You might also like
- Personajes de La ManufacturaDocument10 pagesPersonajes de La ManufacturaPablo Juan Zarate100% (1)
- Resumen Breve La Maquina Que Cambio Al MundoDocument6 pagesResumen Breve La Maquina Que Cambio Al MundoAndrea Mendez Z56% (9)
- La Maquina Que Cambio Al MundoDocument44 pagesLa Maquina Que Cambio Al Mundoalfred100a88% (8)
- La Maquina Que Cambio Al MundoDocument44 pagesLa Maquina Que Cambio Al MundoXavier Molina100% (2)
- Reporte de Lectura de La Maquina Que Cambio El MundoDocument8 pagesReporte de Lectura de La Maquina Que Cambio El MundoMonserrat CortezNo ratings yet
- Historia de La Manufactura Autotriz (Resumen Del Libro La Maquina Que Cambio Al MundoDocument19 pagesHistoria de La Manufactura Autotriz (Resumen Del Libro La Maquina Que Cambio Al MundoGerman Hernandez LopezNo ratings yet
- Henry Ford EnsayoDocument2 pagesHenry Ford EnsayoDaniela BullNo ratings yet
- El FordismoDocument16 pagesEl Fordismogantz666No ratings yet
- 01 Introducción A Lean ManufacturingDocument24 pages01 Introducción A Lean ManufacturingLuis F. NavaNo ratings yet
- El Caso FordDocument7 pagesEl Caso FordAndres Ivan SarmientoNo ratings yet
- FordismoDocument10 pagesFordismoLiliana GonzalezNo ratings yet
- FORDISMODocument30 pagesFORDISMOJAZIBY GARCIA MNo ratings yet
- Leanmanufacturing - Grupo N°6Document71 pagesLeanmanufacturing - Grupo N°6Gloria Isabel Violeta CardenasNo ratings yet
- 03 Sistemas de Producción (Manufactura)Document15 pages03 Sistemas de Producción (Manufactura)veronica basalduaNo ratings yet
- Tarea 1 ModelosDocument2 pagesTarea 1 ModelosMarcela OrtizNo ratings yet
- Ascenso de La Caída de La Producción en Masa v2Document1 pageAscenso de La Caída de La Producción en Masa v2nicole caminadaNo ratings yet
- 1.2 FordismoDocument7 pages1.2 FordismoYolandaNo ratings yet
- Fordismo 10Document22 pagesFordismo 10Su SalgadoNo ratings yet
- U1 SM 1.2 Lectura TaylorFordToyotaDocument7 pagesU1 SM 1.2 Lectura TaylorFordToyotaJorge ZuñigaNo ratings yet
- Gurus de La CalidadDocument21 pagesGurus de La Calidadtcrm26No ratings yet
- Henry Ford - EnsayoDocument3 pagesHenry Ford - EnsayoRaissa Lorena Heredia100% (1)
- Trabajo Individual EstructuradoDocument7 pagesTrabajo Individual EstructuradoAdela Beatriz Collahuazo DefasNo ratings yet
- La Administración de Henry FordDocument3 pagesLa Administración de Henry FordFrank Carlos Ruiz Tuesta100% (1)
- Henry FordDocument4 pagesHenry FordStefanía MVNo ratings yet
- La Maquina Que Cambio Al Mundo FinalDocument44 pagesLa Maquina Que Cambio Al Mundo FinalAlfredo FloresNo ratings yet
- Clase 2 1.1 Introducción A La Manufactura EsbeltaDocument25 pagesClase 2 1.1 Introducción A La Manufactura EsbeltaAleGamerYT11No ratings yet
- El Caso FordDocument11 pagesEl Caso FordVargasAldanaNo ratings yet
- Henry Ford y Calidad 04 CEA AE PICEA EDocument7 pagesHenry Ford y Calidad 04 CEA AE PICEA ERoberto GarciaNo ratings yet
- Henry FordDocument4 pagesHenry FordEnrique MoctezumaNo ratings yet
- Infografía Henry FordDocument2 pagesInfografía Henry FordJose Martin Alvarado HerreraNo ratings yet
- Lectura 1 - Orígenes de Lean ManufacturingDocument10 pagesLectura 1 - Orígenes de Lean ManufacturingSofia Vega SotoNo ratings yet
- TP N°1 Mec. de Los Motores EndotermicosDocument3 pagesTP N°1 Mec. de Los Motores EndotermicosBenjamin DiazNo ratings yet
- Cuestionario Del Documento Tituladoproducción en MasaDocument3 pagesCuestionario Del Documento Tituladoproducción en MasaCHRISTIAN GIOVANNI FELIX GUTIERREZNo ratings yet
- Henry Ford Historia y LogrosDocument3 pagesHenry Ford Historia y LogrosVictor de los Santos100% (1)
- Evolución de La Organización de La ProducciónDocument4 pagesEvolución de La Organización de La ProducciónNeiry BermudezNo ratings yet
