You might also like
- Power Plant Chemistry For BoeDocument22 pagesPower Plant Chemistry For BoeRamakrishna ChiliveryNo ratings yet
- Feed Water TreatmentDocument34 pagesFeed Water TreatmentSameer SonuNo ratings yet
- Boiler Phosphate TreatmentDocument4 pagesBoiler Phosphate TreatmentSilvina C. Gómez Correa0% (1)
- Power Plant ChemistryDocument136 pagesPower Plant ChemistryGajender Singh RajputNo ratings yet
- Water Treatment Chemistry - Cooling TowersDocument44 pagesWater Treatment Chemistry - Cooling TowersM muzamil RM3No ratings yet
- Stator Water Chemistry R0Document6 pagesStator Water Chemistry R0vel muruganNo ratings yet
- Steam Purity and Carryover Technical BulletinDocument2 pagesSteam Purity and Carryover Technical BulletinMunawar HussainNo ratings yet
- Boiler Water TreatmentDocument50 pagesBoiler Water Treatmentak_thimiriNo ratings yet
- Determination of Scaling and Corrosion Tendencies of Water Through The Use of Langelier and Ryznar IndicesDocument5 pagesDetermination of Scaling and Corrosion Tendencies of Water Through The Use of Langelier and Ryznar IndicesAsma Sed0% (1)
- CPU FinalDocument23 pagesCPU Finalmkgchem0% (1)
- Co-Ordinated and Congruent Phosphate Treatment of Boiler WaterDocument3 pagesCo-Ordinated and Congruent Phosphate Treatment of Boiler WaterRavi Shankar0% (1)
- Carbohydrazide vs Hydrazine Oxygen Scavenger StudyDocument43 pagesCarbohydrazide vs Hydrazine Oxygen Scavenger StudyVinod SindhavNo ratings yet
- Cooling Water Treatment Advanced Training Course Cooling Water Treatment ... (Pdfdrive)Document266 pagesCooling Water Treatment Advanced Training Course Cooling Water Treatment ... (Pdfdrive)mohamed YaakoupNo ratings yet
- Chemistry in Power PlantDocument25 pagesChemistry in Power PlantAbhishek KumarNo ratings yet
- Cooling Water Chemistry: Specific Skills Training by Laeeq Ahmad RumiDocument31 pagesCooling Water Chemistry: Specific Skills Training by Laeeq Ahmad RumiIqbalAwais100% (1)
- Cooling Systems: Don'T Underestimate The Problems Caused by Condenser Tube LeaksDocument5 pagesCooling Systems: Don'T Underestimate The Problems Caused by Condenser Tube Leakspym1506gmail.comNo ratings yet
- RECOVERY BOILER WATER TREATMENT GUIDEDocument0 pagesRECOVERY BOILER WATER TREATMENT GUIDEak_thimiriNo ratings yet
- Boiler Cycle Control: Questions and AnswersDocument6 pagesBoiler Cycle Control: Questions and AnswersChanBoonChewNo ratings yet
- Boiler Water Chemistry: Korba Simulator 339Document12 pagesBoiler Water Chemistry: Korba Simulator 339Rakesh Kiran100% (1)
- Boiler Dissolved Oxygen ControlDocument12 pagesBoiler Dissolved Oxygen ControltrieuNo ratings yet
- Boiler Water Treatment FundamentalsDocument8 pagesBoiler Water Treatment FundamentalssauravsinhaaNo ratings yet
- Water Chemistry PDFDocument8 pagesWater Chemistry PDFalamNo ratings yet
- Ion Exchange Processes in Wastewater TreatmentDocument58 pagesIon Exchange Processes in Wastewater TreatmentSofia Vilaça100% (1)
- Boiler Water TreatmentDocument22 pagesBoiler Water TreatmentTarun Patel100% (1)
- Boiler Water ChemistryDocument63 pagesBoiler Water ChemistryDeepak JayNo ratings yet
- Prevent steam turbine scaling and fouling with water treatmentDocument10 pagesPrevent steam turbine scaling and fouling with water treatmentCarlos CarpioNo ratings yet
- Boiler-Water ChemistryDocument94 pagesBoiler-Water ChemistryPRAG100% (2)
- Boiler Feed Water and Its Treatments 1Document27 pagesBoiler Feed Water and Its Treatments 1Rahul AhujaNo ratings yet
