You might also like
- Accti I 004 Levantamientos TopograficosDocument11 pagesAccti I 004 Levantamientos Topograficosrolfe moralesNo ratings yet
- Actividad Modulo 3Document1 pageActividad Modulo 3tatiana tibasosaNo ratings yet
- Método de BishopDocument2 pagesMétodo de Bishoptatiana tibasosaNo ratings yet
- Actividad Modulo 3Document1 pageActividad Modulo 3tatiana tibasosaNo ratings yet
- Actividad Modulo 3Document1 pageActividad Modulo 3tatiana tibasosaNo ratings yet
- Proyecto Estabilidad de Taludes PR5+360: ProjectDocument1 pageProyecto Estabilidad de Taludes PR5+360: Projecttatiana tibasosaNo ratings yet
- Ejercicio de EstabilidadDocument5 pagesEjercicio de Estabilidadtatiana tibasosaNo ratings yet
- Estabilidad de Taludes - MUROS DE CONTENCIÓNDocument51 pagesEstabilidad de Taludes - MUROS DE CONTENCIÓNtatiana tibasosaNo ratings yet
- Maquinaria Equipo ConstruccionDocument82 pagesMaquinaria Equipo ConstruccionLeticia Gradiz80% (5)
- Escala SDocument5 pagesEscala Statiana tibasosaNo ratings yet
- Protocolos Seguridad ObraDocument11 pagesProtocolos Seguridad Obratatiana tibasosaNo ratings yet
- Laterita-Determinacion de La ResistenciaDocument31 pagesLaterita-Determinacion de La Resistenciatatiana tibasosa100% (1)
- Rendimiento de MaterialesDocument11 pagesRendimiento de Materialestatiana tibasosaNo ratings yet
- Escalas PDFDocument11 pagesEscalas PDFMiguel Risco IpanaqueNo ratings yet
- Diseño de Un EjeDocument16 pagesDiseño de Un Ejetatiana tibasosaNo ratings yet
- TRATAMIENTO2Document5 pagesTRATAMIENTO2tatiana tibasosaNo ratings yet
- Tratamiento 8Document4 pagesTratamiento 8tatiana tibasosaNo ratings yet
- Tratamiento 8Document4 pagesTratamiento 8tatiana tibasosaNo ratings yet
- Rellenos SanitarioDocument11 pagesRellenos Sanitariotatiana tibasosaNo ratings yet
- Tratamiento 7Document4 pagesTratamiento 7tatiana tibasosaNo ratings yet
- TRATAMIENTO2Document5 pagesTRATAMIENTO2tatiana tibasosaNo ratings yet
- Unidad 1.conceptos BásicoDocument25 pagesUnidad 1.conceptos Básicotatiana tibasosaNo ratings yet
- Ejercicio FlexibleDocument8 pagesEjercicio Flexibletatiana tibasosaNo ratings yet
- Procesos Unitarios y Plantas de TratamientoDocument47 pagesProcesos Unitarios y Plantas de TratamientoManuel Jesus Hernandez Quesada100% (1)
- Análisis de Estructuras - Proyecto Final (Método Matricial)Document18 pagesAnálisis de Estructuras - Proyecto Final (Método Matricial)tatiana tibasosaNo ratings yet
- SonovisoDocument4 pagesSonovisotatiana tibasosaNo ratings yet
- Laboratorio Fluidos 4Document4 pagesLaboratorio Fluidos 4tatiana tibasosaNo ratings yet
- Calidad Del AguaDocument20 pagesCalidad Del Aguatatiana tibasosaNo ratings yet
- Módulo Orientativo El Hecho Religioso y Por Qué Es Religioso El HombreDocument22 pagesMódulo Orientativo El Hecho Religioso y Por Qué Es Religioso El Hombretatiana tibasosaNo ratings yet
- Guia Estudio I Con RespuestasDocument9 pagesGuia Estudio I Con RespuestasDaniel NuñezNo ratings yet
- Informacion Conductores para TripticoDocument4 pagesInformacion Conductores para TripticoRooldaan RoldanNo ratings yet
