higher velocity in the circulating mode results in units of smaller size for the same
capacity.
3.5 Technology Status
CFBC technology has been proven for all type of fuels including high ash coal,
lignite, wood wastes, refinery residue etc. There are over 310 operating CFBC
boilers worldwide. Foster Wheeler has more than 150 CFB steam generators in
operation. The commercial availability of most of these units exceeds 98%. M/s
Lurgi Lentjes Babcock Energietechnik Gmbh (LLB), Germany has 42 CFBC
steam generators (>8700 MW) in operation worldwide. M/s Babcock & Wilcox
have about 40 operating CFB units worldwide.
LIST OF CFBC TECHNOLOGY SUPPLIERS WORLDWIDE
S. No. Name Of Technology Technical No. Of Operating Remarks
Supplier Collaboration Plants
1. Foster Wheeler, USA (47%) ------------- 150 Circulating fluid bed
technology
2. Lentjes Energietechnik, Lurgi 42 (870 MW) Circulating fluid bed
Germany (7.7%) technology
3. Babcock & Wilcox, USA ------------- 40 Internal Circulation &
Bubbling fluid bed
technology
4. ABB (14.5%)
5. BHEL Lurgi 19
6. GEC Alstom Stein Industrie, Lurgi 150
(8.5%)
7. Austrian Energy & ------------- Bubbling,
Environment External/Internal
Circulating FB
8. Kvaerner Pulping Oy, Finland Cymic Advanced CFBC/
(8%) Bubbling Bed
9. Deutche Babcock (4.5%)
P.S. Jalkote, EA-0366
Page 7 of 18
The list of some major plants based on this technology worldwide is as below:
LIST OF MAJOR PROJECTS EMPLOYING CFBC TECHNOLOGY
S. No. NAME/COUNTRY SIZE FUEL COMM. REMARKS
DATE
MWe
1. Tri-state Generation & Trans. Co. 110 Coal 1987 Foster Wheeler
USA
2. Kainuun Voima Oy Finland 95 Coal, Peat, 1990 Foster Wheeler
Sludge
3. Vasikiluodon Voima Oy, Finland 125 Coal, Peat 1990 Foster Wheeler
4. ACE Cogeneration USA 110 Coal 1992 Foster Wheeler
5. Rheinisch-Westfalisches Elect. 100 Brown Coal 1992 Foster Wheeler
Works, Germany
6. Nelson Industrial Steam Company, 2 x125 Petroleum 1992 Foster Wheeler (largest
USA Coke petcoke CFB)
7. Nova Scotia Power Inc. Canada 180 Coal 1993 Foster Wheeler
8. IVO International Oy Finland 110 Peat 1995 Foster Wheeler
9. Colver Power Project USA 100 Bituminous 1995 Foster Wheeler
Waste
10. Northampton Energy, USA 100 Anthracite 1995 Foster Wheeler
Waste
11. CMIEC/Neijiang, China 100 Anthracite 1996 Foster Wheeler
Coal
12. Turow Power Station Poland 3x 235 Brown Coal 1998 Foster Wheeler
Repowering
13. National Power Supply Thailand 2x 150 Coal, Bark 1998 Foster Wheeler
14. Asian Pulp & Paper Co. China 2x 100 Coal 1998 Foster Wheeler
15. EC Katovice S.A. Poland 180 Coal 1999 Foster Wheeler
16. Jacksonville 300 2003
17 Emile Hutchet, Lorraine, France 125 Coal 1990 Alstom Stein Industrie
(Lurgi Tech.)