- Power Plant Chemistry ContentsDocument230 pagesPower Plant Chemistry Contentssrinivas gillalaNo ratings yet
- Water Chemistry Aspects For Supercritical Unit: V Chandrasekharan Sr. Manager NTPC SipatDocument27 pagesWater Chemistry Aspects For Supercritical Unit: V Chandrasekharan Sr. Manager NTPC SipatMindy MillerNo ratings yet
- Boiler Water Treatment - WhyDocument53 pagesBoiler Water Treatment - Whymechetron100% (8)
- Boiler Water TreatmentDocument73 pagesBoiler Water Treatmentsantosh_rajuNo ratings yet
- Chemical Cleaning NPTIDocument39 pagesChemical Cleaning NPTISaravana Kumar100% (1)
- Diethyl Hydroxylamine As Oxygen Scavanger For Boiler Water TreatmentDocument10 pagesDiethyl Hydroxylamine As Oxygen Scavanger For Boiler Water TreatmentDvsrani AnbananthanNo ratings yet
- Measurement of PH Using Cationic Conductivity in Power PlantsDocument4 pagesMeasurement of PH Using Cationic Conductivity in Power PlantsUsMan ZaFarNo ratings yet
- Concentration Control of Silica in Water ChemicalDocument6 pagesConcentration Control of Silica in Water ChemicalLakshminarayanNo ratings yet
- Carryover in BoilerDocument2 pagesCarryover in Boilershan877No ratings yet
- Thermal Power Plant Water ChemistryDocument33 pagesThermal Power Plant Water ChemistryNAITIK100% (4)
- Phosphate Hideout: Questions and AnswersDocument4 pagesPhosphate Hideout: Questions and AnswersSivakumar Rajagopal100% (3)
- Boiler Silica Carry OverDocument18 pagesBoiler Silica Carry OverAslamNo ratings yet
- Condensate PolishingDocument5 pagesCondensate PolishingMd Suzon MahmudNo ratings yet
- Formula Development - Cooling Water Treatment - ScrantonDocument12 pagesFormula Development - Cooling Water Treatment - ScrantonΔημήτρης ΝαλμπάντηςNo ratings yet
- Cathotic ProtectionDocument5 pagesCathotic Protectionkrishna_swaroop99No ratings yet
- Basic Cooling Water Treatment Principles: GE Water and Process TechnologiesDocument47 pagesBasic Cooling Water Treatment Principles: GE Water and Process TechnologiesDevi100% (1)
- Boiler Water ChemistryDocument60 pagesBoiler Water ChemistryBhargav Chaudhari93% (14)
- Chemical Cleaning of Boilers With EDTADocument33 pagesChemical Cleaning of Boilers With EDTASACHIN PETKARNo ratings yet
- Boiler Water Treatment: Thermax Limited Chemical DivisionDocument53 pagesBoiler Water Treatment: Thermax Limited Chemical Divisionkcp1986100% (2)
- Silica RemovalDocument2 pagesSilica Removaladehriya100% (1)
- Role of Chemistry in Power PlantDocument42 pagesRole of Chemistry in Power Plantsevero97100% (1)
- Nitrite Based Corrosion Inhibitor For Chilled WaterDocument2 pagesNitrite Based Corrosion Inhibitor For Chilled WaterChillerCNo ratings yet
- HRSG Water ChemistryDocument83 pagesHRSG Water ChemistrynivasssvNo ratings yet
- Water Treatment - Overview Ion ExchangeDocument9 pagesWater Treatment - Overview Ion ExchangeAliAliNo ratings yet
- CONDENSATE CHEMISTRY CONTROL AND AIR IN LEAKAGEDocument18 pagesCONDENSATE CHEMISTRY CONTROL AND AIR IN LEAKAGEMuhammad AwaisNo ratings yet
- Total Water Management in Thermal Power StationsDocument8 pagesTotal Water Management in Thermal Power StationsSarah FrazierNo ratings yet
- Demineralization by Ion Exchange: In Water Treatment and Chemical Processing of Other LiquidsFrom EverandDemineralization by Ion Exchange: In Water Treatment and Chemical Processing of Other LiquidsRating: 4 out of 5 stars4/5 (2)
- 02-Effect of Water Impurities in BoilersDocument4 pages02-Effect of Water Impurities in BoilersBikas SahaNo ratings yet
