You might also like
- Lista de exercícios de dinâmica sobre rotação e momento angularDocument1 pageLista de exercícios de dinâmica sobre rotação e momento angularHenry MorenoNo ratings yet
- Lista 3 Exercicios - DinamicaDocument1 pageLista 3 Exercicios - DinamicaHenry MorenoNo ratings yet
- Efluentes LíquidosDocument13 pagesEfluentes LíquidosHenry MorenoNo ratings yet
- Ventilação de sistemas de máquinas hidráulicasDocument70 pagesVentilação de sistemas de máquinas hidráulicasHenry MorenoNo ratings yet
- Produção mais limpa e avaliação do ciclo de vidaDocument14 pagesProdução mais limpa e avaliação do ciclo de vidaHenry MorenoNo ratings yet
- Dimensionamento de Bombas CentrífugasDocument2 pagesDimensionamento de Bombas CentrífugasHenry MorenoNo ratings yet
- Sistema de Gestão Ambiental e normas da série ISO 14000Document74 pagesSistema de Gestão Ambiental e normas da série ISO 14000Henry MorenoNo ratings yet
- Aula 2 Eng. QuimicaDocument10 pagesAula 2 Eng. QuimicaHenry MorenoNo ratings yet
- Aula 4 Eng. QuimicaDocument8 pagesAula 4 Eng. QuimicaHenry MorenoNo ratings yet
- Exercício Ma1Document8 pagesExercício Ma1Henry MorenoNo ratings yet
- Implantação do TPM em indústria gráficaDocument8 pagesImplantação do TPM em indústria gráficamnoleto4126No ratings yet
- QuestõesDocument1 pageQuestõesHenry MorenoNo ratings yet
- Materiais para tubulações industriais: seleção e propriedadesDocument37 pagesMateriais para tubulações industriais: seleção e propriedadesHenry MorenoNo ratings yet
- Lista Final ExerciciosDocument12 pagesLista Final ExerciciosHenry MorenoNo ratings yet
- FMCI - Cap 3Document66 pagesFMCI - Cap 3maiconpossattoNo ratings yet
- FMCI - Cap 2Document48 pagesFMCI - Cap 2borgestassioNo ratings yet
- FMCI - Cap 4Document41 pagesFMCI - Cap 4maiconpossattoNo ratings yet
- Seleção do Sistema de Medição IdealDocument34 pagesSeleção do Sistema de Medição IdealHenry MorenoNo ratings yet
- Fundamentos da Metrologia Científica e IndustrialDocument30 pagesFundamentos da Metrologia Científica e IndustrialborgestassioNo ratings yet
- Calibração de Sistemas de MediçãoDocument40 pagesCalibração de Sistemas de MediçãoCarlos Eduardo JungesNo ratings yet
- Tolerâncias Dimensionais em Conjuntos DinâmicosDocument150 pagesTolerâncias Dimensionais em Conjuntos DinâmicosGabrielNo ratings yet
- Notas de aula sobre metrologia e instrumentos de mediçãoDocument57 pagesNotas de aula sobre metrologia e instrumentos de mediçãojefersonpimentelNo ratings yet
- Aula 4 PaquimetroDocument35 pagesAula 4 PaquimetroHenry MorenoNo ratings yet
- Palestra Ufu 17 05 2011Document41 pagesPalestra Ufu 17 05 2011Antonio Carlos Gaspar JuniorNo ratings yet
- Sistemas de tolerâncias e ajustes mecânicosDocument40 pagesSistemas de tolerâncias e ajustes mecânicosewertonmorellato50% (2)
- Aula 3 ExerciciosDocument5 pagesAula 3 ExerciciosHenry MorenoNo ratings yet
- Estado de SuperficiesDocument83 pagesEstado de SuperficiesSilas MendesNo ratings yet
- Sistema de tolerâncias ISO para qualidade de trabalho em 18 classesDocument17 pagesSistema de tolerâncias ISO para qualidade de trabalho em 18 classesHenry MorenoNo ratings yet
- Aula 5 MicrometroDocument30 pagesAula 5 MicrometroHenry MorenoNo ratings yet
- Medição de ângulos com régua e mesa de senoDocument24 pagesMedição de ângulos com régua e mesa de senoHenry MorenoNo ratings yet
- Aposto e VocativoDocument3 pagesAposto e VocativoJessica VasconcelosNo ratings yet
- CatalogoDocument72 pagesCatalogoQue torcida é essa.No ratings yet