18 Provence/Gardanne power plant, 250 Coal 1995 Alstom Stein Industrie
France SOx-380, NOx-280 &
Dust-20 mg/Nm3
19 Red Hills, Mississippi, USA, 2 X 250 lignite 2000 Alstom Stein Industrie
Choctaw Generation
20 Ultra Power, West Enfield, Maine, 77 Wood wastes 1986 Babcock & Wilcox
USA
P.S. Jalkote, EA-0366
Page 8 of 18
21 Ebensburg Power Co. 172 Waste Coal 1990 Babcock & Wilcox
Pennsylvania, USA
22 Kanoria Chemicals Ltd. Renukoot, 81 High Ash Coal 1996 Babcock & Wilcox
India
23 Montana Dakota Utilities, USA 215 Lignite 1986 Babcock & Wilcox
Bubbling Fluidised Bed
24 Bowater Inc, Tennessee, USA 144 Bark, Natural 1998 Babcock & Wilcox
Gas, Paper
Mill Sludge BFB retrofit
25 AES Beaver Valley, Pennsylvania, 121.5 Bituminous 1999 Babcock & Wilcox
USA Coal
26 Southern Indiana Gas Co Indiana, 299 High Sulfur 2000 Babcock & Wilcox
USA Coal, Waste
Coal
27 Changguang Coal Mine Co. Zhejiang, 155 High Sulfur 2000 Babcock & Wilcox
China Bituminous
Coal
28 Rostovenergo-Nesvetay Russia 163 High Ash 2000 Babcock & Wilcox
Anthracite Coal
29 Vapo Oy, Lieska, Finland 30 biomass 1994 8 MWe + 14 MW heat + 8
MW steam. 1st Cymic CFBC
30 Elektrocieplownia Tychy S.A. Poland 37 Coal 1999 Kvaerner Pulping’s Cymic
CFBC
31 Clonbulloge, Offaly, Ireland, Edendry 120 peat 2001 Kvaerner Pulping’s Bubbling
Power CFBC
32 KEPCO, Seoul, Korea 2X 200 anthracite 1999 High ash, highly erosive
coal;
3.6 COSTS
The investment costs of projects based on the CFBC technology are much lesser
than the conventional PC based plants. ($900-$950/kW)
3.7 Indian Scenario
Fluidised Bed Combustion is a proven & established technology (not new, in
contrast to general perception). Pilot and experimental FBC boilers were in
operation as early as 1977 in India at BHEL, Trichy ; CFRI, Dhanbad etc. All
these plants are still in operation. However FBC plants are economical only for
poor quality fuels which can not be fired in conventional boilers. Initially these
boilers were used for co-generation and process gas/steam applications at
industrial installations. Later small size captive power plants also used FBC
P.S. Jalkote, EA-0366
Page 9 of 18
boilers. The common Indian fuels used include high ash coals, coal washery
rejects, biomass and lignite.
All initial FBC boilers, before 1992, were invariably supplied by BHEL and based
on obsolete Lurgi bubbling bed FBC technology licensed to BHEL by Lurgi
Lentjes Babcock. Later Foster Wheeler, USA supplied few Circulating FBC
boilers in 1992-95 through its Indian licensee, ISGEC John Thompson. Currently
Foster Wheeler is directly executing two new orders from Rain Calcining,
Vizag(25MW, petroleum coke) and Mysore Paper Mills, Bhadravati(20MW, multi-
fuel). Babcock & Wilcox has also supplied few bubbling bed FBC boilers in India
since 1992. The most important of these is the Kanoria Chemicals, Renukoot
81MW captive power plant based on the most advanced Internal-particle
recirculation FBC. Interestingly, B&W currently does not have any new order on
hand in India. Another notable fact is that B&W does not have any experience
with petroleum-coke fired FBC within or outside India. Recently, B&W has formed
a joint venture with Thermax Ltd. to supply B&W boilers of all types in India as
Thermax Babcock & Wicox Ltd. This company has supplied the FBC boilers to
Kanoria Chemicals, Renukoot and Central Pulp Mills, Surat.
Currently most Indian oil refineries are planning to set up refinery residue fired
captive power plants. Foster Wheeler is the only experienced pet-coke fired
CFBC supplier in India, currently. However with pet-coke, IGCC is also techno-
economically competitive with FBC. Due to this Essar Oil, had floated an open
tender for their proposed power plant with options both for FBC & IGCC. The
bidders include IHI, Snamprogetti for IGCC and Foster Wheeler, Lurgi for FBC.
Other PSU oil companies are planning on similar lines. HPCL’s proposed refinery
at Bhatinda in Punjab plans to go for IGCC.
3.8 Status of CFBC technology development
In India, Bharat Heavy Electricals Limited (BHEL) has developed bubbling fluid
bed boilers up to capacity rating of 150 tonne per hour for high ash coals and
washery rejects. For units of capacity higher than 30 MW, circulating fluidised
bed combustion (CFBC) technology is more economical for high ash coals and /
or high sulfur coals. For higher capacity CFBC boilers, BHEL has entered into a
technical collaboration agreement with M/s Lurgi Babcock Energy Technik,
Germany to make boilers up to 200 MW. BHEL is currently executing an order for
two units of Lignite fired CFBC boilers of 125 MWe each (390 tph steam flow) in
Gujarat and has commissioned one coal fired unit of 30 MWe (175 tph) capacity
in Maharashtra in 1996.
