You might also like
- Limpieza y Acondicionamiento de TrigoDocument33 pagesLimpieza y Acondicionamiento de TrigoPaula Pérez100% (2)
- Procesamiento de cereales y molienda de trigo, arroz y maízDocument11 pagesProcesamiento de cereales y molienda de trigo, arroz y maízJoElizabeth Santana NaranjoNo ratings yet
- Victor Torija AF-U2Document10 pagesVictor Torija AF-U2Victor TorijaNo ratings yet
- Ver Videos Que Están en El Grupo para Saber Cual Es El Proceso de TodoDocument2 pagesVer Videos Que Están en El Grupo para Saber Cual Es El Proceso de TodoRaul Abraham Abrego CastrellónNo ratings yet
- El Proceso de Elaboración de Cerveza Comprende Las Siguientes EtapasDocument28 pagesEl Proceso de Elaboración de Cerveza Comprende Las Siguientes EtapasWashington Espirilla TorresNo ratings yet
- Etapas y equipos del proceso de harina de maízDocument9 pagesEtapas y equipos del proceso de harina de maízLuisismelNo ratings yet
- El Proceso de Harina Cruda de MaízDocument7 pagesEl Proceso de Harina Cruda de MaízWilmer HerreraNo ratings yet
- Etapas y Equipos Del Proceso de Harina de MaizDocument10 pagesEtapas y Equipos Del Proceso de Harina de MaizluzmargarciaNo ratings yet
- MaizDocument7 pagesMaizStefany Villa TapiaNo ratings yet
- Tipos de Harina - UncpDocument24 pagesTipos de Harina - Uncpewircito914564683% (24)
- Producción harina trigoDocument2 pagesProducción harina trigoDoménica Ortiz VegaNo ratings yet
- Tecnologia de MalteadoDocument16 pagesTecnologia de MalteadoIsis Salas ChavezNo ratings yet
- Etapas y Equipos Del ProcesoDocument29 pagesEtapas y Equipos Del ProcesoHizabob Haydee Prieto FernandezNo ratings yet
- Tecnología de La HarinaDocument8 pagesTecnología de La HarinaFarinango AlexsNo ratings yet
- Molienda y TamizadoDocument3 pagesMolienda y Tamizadoluis andresNo ratings yet
- Del trigo a la harina - Proceso de moliendaDocument6 pagesDel trigo a la harina - Proceso de moliendaErwin Mullisaca AlanocaNo ratings yet
- Separación magnética de trigo e impurezasDocument2 pagesSeparación magnética de trigo e impurezasale_bon0% (1)
- Informe de impactos ambientales de empresa agroindustrialDocument4 pagesInforme de impactos ambientales de empresa agroindustrialSandraLuciaNo ratings yet
- Descripcion Del Proceso de Manufactura Elegido (Con Diagrama de Flujo)Document6 pagesDescripcion Del Proceso de Manufactura Elegido (Con Diagrama de Flujo)Andrés YamilNo ratings yet
- Producción de Harina de TrigoDocument3 pagesProducción de Harina de Trigorock2312No ratings yet
- Proceso de fabricación de harina de trigoDocument6 pagesProceso de fabricación de harina de trigoJulissa CavaNo ratings yet
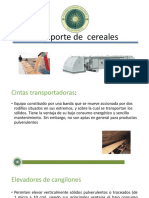
- Transporte de CerealesDocument32 pagesTransporte de CerealessakealemoyNo ratings yet
- Maquinaria moliendaDocument5 pagesMaquinaria moliendaJEFFERSON DAITON GOMEZ SHUPINGAHUANo ratings yet
- Almacenamiento y transporte de maíz para producción de harinaDocument10 pagesAlmacenamiento y transporte de maíz para producción de harinaNINOSKA GUERRERONo ratings yet
- Ampliación de la sección de molienda y cernido de trigoDocument34 pagesAmpliación de la sección de molienda y cernido de trigoSotomayor ReinaldoNo ratings yet
- 2.3. Molienda Del Trigo.Document69 pages2.3. Molienda Del Trigo.harley SastreNo ratings yet
- Molienda Del TrigoDocument20 pagesMolienda Del TrigoalejandraNo ratings yet
- Proceso de molienda de maíz en 8 etapasDocument4 pagesProceso de molienda de maíz en 8 etapascarlos sanchezNo ratings yet
- Limpieza Del Trigo2Document12 pagesLimpieza Del Trigo2zoilymarNo ratings yet
- Lab de Agro TrigoDocument12 pagesLab de Agro TrigoOmar MendozaNo ratings yet
- Conjunto de Operaciones Industriales Mediante Las Cuales Se Realizaran La Elaboración Del ArrozDocument26 pagesConjunto de Operaciones Industriales Mediante Las Cuales Se Realizaran La Elaboración Del ArrozElyn LauraNo ratings yet