- FORDISMODocument13 pagesFORDISMOSarahii Cruz CastiillooNo ratings yet
- Ittla Dii Im Manufactura Esbelta Ing CarDocument105 pagesIttla Dii Im Manufactura Esbelta Ing CarSergio CelhayNo ratings yet
- Logística & Gestión de Calidad P2Document3 pagesLogística & Gestión de Calidad P2Alejandro MatillaNo ratings yet
- FordismoDocument3 pagesFordismoValeria Aguirre RobledoNo ratings yet
- 1.2 Sistema de Producción de ToyotaDocument10 pages1.2 Sistema de Producción de ToyotaJosue David Flores VigilNo ratings yet
- Sistema de Producción FordDocument4 pagesSistema de Producción Fordfernanda duran gomezNo ratings yet
- 4to Informe - Economia - MundialDocument16 pages4to Informe - Economia - MundialRAUL LEYVA HERRERANo ratings yet
- Henry FordDocument7 pagesHenry FordPro BuzNo ratings yet
- FORDISMODocument10 pagesFORDISMOKarime MendozaNo ratings yet
- ENSAYO Luigui MuñozDocument3 pagesENSAYO Luigui MuñozLUIGUI SANTIAGO MUÑOZ LUCUMINo ratings yet
- Caso Ford PDFDocument2 pagesCaso Ford PDFYoselin G. Galean SossaNo ratings yet
- Cuadro Empresa Ford Decisiones Gerenciales.Document4 pagesCuadro Empresa Ford Decisiones Gerenciales.luis angel zuviri martinezNo ratings yet
- Clase 3 1.2 Principios de Manufactura Esbelta, 1.3 DesperdiciosDocument35 pagesClase 3 1.2 Principios de Manufactura Esbelta, 1.3 DesperdiciosAleGamerYT11No ratings yet
- Logistica Inversa FordDocument3 pagesLogistica Inversa FordLaura Garzon0% (1)
- Resumen Cap 1Document4 pagesResumen Cap 1isabelNo ratings yet
- Ensayo La Maquina Que Cambio Al MundoDocument3 pagesEnsayo La Maquina Que Cambio Al MundoPaola Cortes0% (1)
- Lean ManufacturingDocument36 pagesLean ManufacturingEduardo TapiaNo ratings yet
- Caso Práctico Semana 4. Caso FORDDocument5 pagesCaso Práctico Semana 4. Caso FORDGabriel CollazosNo ratings yet
- Lean Manufacturing y Linea de TiempoDocument5 pagesLean Manufacturing y Linea de TiempoYuzzNo ratings yet
- Modelos Modernos de CalidadDocument55 pagesModelos Modernos de CalidadKarla TorresNo ratings yet
- La Historia de La Manufactura EsbeltaDocument7 pagesLa Historia de La Manufactura EsbeltaAmalia CalderonNo ratings yet
- Ensayo - Qué Es El FordismoDocument8 pagesEnsayo - Qué Es El FordismoDany MarquezNo ratings yet
- FORDISMO PresentacionDocument14 pagesFORDISMO PresentacionGiil Barajas ReyesNo ratings yet
- SM - 21-22 - U1 - 1.2 - Zapata GarciaDocument7 pagesSM - 21-22 - U1 - 1.2 - Zapata GarciaLilian GarcíaNo ratings yet
- Control y Registro de TemperaturasDocument9 pagesControl y Registro de TemperaturasOscar Alejandro Diaz LisboaNo ratings yet
- Guia de Instalacion Argis 10.5Document12 pagesGuia de Instalacion Argis 10.5fernando sanabria rojasNo ratings yet
- Precisiones Conceptuales para Explicar La HistoriaDocument18 pagesPrecisiones Conceptuales para Explicar La Historiafernando sanabria rojasNo ratings yet
- Plan Ambiental MR Clean PDFDocument44 pagesPlan Ambiental MR Clean PDFSedksNo ratings yet
- 5.3 MemoriacalculoDocument8 pages5.3 MemoriacalculoSebastian100% (1)
- Precisiones Conceptuales para Explicar La HistoriaDocument18 pagesPrecisiones Conceptuales para Explicar La Historiafernando sanabria rojasNo ratings yet
- PDFDocument7 pagesPDFCesarMarinoBasurtoContrerasNo ratings yet
- R Openair Aplicado A Calidad Del Aire PDFDocument121 pagesR Openair Aplicado A Calidad Del Aire PDFMötley Crüe100% (1)
- Normas APA Sexta Edición PDFDocument21 pagesNormas APA Sexta Edición PDFBuffon BravoNo ratings yet
- MANUAL DE SEGURIDAD LABORATORIOS 31-10-2012 - Final PDFDocument32 pagesMANUAL DE SEGURIDAD LABORATORIOS 31-10-2012 - Final PDFIsabelCamaNo ratings yet
- Test de Asociacion Entre Dos VariablesDocument22 pagesTest de Asociacion Entre Dos VariablesLupe RiñoNo ratings yet