The first CFBC power plant of 110 MW at Nuclu. Colorado, USA is operating
since 1990. Several such CFBC power plants are operating in Germany, UK,
Canada and Japan using various kinds of coal and bio-mass fuels. The largest
CFBC power plant is the 250 MWe units in Gardane, France, commissioned in
1996. Presently, 350 MWe units are being constructed in Canada and Japan.
P.S. Jalkote, EA-0366
Page 10 of 18
CFBC is a mature technology with more than 300 CFBC boilers in operation
world wide ranging from 5 MWe to 250 MWe. With line stone addition, 90 percent
of the sulfur emission can be retained. With staged combustion and with
relatively low combustion temperature of 850 / 9000 C, NO2 formation is about
300 to 400 mg/Nm3 only against 500 to 1000 mg/Nm3 in conventional PF fired
boilers.
4.0 Pressurised Fluidised Bed Combustion Combined Cycle (PFBC)
4.1 Pressurised Fluidised Bed Combustion Combined Cycle Process:
A new type of fluidised bed design, the pressurised bed, was developed in the
late eighties to further improve the efficiency levels in coal-fired power plants.
PFBC Process Diagram (Tidd, USA)
The Pressurized Fluidised Bed Combustion Systems employ a combination of
Rankine Cycle and Brayton Cycle with the objective of achieving high cycle
P.S. Jalkote, EA-0366
Page 11 of 18
efficiency and also lower emissions. The technology is environmentally benign.
The process employs a pressurized fluidised boiler which operates at a
temperature of around 860 0C, pressure of around 16-18 bars and generates the
flue gases at pressure. The fuel is fed along with the sorbent and is maintained in
fluidised condition in the pressurized combustion chamber. The sorbent is fed to
facilitate capture of sulfur from the coal in the bed itself resulting in consequent
low sulfur emission.
The pressurized flue gases are cleaned off all the suspended particulate by
means of high efficiency cyclones and are expanded into a gas turbine. This
expansion of flue gases in the gas turbine generates power. In addition, the
excess air requirements of the boiler are met by the gas turbine compressor.
Since the gas turbine also supplies the excess air requirements of the boiler, it
sets the limitation on gas turbine output. The excess air requirements are
maintained at around 20% and thus the PFBC plant size is determined by the
gas turbine sizes available. This also produces a power split between power
generated by steam cycle and that generated by gas turbine which is of the order
of 80:20.
On the steam cycle side, the fluidised boiler, the heat transfer surfaces are
embedded in the fluidised bed and steam generated is passed through the
conventional steam cycle operating on Rankine Cycle. Thus a combination of
Rankine Cycle & Brayton Cycle results in higher cycle efficiencies which are
projected to be higher than conventional steam plants by 4-5%.
In this concept, the conventional combustion chamber of the gas turbine is
replaced by a pressurised fluidised bed combustor. The products of combustion
pass through a hot gas cleaning system before entering the turbine. The heat of
the exhaust gas from the gas turbine is utilised in the downstream steam turbine.
This technology is called pressurised fluidised bed combustion combined cycle
(PFBC)
The bed is operated at a pressure of between 5 bar and 20 bar and operating the
plant at such low pressures allows some additional energy to be captured by
venting the exhaust gases through a gas turbine which is then combined with the
normal steam turbine to achieve plant efficiency levels of up to 50 percent. The
steam turbine is the major source of power in PFBC, contributing about 80
percent of the total power output. The remaining 20 percent is produced in gas
turbines.
PFBC plants are smaller in size than the atmospheric FBC and PCC plants and
therefore have the advantage of meeting in urban areas. The fuel consumption is
about 10-15 percent lower than in PCC technology.
PFBC has been used only over the last few years. The development of this
technology is dependent upon the compatibility of the hog gas clean-up system
P.S. Jalkote, EA-0366
Page 12 of 18
with the gas turbine inlet temperatures and maximum particulate size.
Improvements on these two fronts would lead to greater acceptance of PFBC.
