You might also like
- TABLAS DE CHARLOTTE DDocument6 pagesTABLAS DE CHARLOTTE DDavid Ricardo Santos Canqui100% (12)
- TABLAS DE CHARLOTTE DDocument6 pagesTABLAS DE CHARLOTTE DDavid Ricardo Santos Canqui100% (12)
- Fundamentos Prácticos en Anestesiología y Reanimación - Cardiovascular y RespiratorioDocument401 pagesFundamentos Prácticos en Anestesiología y Reanimación - Cardiovascular y RespiratorioJhon Alva Silva100% (5)
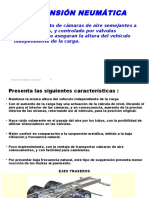
- Suspension NeumaticaDocument60 pagesSuspension NeumaticaJose Miguel Sajami100% (19)
- Vibraciones MecanicasDocument205 pagesVibraciones MecanicasHUGONo ratings yet
- Adobos y recetas del estilo llanero para restaurantesDocument5 pagesAdobos y recetas del estilo llanero para restaurantessergio cubillosNo ratings yet
- Monografia de ReservorioDocument16 pagesMonografia de ReservorioVivi Liz Alvino Mayta100% (6)
- Libro Bme2015 1 PDFDocument173 pagesLibro Bme2015 1 PDFPatricio Sanchez VeraNo ratings yet
- Libro Bme2015 1 PDFDocument173 pagesLibro Bme2015 1 PDFPatricio Sanchez VeraNo ratings yet
- Fuerzas Radiales - Bombas1 PDFDocument3 pagesFuerzas Radiales - Bombas1 PDFJorge Mario RodriguezNo ratings yet
- Ficha Seguridad 5 ExcavacionesDocument2 pagesFicha Seguridad 5 ExcavacionesDaniela Carolina Medina RubioNo ratings yet
- 2° Guía de Estudio Lengua 2TDocument33 pages2° Guía de Estudio Lengua 2TJorge Mario RodriguezNo ratings yet
- 2° 2023 Guía de Estudio SocialesDocument25 pages2° 2023 Guía de Estudio SocialesJorge Mario RodriguezNo ratings yet
- Metodologia Deteccion y Diagnostico de Fallas Mot Asincronico 9 PagDocument9 pagesMetodologia Deteccion y Diagnostico de Fallas Mot Asincronico 9 PagVictor Timana SilvaNo ratings yet
- Olefinas en El GLPDocument5 pagesOlefinas en El GLPJorge Mario RodriguezNo ratings yet
- Nreg 1Document264 pagesNreg 1Juan AndresNo ratings yet
- Ejemplos Reales VIBRACION PDFDocument19 pagesEjemplos Reales VIBRACION PDFJonny Bayas CordovaNo ratings yet
- Cajas de EngranesDocument3 pagesCajas de EngranesJorge Mario RodriguezNo ratings yet
- Bombas Con EngranesDocument1 pageBombas Con EngranesJorge Mario RodriguezNo ratings yet
- Análisis Vibrodinámico de Motores Eléctricos PDFDocument10 pagesAnálisis Vibrodinámico de Motores Eléctricos PDFDiego MonteroNo ratings yet
- Fuerzas Radiales - Bombas1 PDFDocument3 pagesFuerzas Radiales - Bombas1 PDFJorge Mario RodriguezNo ratings yet
- EJERCICIOESTEQUIODocument2 pagesEJERCICIOESTEQUIOJorge Mario RodriguezNo ratings yet
- Analisis VarianzaDocument104 pagesAnalisis VarianzaVictorJah Lion ContrerasNo ratings yet
- Ley 1014 EmprendimientoDocument9 pagesLey 1014 Emprendimientopaoeri100% (2)
- Evaluación y mejora continuaDocument6 pagesEvaluación y mejora continuaantuan136@gmail.com0% (1)
- Material Ejecucion PlanDocument20 pagesMaterial Ejecucion PlanOmar Ramirez OchoaNo ratings yet
- Guia Aprendizaje AA2 PDFDocument6 pagesGuia Aprendizaje AA2 PDFJorge Mario RodriguezNo ratings yet
- Material Planeacion Formativa-1 PDFDocument13 pagesMaterial Planeacion Formativa-1 PDFCarlos Jose Sibaja CardozoNo ratings yet
- Mod Calculo Diferencial UnadDocument258 pagesMod Calculo Diferencial UnadJames Eduardo Cuellar Gonzalez100% (1)
- Dic 2Document58 pagesDic 2Juan FcoNo ratings yet
- Naturaleza Del PetroleoDocument593 pagesNaturaleza Del PetroleoNico Vega100% (2)