- Métodos limpieza y acondicionamiento trigos blandosDocument2 pagesMétodos limpieza y acondicionamiento trigos blandosRoger BernalNo ratings yet
- Harina de QuinuaDocument16 pagesHarina de QuinuaMidori Cordero CcantoNo ratings yet
- Molinos de trigo: operaciones de moliendaDocument1 pageMolinos de trigo: operaciones de moliendaHilcia Ester Sagastume LopezNo ratings yet
- Diagrama de FlujoDocument4 pagesDiagrama de FlujoAbel Apaza FuentesNo ratings yet
- PILADO DE ARROZ: PROCESO DE OBTENCIÓN DEL ARROZ BLANCODocument8 pagesPILADO DE ARROZ: PROCESO DE OBTENCIÓN DEL ARROZ BLANCORoni Aguilar HuacchaNo ratings yet
- Practica2-Tecnologia 2 - Grupo MiercolesDocument15 pagesPractica2-Tecnologia 2 - Grupo MiercolesKATHERIN MILAGROS PUMA HANAMPANo ratings yet
- Aplicaciones MoliendaDocument5 pagesAplicaciones MoliendaEspartaco ForsetiNo ratings yet
- Practica 04 Lavado y Secado de CerealesDocument12 pagesPractica 04 Lavado y Secado de CerealesLyanne Vergara EspinozaNo ratings yet
- Seleccionadoras, Desgranadoras y TrilladorasDocument21 pagesSeleccionadoras, Desgranadoras y TrilladorasFabricio ArciniegaNo ratings yet
- Máquinas cosechadoras de cerealesDocument3 pagesMáquinas cosechadoras de cerealesShirley YagualNo ratings yet
- Cap 4 Balance de Materia y Energia en Elaboracion de HarinasDocument34 pagesCap 4 Balance de Materia y Energia en Elaboracion de HarinasHugo Ulises Moscoso78% (9)
- Tarea 2 CerealesDocument2 pagesTarea 2 CerealesFenomeno7No ratings yet
- Diagrama de Proceso de Pilado de ArrozDocument3 pagesDiagrama de Proceso de Pilado de ArrozLESLY EVELYN TIRADO MEDINA100% (1)
- La Elaboración de Harina de TrigoDocument3 pagesLa Elaboración de Harina de TrigoMaria Ruiz ArteagaNo ratings yet
- Molienda seca y tamizado de cerealesDocument9 pagesMolienda seca y tamizado de cerealesCindy Arrieta MonzalvoNo ratings yet
- Molino de harina: flujo del proceso de moliendaDocument7 pagesMolino de harina: flujo del proceso de moliendasau_tkdNo ratings yet
- Pilado de Arroz IntroducciónDocument5 pagesPilado de Arroz IntroducciónNicole ButronNo ratings yet
- Procesamiento Industrial Del ArrozDocument21 pagesProcesamiento Industrial Del ArrozPaola Robles VásquezNo ratings yet
- El TRIGODocument8 pagesEl TRIGOLuisCamargoUrrutiaNo ratings yet
- La Molienda Del Trigo Tiene Como Fin Separar El Endospermo Del Salvado y Del GermenDocument12 pagesLa Molienda Del Trigo Tiene Como Fin Separar El Endospermo Del Salvado y Del GermenRonald Caceres CandiaNo ratings yet
- Molinos de trigoDocument16 pagesMolinos de trigoaralizNo ratings yet
- Reutilización de aguas residuales en la industria azucarera y AlcoholeraFrom EverandReutilización de aguas residuales en la industria azucarera y AlcoholeraNo ratings yet
- Fabricación de granulados de corcho en plancha. MAMA0109From EverandFabricación de granulados de corcho en plancha. MAMA0109No ratings yet
- MF0715_1 - Operaciones auxiliares de mantenimiento de instalaciones y manejo de maquinaria y equipos en explotaciones ganaderasFrom EverandMF0715_1 - Operaciones auxiliares de mantenimiento de instalaciones y manejo de maquinaria y equipos en explotaciones ganaderasNo ratings yet
- UF0285 - Tratamiento de residuos urbanos o municipales.From EverandUF0285 - Tratamiento de residuos urbanos o municipales.No ratings yet
- Preparación del terreno para la instalación de infraestructuras, siembra y plantación de cultivos herbáceos. AGAC0108From EverandPreparación del terreno para la instalación de infraestructuras, siembra y plantación de cultivos herbáceos. AGAC0108No ratings yet
- UF0381 - Documentación técnica para la gestión de equipos y maquinarias de gestión de recusos humanosFrom EverandUF0381 - Documentación técnica para la gestión de equipos y maquinarias de gestión de recusos humanosNo ratings yet
- Muerte y Duelo DefinitivaDocument4 pagesMuerte y Duelo DefinitivaFarid TalgierNo ratings yet