4.2 Status of PFBC Technology Development
The first demonstration plant of capacity of 130 MWe (+224 MW, co-generation)
has been operating in Stockholm, Sweden since 1991 meeting all the stringent
environmental conditions. Another demonstration plant of 80 MWe capacity is
operating in Escatron, Spain using 36% ash black lignite. The third
demonstration plant of 70 MWe at TIDD station, OHIO, USA was shut down in
1994 after a eight year demonstration period in which a large amount of useful
data and experience were obtained. A 70 MWe demo plant has been operated at
Wakamatsu from 1993 to 1996.
Presently, a 350 MWe PFBC power plant is planned in Japan and another is on
order in USA (to be operated at SPORN). UK has gathered a large amount of
data on a 80 MWe PFBC plant in Grimethrope during its operation from 1980-
1992 and is now offering commercial PFBC plants and developing second
generation PFBC. ABB-Sweden is the leading international manufacturer which
has supplied the first three demonstration plants in the world and is now offering
300 MWe units plants. In India, BHEL-Hyderabad has been operating a 400 mm
PFBC for the last eight years and has collected useful research data. IIT Madras
has a 300 mm diameter research facility built with NSF (USA) grant. A proposal
by BHEL for a 60 MWe PFBC plant is under consideration with the Government
of India.
4.3 Advantages Of Pressurised Fluidised Bed Combustion Technology
• Improved Cycle Efficiency (lower heat rate)
The major advantage of PFBC process is that plant efficiency can be
significantly improved by combining Rankine Cycle & Brayton Cycle.
For the first generation PFBC combined cycles, efficiencies approaching
40% and heat rates of about 8500 Btu/kWh can be achieved. Second
generation advanced combined cycles is expected to attain efficiencies
more than 45% and heat rates as low as 7500 Btu/kWh.
• Reduced Emissions & Improved Combustion
Increasing the process pressures results in several advantages in addition
to combined cycle operation and higher combustion rate. The increased
pressure and corresponding air/gas density allow much lower fluidising
velocities (around 1m/sec) which reduce the risk of erosion for immersed
P.S. Jalkote, EA-0366
Page 13 of 18
heat transfer tubes. At elevated pressures the heat released within the
combustors increases and deeper beds are needed to accommodate the
required heat transfer surface. The use of compressors for combustion air
takes care of the higher pressure drop across these deep beds. Full load
bed depths range from 3.5-4.5 m depending upon pressure.
The combined effect of lower velocity and deeper beds results in greatly
increased in-bed residence time which reduces emissions of SOx and
thus improves combustion efficiency. In fact, the deeper beds allow 50%
of the total residence tome to be in the bed where it is more effective
compared to 10-15% in the shallow atmospheric bubbling beds
PLANT Output MWe Coal Type SO2 emission NOx
% removal emission
mg/MJ
Vartan 135 Bituminous 94-99 10-50
Tidd 70 Bituminous 91-93 75-90
Escatron high sulfur
79 90 75-90
black lignite
Wakamatsu 71 Bituminous 90-95 15-40
• Reduced Boiler Size
Since air mass flow m= VA, the high air/gas density results in much lower
required bed plan area. For the same m, a bubbling bed PFBC at 174 psi
with a superficial velocity of 3ft/s will require 28% of the bed plan area of
an atmospheric fluidised bed.
• Modularity
Because the gas turbine compressor capability sets the requirement of the
boiler and major components, PFBC lends itself to a high degree of
standardization. The range of PFBC design sizes is set by the compatible
gas turbine sizes.
4.4 PFBC Plant Cycles
4.4.1 Combined Cycle
The gas leaving the boiler is cleaned and sent directly into the gas turbine. This
produces the gas turbine inlet conditions in the range of 175 to 240 psi at approx.
840 0C. This produces a power split between the gas and steam cycles which
results in about 80% generation from steam cycle and 20% generation from gas
turbines. The power to the gas turbine is sufficient to drive a compressor to
provide the preheated, pressurized air to the Fluidized bed boiler for the
combustion process.
P.S. Jalkote, EA-0366
Page 14 of 18
• Air cooled PFBC cycle: A part of the air supplied by the compressor is
heated in tubes within the PFBC and is mixed with the flue gas stream at
the gas turbine inlet. Alternatively all the cooling can be achieved by
increasing the excess air levels to upto 400%. This type of arrangement
has not proved competitive with the steam cooled PFBC cycle.