- Determinantes de Slater 2Document2 pagesDeterminantes de Slater 2Jorge Mario RodriguezNo ratings yet
- ESTRATEGIAPEDCorr PDFDocument57 pagesESTRATEGIAPEDCorr PDFJorge Mario RodriguezNo ratings yet
- SP Stud 10 Oil WhirlingDocument20 pagesSP Stud 10 Oil WhirlingYimmy Alexander Parra MarulandaNo ratings yet
- Balances de MasaDocument3 pagesBalances de MasaJorge Mario RodriguezNo ratings yet
- Cuestionario Inducción Corporativa (1) - 1 PDFDocument2 pagesCuestionario Inducción Corporativa (1) - 1 PDFLeslyAnguloNo ratings yet
- Actividad de Aprendizaje II EJERCICIO TECNICAS DE CONTABILIDADDocument3 pagesActividad de Aprendizaje II EJERCICIO TECNICAS DE CONTABILIDADYAMIL RODRIGUEZNo ratings yet
- Resumen Del Libro - Gente Tóxica - de Bernardo StamateasDocument17 pagesResumen Del Libro - Gente Tóxica - de Bernardo StamateasTallarecords TallarínNo ratings yet
- Propagacion Por Yema AxilarDocument2 pagesPropagacion Por Yema AxilarJavier RamirezNo ratings yet
- CenagroDocument2 pagesCenagrojoshuadc89No ratings yet
- Tareas de Inglés 3er AñoDocument16 pagesTareas de Inglés 3er AñoJosé ManuelNo ratings yet
- Parásitos humanos y sus características morfológicasDocument33 pagesParásitos humanos y sus características morfológicaseorgalionNo ratings yet
- Enfermedades Cuidados Sistema ExcretorDocument3 pagesEnfermedades Cuidados Sistema ExcretorLuis ZanabriaNo ratings yet
- PrimerAmorNovelaValleCaucaDocument1 pagePrimerAmorNovelaValleCaucastefany leonNo ratings yet
- La importancia económica de la mastitis en la industria lecheraDocument8 pagesLa importancia económica de la mastitis en la industria lecheraFernando SanchenelliNo ratings yet
- 08 0874 MTDocument210 pages08 0874 MTMynor Rolando Perez GonzalezNo ratings yet
- Aborto SepticoDocument35 pagesAborto SepticoranwillsNo ratings yet
- Manual Prevencion de Riesgos LaboralesDocument10 pagesManual Prevencion de Riesgos LaboralesOlga Lucía Gallego LoaizaNo ratings yet
- Instalacion TurboDocument2 pagesInstalacion TurboemibenitezNo ratings yet
- Platos típicos de las regiones de Colombia: Pacífica, Andina, Amazónica, Orinoquia y CaribeDocument22 pagesPlatos típicos de las regiones de Colombia: Pacífica, Andina, Amazónica, Orinoquia y Caribelaura cantor0% (1)
- Examen Final de Procesamiento Digital de SeñalesDocument25 pagesExamen Final de Procesamiento Digital de SeñalesAndreeGarciaRuaNo ratings yet
- Raperu 75Document80 pagesRaperu 75kevin coquitoNo ratings yet
- Reparacion de Radio Cassette Con CDDocument10 pagesReparacion de Radio Cassette Con CDtomastoyotaNo ratings yet
- Componentes y funcionamiento del espectrofotómetroDocument2 pagesComponentes y funcionamiento del espectrofotómetroDaniela PerezNo ratings yet
- Caso Clinico IntervencionDocument6 pagesCaso Clinico Intervencioningrid orozcoNo ratings yet
- Fisiología Hematológica GuiaDocument20 pagesFisiología Hematológica GuiaDaniel TorresNo ratings yet
- Reporteec Ficharuc 10266863808 20220215170904Document3 pagesReporteec Ficharuc 10266863808 20220215170904Juvisa ConstruccionesNo ratings yet
- ConstitucionNacional 1957Document2 pagesConstitucionNacional 1957Kasey OwensNo ratings yet
- Bacterias AutótrofasDocument9 pagesBacterias AutótrofasLaura Clgl100% (2)
- Plan de Emergencia Sede Bethel Centro Agroecologico y Empresarial Sena 2013Document54 pagesPlan de Emergencia Sede Bethel Centro Agroecologico y Empresarial Sena 2013Sena Centro Agroecológico0% (1)