- Boiler Water TreatmentDocument13 pagesBoiler Water TreatmentAisyah M YahyaNo ratings yet
- BOILER FEEDWATER REQUIREMENTSDocument4 pagesBOILER FEEDWATER REQUIREMENTSanghel_florin82No ratings yet
- Calculation BFWDocument22 pagesCalculation BFWDavid Lambert100% (1)
- Kuliah 2Document23 pagesKuliah 2Maritsya Dita Kurnia PutriNo ratings yet
- Final Advt Clerical 05-04-2016-17Document5 pagesFinal Advt Clerical 05-04-2016-17UploadingfilesNo ratings yet
- HoneywellZellwegerSystem57 5701ControlSystemManuelDocument213 pagesHoneywellZellwegerSystem57 5701ControlSystemManuelnivasssvNo ratings yet
- Technology and Processes at Barka-3 IPP PlantDocument2 pagesTechnology and Processes at Barka-3 IPP PlantnivasssvNo ratings yet
- X TH Eng - Title PDFDocument2 pagesX TH Eng - Title PDFnivasssvNo ratings yet
- Gas TurbineDocument18 pagesGas TurbinenivasssvNo ratings yet
- HRSGDocument4 pagesHRSGnivasssvNo ratings yet
- Generator LOGDocument3 pagesGenerator LOGnivasssvNo ratings yet
- Marley Cooling Tower Basics Marley PDFDocument4 pagesMarley Cooling Tower Basics Marley PDFnabilNo ratings yet
- Compact Static Frequency Converter DatasheetDocument2 pagesCompact Static Frequency Converter DatasheetYamin AliNo ratings yet
- HRSG Water ChemistryDocument83 pagesHRSG Water ChemistrynivasssvNo ratings yet
- SWIFT/Wire Transfer Form: Intermediary Bank Field 56 ADocument1 pageSWIFT/Wire Transfer Form: Intermediary Bank Field 56 AVenkata RamanaNo ratings yet
- PDFDocument5 pagesPDFAnonymous YMrtcrrNo ratings yet
- SGT5-4000F ApplicationOverviewDocument20 pagesSGT5-4000F ApplicationOverviewdeepakmurthy15No ratings yet
- SungGwang Co Profile: South Korea Piping ManufacturerDocument57 pagesSungGwang Co Profile: South Korea Piping ManufacturernivasssvNo ratings yet
- SEA WATER COOLING TOWER OPERATIONDocument32 pagesSEA WATER COOLING TOWER OPERATIONnivasssvNo ratings yet
- BOILING AND CONDENSATION: KEY CONCEPTSDocument19 pagesBOILING AND CONDENSATION: KEY CONCEPTSnivasssvNo ratings yet
- SGT5-4000F ApplicationOverviewDocument20 pagesSGT5-4000F ApplicationOverviewdeepakmurthy15No ratings yet
- R&AC Lecture 22Document37 pagesR&AC Lecture 22rchandra2473No ratings yet
- Understanding the Static Start System (LS2100Document60 pagesUnderstanding the Static Start System (LS2100nivasssvNo ratings yet
- JAL2Document71 pagesJAL2nivasssvNo ratings yet
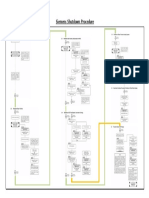
- Siemens Shutdown Procedure PDFDocument1 pageSiemens Shutdown Procedure PDFnivasssvNo ratings yet
- R&AC Lecture 22Document37 pagesR&AC Lecture 22rchandra2473No ratings yet
- Assistant - Engineers - Model Question - Paper PDFDocument22 pagesAssistant - Engineers - Model Question - Paper PDFAnonymous jb8Rrf1gNo ratings yet
- PID QuestionsDocument5 pagesPID QuestionsnivasssvNo ratings yet
- Star Comprehensive Insurance Policy PDFDocument16 pagesStar Comprehensive Insurance Policy PDFnivasssvNo ratings yet
- Cooling Tower Fundamentals PDFDocument117 pagesCooling Tower Fundamentals PDFsoumenhazraNo ratings yet
- Star Comprehensive Insurance Policy PDFDocument16 pagesStar Comprehensive Insurance Policy PDFnivasssvNo ratings yet
- Assistant - Engineers - Model Question - Paper PDFDocument22 pagesAssistant - Engineers - Model Question - Paper PDFAnonymous jb8Rrf1gNo ratings yet
- 11Document32 pages11nivasssvNo ratings yet
- MVD1000 Series Catalogue PDFDocument20 pagesMVD1000 Series Catalogue PDFEvandro PavesiNo ratings yet