• Steam cooled PFBC cycle: The steam is raised by tubes in the fluidised-
bed and exhaust gas from the GT is used only to preheat feed water. An
additional steam-cooled heat exchanger can be added at combustor exit
to control the GT inlet gas temperature.
4.4.2 Advanced Combined Cycles
In the case of PFBC, to prevent ash slagging, minimize the formation of thermal
NOx, maximizing the sulfur capture and avoid formation of alkalis in the gas
stream, the bed operates at about 8600C. This produces the gas turbine entry
temperature of around 8300C. To further increase the contribution of the gas
turbine in the plant efficiency, the turbine inlet temperature needs to be
increased.
Conventional gas turbines operate at upto 10930C inlet temperatures with new
designs in the range of 12600C. By increasing the gas output temperature from
PFBC, higher output from gas turbines can be produced. The most popular
approach is to combine partial gasification with PFBC and use topping cycle.
Application of this however, requires hot gas cleaning system to remove
particulate from syngas and the gas leaving PFBC before sending to gas turbine.
4.5 PFBC System Components
The PFBC systems comprise of the following major components:
• Boiler & associated systems
• Conventional steam turbine systems
• Gas turbine
• Hot Gas Cleaning System
• Fuel Preparation & Feeding System
• Ash Removal System
4.5.1 PFBC Gas Turbine Requirements
As the gas turbine is driven by hot pressurized gases from the boiler and
simultaneously supply combustion air to boiler and generate electricity, certain
characteristics are desirable:
• It should provide a volumetric flow characteristics which would permit
nearly constant fluidising velocity; excess air ratio and velocity into gas
cleaning system (important for cyclones)
P.S. Jalkote, EA-0366
Page 15 of 18
• It should balance the opposite requirements for a low air flow to boiler, a
high air flow to gas turbine at low load;
• Withstand particulate loading in gases without significant damage;
• Throughout the load range, accept relatively low inlet gas temperature
(around 8400C).
Typically at Tidd Power Station, gas turbine is a two-shaft machine. On one
shaft, the variable speed, low-pressure turbine is coupled to low pressure
compressor. On the other shaft, the high-pressure turbine drives both the
compressor and generator. There is an intercooler between low and high-
pressure compressors. The advantage of two-shaft design is that the free
spinning low-pressure turbine can accommodate reduced gas temperature and
resulting reduction in airflow as load is reduced while maintaining constant speed
at generator.
4.5.2 Fuel Feed System
Fuel feed system is either pneumatic or wet type. Normally coal is fed as coal -
water mixture as they have demonstrated to burn more evenly. The optimum
system design depends upon ash and sulfur content in coal. For fuels with low
ash contents, coal-water mixture has found favours since large quantities of
water are needed for coals with high ash, which affects its efficiency. The fuel is
fed in the form of coal-water paste with 25% water by weight. This has been
typically followed at Tidd. The fuel feed size is lower than 0.75 in.
4.5.3 Sorbent Feed System
Sorbents are not combustibles and are generally fed either continuously or
intermittent. In the latter case, lockhoppers are used. The sorbent is crushed to
around 3 mm top size, dries and fed in lock hoppers.
4.5.4 Gas Cleaning System
Gas cleaning systems have not yet been proven in PFBC systems and present a
limitation. Typically the following type of gas cleaning systems are being
employed:
o High efficiency cyclones -- these have been successfully tested.
o Candle filters and ceramic tube filters -- these are still under test
conditions.
P.S. Jalkote, EA-0366
Page 16 of 18
4.6 PFBC Technology Status
The following is the list of major technology suppliers for PFBC.
S. No. Technology Supplier Licensees Remarks
1. ABB Carbon AB, Sweden IHI, Japan Bubbling Bed
2. MHI, Japan
3. Hitachi, Japan
4. Ahlstrom Pyropower, Finland Circulating Bed
Lurgi Lentjes Babcock, Bubbling Bed & Circulating
5.