- Borredores de EconomiaDocument64 pagesBorredores de Economiafernando sanabria rojasNo ratings yet
- Guia Tecnica para La Formulacion de Planes de Ordenacion y Manejo de Cuencas Hidrograficas POMCASDocument104 pagesGuia Tecnica para La Formulacion de Planes de Ordenacion y Manejo de Cuencas Hidrograficas POMCASYureidys ChildNo ratings yet
- Be 751 PDFDocument22 pagesBe 751 PDFfernando sanabria rojasNo ratings yet
- Carro y Gonzalez, SFDocument28 pagesCarro y Gonzalez, SFLuisa Fernanda EcheverryNo ratings yet
- A B C D E F G Tanque de Dosificacion Trampa de Grasa Pozo de Succion Tanque de Homogenizacion Con Pozo de Succion Tamiz de Finos SBR Lechos de SecadoDocument1 pageA B C D E F G Tanque de Dosificacion Trampa de Grasa Pozo de Succion Tanque de Homogenizacion Con Pozo de Succion Tamiz de Finos SBR Lechos de Secadofernando sanabria rojasNo ratings yet
- Minergy Peru E - I - R - L - Volvo VM 6x4 R 2018 Euro 5 (01 Unidad)Document6 pagesMinergy Peru E - I - R - L - Volvo VM 6x4 R 2018 Euro 5 (01 Unidad)Juan JavierNo ratings yet
- Ficha Técnica RevolvedoraDocument1 pageFicha Técnica RevolvedoraAndres ReyesNo ratings yet
- Labotarorio Tecsup SuspencionDocument20 pagesLabotarorio Tecsup SuspencionAngel Sanchez Vilca100% (2)
- Worker - 31 - 310 Ficha TecnicaDocument2 pagesWorker - 31 - 310 Ficha TecnicaDikez Gomez Jeremias83% (6)
- Catálogo Cardan SpicerDocument26 pagesCatálogo Cardan Spicergina2529240% (5)
- DODGEDocument17 pagesDODGEYoni EhmNo ratings yet
- Bombas de AguaDocument40 pagesBombas de AguaClaudia Guebara100% (1)
- 51197abd-19f7-4c5f-aa5c-80fd7de2371cDocument2 pages51197abd-19f7-4c5f-aa5c-80fd7de2371croberto breyNo ratings yet
- UltimoDocument16 pagesUltimoJhon Wilder Serpa VillenaNo ratings yet
- Suzuki GSX R750 '93-95 Service ManualDocument2 pagesSuzuki GSX R750 '93-95 Service ManualMiguel RoblesNo ratings yet
- Honda HR-V Ex CVTDocument3 pagesHonda HR-V Ex CVTJosue Ramos GarcíaNo ratings yet
- 15 AirbagDocument3 pages15 AirbagAntonio Gonzalez SantosNo ratings yet
- Industria Automotriz en AfricaDocument3 pagesIndustria Automotriz en AfricaAlan SantanaNo ratings yet
- Mantenimiento de La Transmisión Manual y AutomaticaDocument6 pagesMantenimiento de La Transmisión Manual y AutomaticaNephtali Ramirez CastrejonNo ratings yet
- BMW FilmsDocument6 pagesBMW Filmsmabarcau100% (1)
- Catalogo de Nissan QashqaiDocument26 pagesCatalogo de Nissan QashqaiJuan José BarrigaNo ratings yet
- Normativa Jaso MaDocument2 pagesNormativa Jaso MaJocelyne Bruselas AuzaNo ratings yet
- Contrato Compra Venta BcoDocument2 pagesContrato Compra Venta BcoimeluisalbertoNo ratings yet
- Semiárboles de Transmisión o PalieresDocument32 pagesSemiárboles de Transmisión o PalieresAxel Shamir0% (1)
- Cat Autohormigoneras 2014Document2 pagesCat Autohormigoneras 2014yuri100% (1)
- Transmission CF500 y CF600 PDFDocument335 pagesTransmission CF500 y CF600 PDFRamón José Aponte Franco100% (5)
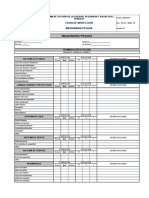
- Inspeccion de Maquinaria Pesada v1Document2 pagesInspeccion de Maquinaria Pesada v1Pedro Miguel Zavala Vinces100% (1)
- Auto Bild España # 499 - 29 Enero-11 Febrero 2016Document102 pagesAuto Bild España # 499 - 29 Enero-11 Febrero 2016Carlos CaicedoNo ratings yet
- Catalogo Astra HDocument52 pagesCatalogo Astra HEmilio Castro0% (1)
- M212 PDFDocument2 pagesM212 PDFcoralito123No ratings yet
- Manual Volvo V50 PDFDocument318 pagesManual Volvo V50 PDFISIDRO ROMERO100% (2)
- ManualDocument51 pagesManualManuelNo ratings yet
- Bombas de Agua SKFDocument35 pagesBombas de Agua SKFFederico Vignolles100% (1)
- CaliperDocument6 pagesCaliperDanielCastroOlanNo ratings yet
- Diapositivas VolquetesDocument21 pagesDiapositivas Volqueteslidio benito huamanNo ratings yet