- LA GUADALUPANA, UNA INTERPRETACIOìN PSICOANALIìTICADocument19 pagesLA GUADALUPANA, UNA INTERPRETACIOìN PSICOANALIìTICAVALERIA AGUILARNo ratings yet
- Doctrinas ÉticasDocument6 pagesDoctrinas ÉticasGonzalo FloresNo ratings yet
- Apunte Termodinamica - ASIMOV 06 - Resumen de FormulasDocument17 pagesApunte Termodinamica - ASIMOV 06 - Resumen de FormulasDelfina100% (1)
- Casillas-Plano Estructural2Document1 pageCasillas-Plano Estructural2Antonio Gómez OrtizNo ratings yet
- Programa Aulas Emocionalmente Seguras: Una Apuesta Por Fortalecer La Docencia Desde Lo HumanoDocument14 pagesPrograma Aulas Emocionalmente Seguras: Una Apuesta Por Fortalecer La Docencia Desde Lo HumanoHakuna MatataNo ratings yet
- Teoria Tema 1Document21 pagesTeoria Tema 1Elisa SanlésNo ratings yet
- Macronutriente y MicronutrienteDocument11 pagesMacronutriente y MicronutrienteAron Martinez TorresNo ratings yet
- Puente peatonal Avenida Murillo VidalDocument9 pagesPuente peatonal Avenida Murillo VidalRuben Xavier Hernandez SanchezNo ratings yet
- La IbericaDocument3 pagesLa IbericapilarNo ratings yet
- EjerciciosDocument2 pagesEjerciciosSarai LozanoNo ratings yet
- Practica 1 Observación de Formas VegetalesDocument21 pagesPractica 1 Observación de Formas VegetalesLUIS DANIEL CABRERA VEGANo ratings yet
- Entrevista con la Santa Muerte: Soy la continuación de la vidaDocument7 pagesEntrevista con la Santa Muerte: Soy la continuación de la vidaCYBER KONEJO'sNo ratings yet
- Precios máximos de gasolinas y diesel julio 2016Document35 pagesPrecios máximos de gasolinas y diesel julio 2016Fernando Martinez BravoNo ratings yet
- Chackiel América Latina Hacia Una Población Decreciente y EnvejecidaDocument35 pagesChackiel América Latina Hacia Una Población Decreciente y EnvejecidaJorge GauerhofNo ratings yet
- Arquitectura Barroco en BrasilDocument103 pagesArquitectura Barroco en Brasiljose luis copa lopez71% (7)
- Liofilización de alimentos: congelación, secado y almacenamientoDocument2 pagesLiofilización de alimentos: congelación, secado y almacenamientoANGHELO STEFFANO PAREDES GUTIERREZNo ratings yet
- Infome ElectricidadDocument44 pagesInfome ElectricidadTellez Erik100% (1)
- Utesa virtual Asignación 7 Química orgánica I. Hidrocarburos aromáticosDocument7 pagesUtesa virtual Asignación 7 Química orgánica I. Hidrocarburos aromáticosAriamna Mercado Vidal0% (1)
- Codificación Del SonidoDocument3 pagesCodificación Del SonidoCarlos Alfonso SerapioNo ratings yet
- Cuestionario Sobre Doctrina de Dios y Declaraciones DoctrinalesDocument14 pagesCuestionario Sobre Doctrina de Dios y Declaraciones DoctrinalesArturo Cordova FloresNo ratings yet
- Guia1movimientoarmnicosimple 140424160352 Phpapp01Document2 pagesGuia1movimientoarmnicosimple 140424160352 Phpapp01Nory VergaraNo ratings yet
- Monografía EmprendimientoDocument20 pagesMonografía EmprendimientoChristian Vicente Arzapalo IncheNo ratings yet
- Recolección de datos clave para el diagnóstico de paciente politraumatizadoDocument7 pagesRecolección de datos clave para el diagnóstico de paciente politraumatizadoMarco Chamorro100% (1)
- Caldera Gas Oil CondensacionDocument16 pagesCaldera Gas Oil Condensacion0BALSENo ratings yet
- 63 Pares Biomagneticos Emocionales GraficadosDocument15 pages63 Pares Biomagneticos Emocionales GraficadosPablo Carrasco75% (40)
- Carrera Ingeniería Comercial Tesis de GradoDocument164 pagesCarrera Ingeniería Comercial Tesis de GradoTeddy CuellarNo ratings yet
- Principios y Normas Técnicas de Diseño para Vivienda Económica en Ciudad Del CarmenDocument115 pagesPrincipios y Normas Técnicas de Diseño para Vivienda Económica en Ciudad Del Carmen6804No ratings yet
- Msds Black JackDocument5 pagesMsds Black JackJuan Camilo Muete RestrepoNo ratings yet
- Moana y El Viaje Del HéroeDocument23 pagesMoana y El Viaje Del HéroeAlejandro Tébar Ochoa100% (1)