Germany Bed
The PFBC technology is still at demonstration stage worldwide. Only a few plants
are being set up in Europe, USA and Japan to demonstrate the technology out of
which five are currently in operation. Almost all these plants have come up during
the current decade only. The list of various plants based on this technology
worldwide is as below:
4.7 List of Projects Employing PFBC Technology
S. COMM.
NAME/COUNTRY SIZE MWe FUEL REMARKS
No. DATE
Vartan, Stockholm, 135 (2x Bituminous ABB-Carbon,
1. 1990
Sweden P200) Coal Power & Heat
Bituminous Asea-Babcock (ABB-Carbon
2. Tidd, AEP, Ohio, USA 73 1991
Coal and B&W Joint Venture)
ABB Carbon, Babcock &
Escatron, ENDESA,
3. 79.5 Black Lignite Nov,1990 Wilcox Espanola,
Spain
Demonstration plant
Wakamatsu, EPDC, Bituminous Demonstration plant supplied
4. 71 Dec,1994
Kyushu, Japan Coal by IHI, Licensee of ABB
MHI, Japan; began
Tomato-Atsuma, 1995 trial
5. 85 Coal commercial operation in Feb
HEPCO, Japan operation
1998; tubular ceramic filters
Trebovice, Czech
6. 70 Hard Coal 1996 Power, Steam & Heat
Republic
Karita, KyEPCO,
7. 350 Hard Coal 1999 Under Construction
Kyushu, Japan
8. Osaki, Chugoku, Japan 250 1999 Hitachi, Under Design Stage
HKW Cottbus, Local brown ABB Kraftwerke AG, Under
9. 71 1999
KFB/SWC, Germany coal Design Stage
P.S. Jalkote, EA-0366
Page 17 of 18
4.8 Costs
The investment costs of projects based on the PFBC technology are projected to
be around $ 1300 to $ 1400 per kW which is around 25-30% higher than the
conventional PC based plants. However, these costs may have upward revision
to account for various refinements in the technology during the demonstration
stage. Once the technology is fully demonstrated, and reaches the maturity
stage, the costs may show a downward trend.
5.0 Merits of Advanced coal combustion systems
Parameters Conventional Super critical PFBC /CFBC IGCC Hybrid Cycle
pulverised pulverised (Gasification
fired fired in
combustion)
Maturity of Completely Substantially Substantially Mainly Still at R&D
technology proven and proven and proven and demonstration stage
commercially commercial commercial plant
available with plant plant operational
guarantees available with available with where coal is
guarantees guarantees the fuel
source
Range of units All All Upto 350 mw 250-300 MWe, Demonstration
available commercial commercial sizes currently plant
sizes sizes available limited by the proposed at
available available size of large around 90
(common unit gas turbine MWe
size in the units available
range 300-
1000 MWe)
Fuel flexibility Burns a wide Burns a wide Will burn a Should use a Should use a
range of range of wide range of wide range of wide range of
internationally internationally internationally internationally internationally
traded coals traded coals traded coals, traded coals, traded coals;
as well as low but not designed to
grade coals proven; Not utilise low
efficiently; really grade, high
best suited for designed for ash coals
low ash coals low grade, efficiently
high ash coals
Thermal Limited by At least 45% Around 44% Around 43% Around 43%
efficiency steam now possible possible, currently should be
(LHV) conditions and over 50% some possible, but obtainable,
P.S. Jalkote, EA-0366
Page 18 of 18
around 41% subject to increases over 50% but over 50%
with modern successful likely with possible with possible with
designs materials further R&D advanced gas advanced gas
development and/or with turbines and turbines and
i.e. further supercritical further R&D further R&D
R&D steam cycle
Operational Can operate Can operate Can operate Realistically Design
flexibility at low load, at low load, at low load could only suggests
but but but operate at would have
performance performance performance base load reasonable
would be would be would be performance