- Ciclo Del AzufreDocument12 pagesCiclo Del AzufreMayli Milla AlegreNo ratings yet
- HOSPITAL BACA ORTIZ Exp. DeshidratacionDocument52 pagesHOSPITAL BACA ORTIZ Exp. Deshidratacionjavier patricio cando casanovaNo ratings yet
- Salazon y Curado de CarnesssssDocument13 pagesSalazon y Curado de CarnesssssMaritza Choque100% (1)
- Tec Farm - Supositorios - D D Flujo y PrevioDocument2 pagesTec Farm - Supositorios - D D Flujo y PrevioFernanda MartinezNo ratings yet
- Cemento, Agregados, Agua y AditivoDocument6 pagesCemento, Agregados, Agua y AditivoOscar NietoNo ratings yet
- ColumnaDocument6 pagesColumnaAnonymous RrPSjbwuNo ratings yet
- Dna DNRDocument4 pagesDna DNRCamila Vera AravenaNo ratings yet
- Monografia de Nuevos MaterialesDocument17 pagesMonografia de Nuevos MaterialesMarcos Huaman Araujo100% (1)
- Silabus de Quimica GeneralDocument4 pagesSilabus de Quimica Generalclaudia santacruzNo ratings yet
- Quino DiarDocument6 pagesQuino DiarjaimecafigueroaNo ratings yet
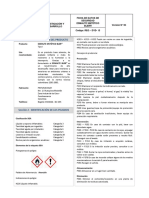
- Hoja de Datos de SeguridadDocument13 pagesHoja de Datos de SeguridadIvi HoylosNo ratings yet
- 10 PTAP IntegralDocument128 pages10 PTAP IntegralChristian Villena FernándezNo ratings yet
- Propiedades Reológicas de FluidosDocument21 pagesPropiedades Reológicas de FluidosTahic P100% (1)
- Investigacion Vegetarianismo PDFDocument161 pagesInvestigacion Vegetarianismo PDFkyorlleNo ratings yet
- Actividad Integradora, Etapa 3. Las Biomoléculas Del Hogar - Química II PDFDocument4 pagesActividad Integradora, Etapa 3. Las Biomoléculas Del Hogar - Química II PDFJacquelineNo ratings yet
- Fichade Seguridad Esmalte SinteticoDocument5 pagesFichade Seguridad Esmalte SinteticoFredy Miguel Ortiz IbanezNo ratings yet
- 13 05 17 Exp Tec CocinaDocument20 pages13 05 17 Exp Tec Cocinatomás quispeNo ratings yet
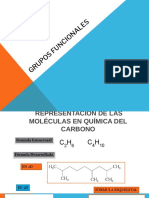
- Grupos Funcionales 2021Document28 pagesGrupos Funcionales 2021Mariela UriarteNo ratings yet
- Uso de Fibra de Estopa de Coco para Mejorar Las Propiedades Mecánicas Del ConcretoDocument18 pagesUso de Fibra de Estopa de Coco para Mejorar Las Propiedades Mecánicas Del ConcretoJuancarlos Lau AgurtoNo ratings yet
- Catalogo de ProductosDocument15 pagesCatalogo de ProductosWalterNo ratings yet
- Actividad 2 - Ingenieria de Los MaterialesDocument20 pagesActividad 2 - Ingenieria de Los MaterialesJuan David Silva RojanoNo ratings yet
- Nutrición en Las Diferentes Etapas de La VidaDocument27 pagesNutrición en Las Diferentes Etapas de La VidaGabrielaOjedaValencia50% (2)
- ES2273904T3Document11 pagesES2273904T3Maria PazNo ratings yet
- GCNails PreciosDocument104 pagesGCNails PreciosVictor AndradeNo ratings yet
- Metodos de Explotación Subterranea PDFDocument8 pagesMetodos de Explotación Subterranea PDFrominhominNo ratings yet
- IntroducciónDocument2 pagesIntroducciónCésar Augusto JuárezNo ratings yet
- Aceros y FundicionesDocument5 pagesAceros y FundicionesMa Angelica Torres AguilarNo ratings yet
- DEBER # 3 (2o Parcial) GASESDocument2 pagesDEBER # 3 (2o Parcial) GASESJosselyn OrdòñezNo ratings yet