- 2020 Book WorkshopOnFrontiersInHighEnerg PDFDocument456 pages2020 Book WorkshopOnFrontiersInHighEnerg PDFSouravDeyNo ratings yet
- (Class 8) MicroorganismsDocument3 pages(Class 8) MicroorganismsSnigdha GoelNo ratings yet
- TAX & DUE PROCESSDocument2 pagesTAX & DUE PROCESSMayra MerczNo ratings yet
- (Template) Grade 6 Science InvestigationDocument6 pages(Template) Grade 6 Science InvestigationYounis AhmedNo ratings yet
- The Relationship Between Family Background and Academic Performance of Secondary School StudentsDocument57 pagesThe Relationship Between Family Background and Academic Performance of Secondary School StudentsMAKE MUSOLININo ratings yet
- BICON Prysmian Cable Cleats Selection ChartDocument1 pageBICON Prysmian Cable Cleats Selection ChartMacobNo ratings yet
- Architectural PlateDocument3 pagesArchitectural PlateRiza CorpuzNo ratings yet
- Manila Pilots Association Immune from Attachment for Member's DebtDocument2 pagesManila Pilots Association Immune from Attachment for Member's DebtAngelic ArcherNo ratings yet
- The Effects of Cabergoline Compared To Dienogest in Women With Symptomatic EndometriomaDocument6 pagesThe Effects of Cabergoline Compared To Dienogest in Women With Symptomatic EndometriomaAnna ReznorNo ratings yet
- Labov-DIFUSÃO - Resolving The Neogrammarian ControversyDocument43 pagesLabov-DIFUSÃO - Resolving The Neogrammarian ControversyGermana RodriguesNo ratings yet
- 2019 Batch PapersDocument21 pages2019 Batch PaperssaranshjainworkNo ratings yet
- Faxphone l100 Faxl170 l150 I-Sensys Faxl170 l150 Canofax L250seriesDocument46 pagesFaxphone l100 Faxl170 l150 I-Sensys Faxl170 l150 Canofax L250seriesIon JardelNo ratings yet
- Summer Internship ReportDocument135 pagesSummer Internship Reportsonal chandra0% (1)
- The Five Laws of Light - Suburban ArrowsDocument206 pagesThe Five Laws of Light - Suburban Arrowsjorge_calvo_20No ratings yet
- 4AD15ME053Document25 pages4AD15ME053Yàshánk GøwdàNo ratings yet
- Important TemperatefruitsDocument33 pagesImportant TemperatefruitsjosephinNo ratings yet
- My PDSDocument16 pagesMy PDSRosielyn Fano CatubigNo ratings yet
- Administrative Law SyllabusDocument14 pagesAdministrative Law SyllabusKarl Lenin BenignoNo ratings yet
- February / March 2010Document16 pagesFebruary / March 2010Instrulife OostkampNo ratings yet
- SCMReport Group4 MilmaDocument10 pagesSCMReport Group4 MilmaJyotsna Gautam0% (1)
- Trang Bidv TDocument9 pagesTrang Bidv Tgam nguyenNo ratings yet
- Research Proposal by Efe Onomake Updated.Document18 pagesResearch Proposal by Efe Onomake Updated.efe westNo ratings yet
- Lost Temple of Forgotten Evil - Adventure v3 PDFDocument36 pagesLost Temple of Forgotten Evil - Adventure v3 PDFВячеслав100% (2)
- Microeconomics Study Guide for CA-CMA-CS ExamDocument14 pagesMicroeconomics Study Guide for CA-CMA-CS ExamCA Suman Gadamsetti75% (4)
- IB Theatre: The Ilussion of InclusionDocument15 pagesIB Theatre: The Ilussion of InclusionLazar LukacNo ratings yet
- Secondary Sources Works CitedDocument7 pagesSecondary Sources Works CitedJacquelineNo ratings yet
- Tata Hexa (2017-2019) Mileage (14 KML) - Hexa (2017-2019) Diesel Mileage - CarWaleDocument1 pageTata Hexa (2017-2019) Mileage (14 KML) - Hexa (2017-2019) Diesel Mileage - CarWaleMahajan VickyNo ratings yet
- hcpb7 v7r1Document2,296 pageshcpb7 v7r1Jose Gregorio Vivas LemusNo ratings yet
- CSR of Cadbury LTDDocument10 pagesCSR of Cadbury LTDKinjal BhanushaliNo ratings yet