- Procedimentos para ensaio de viga de concreto protendidaDocument66 pagesProcedimentos para ensaio de viga de concreto protendidaLucasNo ratings yet
- Sistema tratamento efluentes residência 4 pessoasDocument3 pagesSistema tratamento efluentes residência 4 pessoasweber100% (1)
- A Vida de Uma Princesa Árabe Revela a Opressão das MulheresDocument144 pagesA Vida de Uma Princesa Árabe Revela a Opressão das MulheresMarcos Bezerra da CostaNo ratings yet
- Growth suplementos pagamentoDocument1 pageGrowth suplementos pagamentoEu sou o pai do YOUTUBENo ratings yet
- Relatório Financeiro 2022Document3 pagesRelatório Financeiro 2022Diogo FranciscoNo ratings yet
- A AMIZADE É MAGICA MODULO OP VFINAL - Por Onze#6904Document27 pagesA AMIZADE É MAGICA MODULO OP VFINAL - Por Onze#6904Thecla CoronataNo ratings yet
- Mutações dos Periquitos Australianos: Genética das CoresDocument10 pagesMutações dos Periquitos Australianos: Genética das CoresFarias100% (2)
- Apostila 02 - Educação Física-EJA-2º Bimestre - 2ºquadrimestre - FASE IXDocument2 pagesApostila 02 - Educação Física-EJA-2º Bimestre - 2ºquadrimestre - FASE IXBruna AuadNo ratings yet
- Características à vazio e de curto-circuito de máquinas síncronasDocument6 pagesCaracterísticas à vazio e de curto-circuito de máquinas síncronasCláudia FonsecaNo ratings yet
- Criar ConteúdoDocument62 pagesCriar ConteúdoDavidCamarinhaNo ratings yet
- Orgânica3 Hidrocarbonetos (Parte1)Document21 pagesOrgânica3 Hidrocarbonetos (Parte1)Lorenzo RamosNo ratings yet
- Síndrome do chicote: revisão sobre lesão por aceleração cervicalDocument5 pagesSíndrome do chicote: revisão sobre lesão por aceleração cervicalCatarina DiasNo ratings yet
- Trabalho Completo Ev154 MD1 Sa136 Id4319112021235951Document20 pagesTrabalho Completo Ev154 MD1 Sa136 Id4319112021235951LEAFAR ZAIDNo ratings yet
- Comunidades de Prática Na Educação Superior A DistânciaDocument4 pagesComunidades de Prática Na Educação Superior A DistânciakehrleNo ratings yet
- CO MUELLER - Bomba KSB 050-032-250 - Folha de DadosDocument6 pagesCO MUELLER - Bomba KSB 050-032-250 - Folha de DadosmarceloNo ratings yet
- l086dz FullDocument3 pagesl086dz FullluiztigrefreitasNo ratings yet
- Automatização residencial: projeto de instalação elétricaDocument14 pagesAutomatização residencial: projeto de instalação elétricaLucas MatosNo ratings yet
- Procedimento Operacional Padrão: TituloDocument7 pagesProcedimento Operacional Padrão: TituloDeyvid OliveiraNo ratings yet
- Triângulos - ClassificaçãoDocument21 pagesTriângulos - ClassificaçãoDanNo ratings yet
- Virtual Wi Fi Router Download BaixakiDocument8 pagesVirtual Wi Fi Router Download BaixakiPauloNo ratings yet
- SimposioANPEPP 2008Document178 pagesSimposioANPEPP 2008Hábilis Augusto BiazottoNo ratings yet
- Morte e Vida Severina de João CabralDocument28 pagesMorte e Vida Severina de João CabralAndré MoreiraNo ratings yet
- A concepção durkheimiana da regulação moral da economiaDocument20 pagesA concepção durkheimiana da regulação moral da economiaMatheus CostaNo ratings yet
- Lista de verificação para inclusão de arma por compra na indústria nacionalDocument1 pageLista de verificação para inclusão de arma por compra na indústria nacionalNet WalkerNo ratings yet
- Receção de HotelDocument117 pagesReceção de HotelBrielSilcaNo ratings yet
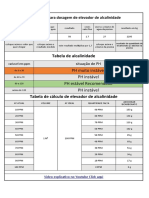
- Tabela de AlcalinidadeDocument1 pageTabela de AlcalinidadeedsonNo ratings yet
- Manual do Aluno Village Park DogDocument4 pagesManual do Aluno Village Park DogSadm SorocabaNo ratings yet