limited limited limited at low load
Environmental
Performance
CO2 (g/KWH) 830 - 810 460 -
SO2(mg/KWH 600 - 585 150 -
NOx(mg/KWH) 600 - 585 300 -
Availability Proven to be Proven to be Limited Demonstration Not yet
excellent good experience so far not demonstrated
satisfactory
References:
• http://envfor.nic.in/cpcb/newsletter/coal/ccombs.html
• www.oecd.org/env/cc
• www.coalindia.nic.in/coalreservesindia.htm
• www.diehariandian.com/infra/poer.htm
• www.indiacore.com
• www.worldcoal.org
• http://en.wikipedia.org/wiki/coal
• www.fossil.energy.gov
• www.futuregenalliance.org
• www.iea-coal.org.uk
• www.worldenergysource.com
• www.bbc.co.uk
• www.financialexpres.com
• www.cleancoalcentre.org
• www.caer.uky.edu
P.S. Jalkote, EA-0366
You might also like
- Alstom BoilerDocument15 pagesAlstom BoilertuyencntnNo ratings yet
- 1.1 Salient Features of CFBC BoilerDocument17 pages1.1 Salient Features of CFBC BoilerJAY PARIKHNo ratings yet
- CFBC & PFBC TechnologyDocument18 pagesCFBC & PFBC TechnologyomiitgNo ratings yet
- Fluidized Bed Combustion (FBC) in Coal Based Thermal Power PlantsDocument10 pagesFluidized Bed Combustion (FBC) in Coal Based Thermal Power PlantsShambhu MehtaNo ratings yet
- CFBC BoilersDocument11 pagesCFBC BoilersManoj DesaiNo ratings yet
- Fluidized Bed Technologies For High Ash Indian Coals - A Techno-Economic EvaluationDocument28 pagesFluidized Bed Technologies For High Ash Indian Coals - A Techno-Economic EvaluationRudra Banerjee100% (1)
- Aph 15Document0 pagesAph 15Parameswararao BillaNo ratings yet
- 3improving Boiler EfficiencyDocument3 pages3improving Boiler Efficiencydillipsh123No ratings yet
- CFBC Boilers in China - Present and FutureDocument5 pagesCFBC Boilers in China - Present and FutureaakashtrivediNo ratings yet
- Difficulties FacedDocument6 pagesDifficulties FacedAnonymous pKsr5vNo ratings yet
- Explosion Occurance in CFBC Boiler and Necessary OperationsDocument6 pagesExplosion Occurance in CFBC Boiler and Necessary OperationsAnudeep ChittluriNo ratings yet
- C&I in CFBC-1Document25 pagesC&I in CFBC-1Prudhvi RajNo ratings yet
- DR NTTPSDocument41 pagesDR NTTPSnagasuresh100% (1)
- Chandrapur CTPS 15 Days Training ReportDocument21 pagesChandrapur CTPS 15 Days Training ReportUday Wankar0% (1)
- 3 Benefites of CFB Boiler Over Pc-Fired BoilerDocument9 pages3 Benefites of CFB Boiler Over Pc-Fired BoilersunitbhaumikNo ratings yet
- DVC Mejia Thermal Power StationReportDocument35 pagesDVC Mejia Thermal Power StationReportRahul RoyNo ratings yet
- This Bhel ProjectDocument51 pagesThis Bhel ProjectRaj_005No ratings yet
- CFBC Boiler Performance Calculation4 PDFDocument43 pagesCFBC Boiler Performance Calculation4 PDFrizalNo ratings yet
- Tubular Air HeaterDocument50 pagesTubular Air HeaterBalaji NatarajanNo ratings yet
- Coal by RameshDocument9 pagesCoal by RameshKomma RameshNo ratings yet
- Stopping of One Pa FanDocument1 pageStopping of One Pa FanShift Incharge BrbclNo ratings yet
- Surging & Blow Out of Loop Seals in A CFBC BoilerDocument9 pagesSurging & Blow Out of Loop Seals in A CFBC Boilermohamed faragNo ratings yet
- Emergency Operations: Shaikh Feroz AliDocument15 pagesEmergency Operations: Shaikh Feroz AliEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Handling of Turbine During Emergency: Emergencies in Turbine and AuxiliariesDocument3 pagesHandling of Turbine During Emergency: Emergencies in Turbine and Auxiliariesron1234567890No ratings yet
- CFBC Boiler Start Up ProblemsDocument40 pagesCFBC Boiler Start Up ProblemsarvindshuklaNo ratings yet
- Secondary Air Damper ControlDocument3 pagesSecondary Air Damper ControlRajesh Kumar MohantyNo ratings yet
- Study The Efficiency of Air PeheaterDocument3 pagesStudy The Efficiency of Air PeheaterManoj PatilNo ratings yet
- 9what Is A Boiler?Document59 pages9what Is A Boiler?Ali MuradNo ratings yet
- 4.1.3 Properties of Coals PDFDocument7 pages4.1.3 Properties of Coals PDFJaco KotzeNo ratings yet
- History of Thermal Power PlantsDocument9 pagesHistory of Thermal Power PlantsAnonymous gr5Pr9AVNo ratings yet
- Improving Boiler Efficiency by Using Air PreheaterDocument14 pagesImproving Boiler Efficiency by Using Air PreheaterBudiharyatno Arif PangestuNo ratings yet
- Bed Ash Cooler's in Ir-Cfbc Boilers PDFDocument12 pagesBed Ash Cooler's in Ir-Cfbc Boilers PDFpradeep1987coolNo ratings yet
- Index: 1. Introduction To Ash and Ash Disposal System 2. Components of Ash Handling 3. Different Systems in Ash HandlingDocument11 pagesIndex: 1. Introduction To Ash and Ash Disposal System 2. Components of Ash Handling 3. Different Systems in Ash HandlingcmcNo ratings yet
- Boiler of 500 MWDocument8 pagesBoiler of 500 MWHKVMVPVPV021511No ratings yet
- DVC Mejhia Thermal Power Station ReportDocument52 pagesDVC Mejhia Thermal Power Station ReportRahul RoyNo ratings yet
- Basic of FBC BoilerDocument25 pagesBasic of FBC BoilerJayam KondanNo ratings yet
- Training ReportPDF PDFDocument42 pagesTraining ReportPDF PDFAman RajNo ratings yet
- Secondary Air Damper Control in BoilerDocument10 pagesSecondary Air Damper Control in BoilerSourav DasNo ratings yet
- Suspension (PC) Combustion: Chungen YinDocument47 pagesSuspension (PC) Combustion: Chungen YinAakash RanjanNo ratings yet
- APH Seal LeakagesDocument17 pagesAPH Seal LeakagesBhargav ChaudhariNo ratings yet
- 300 MW DCRTPP Boiler O&M ManualDocument112 pages300 MW DCRTPP Boiler O&M ManualpntripathiNo ratings yet
- Sadc 1Document4 pagesSadc 1Vikas SuryavanshiNo ratings yet
- Economizer Recirculation For Low-Load Stability in Heat Recovery Steam GeneratorDocument10 pagesEconomizer Recirculation For Low-Load Stability in Heat Recovery Steam GeneratorknsaravanaNo ratings yet
- Pulverizers PDFDocument6 pagesPulverizers PDFOscar DorantesNo ratings yet
- Fluidized Bed Combustion System (FBC)Document41 pagesFluidized Bed Combustion System (FBC)ashishmathew0% (1)
- Commercial Operation of 600 MW UnitDocument5 pagesCommercial Operation of 600 MW Unitwaleed emaraNo ratings yet
- Heat Required in Kcal For Unit Generation of ElectricityDocument18 pagesHeat Required in Kcal For Unit Generation of ElectricityAyan ChattarajNo ratings yet
- Chapter - 15 Boiler Metallurgy DefinitionsDocument12 pagesChapter - 15 Boiler Metallurgy DefinitionsRavi ShankarNo ratings yet
- SUPER CRITICAL BOILER (660 MW) at PROJECTDocument53 pagesSUPER CRITICAL BOILER (660 MW) at PROJECTWahedali SayyedNo ratings yet
- Quality - Concept of CombustionDocument3 pagesQuality - Concept of CombustionNoviandryNo ratings yet
- Stoker Fired Boiler Types of StokersDocument3 pagesStoker Fired Boiler Types of StokersTin Aung KyiNo ratings yet
- CEP Isolation & Normalisation ProcedureDocument2 pagesCEP Isolation & Normalisation ProcedureVishal GuptaNo ratings yet
- Efficient Furnace Operation1Document7 pagesEfficient Furnace Operation1patrik710No ratings yet
- Fluidized Bed CombustionDocument23 pagesFluidized Bed CombustionHawk EyeNo ratings yet
- Boilers Training Topic Nov 2021Document24 pagesBoilers Training Topic Nov 2021mizharmuisstNo ratings yet
- Circulating Fluidised Bed Combustion (CFBC) Technology For Power GENERATION - Technology StatusDocument12 pagesCirculating Fluidised Bed Combustion (CFBC) Technology For Power GENERATION - Technology Statusgullipalli srinivasa raoNo ratings yet
- PFBC1Document28 pagesPFBC1anilkumarv123No ratings yet
- Fluidized Bed CombustionDocument5 pagesFluidized Bed CombustionEvi KusumaningrumNo ratings yet
- Experiments of Power Plant Engineering in SPPUDocument27 pagesExperiments of Power Plant Engineering in SPPUSiddiqui Adil Adnan100% (2)
- Principles of Fluidized Bed BoilersDocument27 pagesPrinciples of Fluidized Bed BoilersssNo ratings yet