You might also like
- Process Industry Practices Piping: Pip Pnsmv005 Carbon Steel Check Valve DescriptionsDocument25 pagesProcess Industry Practices Piping: Pip Pnsmv005 Carbon Steel Check Valve DescriptionsRicardo Zárate GodinezNo ratings yet
- Pip PNSMV005Document25 pagesPip PNSMV005romerobernaNo ratings yet
- PIP VESHP001-Mar. 2017 Hairpin Heat Exchanger SpecificationDocument17 pagesPIP VESHP001-Mar. 2017 Hairpin Heat Exchanger SpecificationAlina Paula OpreaNo ratings yet
- PIP - CS Gate Valve DescriptionsDocument22 pagesPIP - CS Gate Valve Descriptionsgbuckley9630100% (1)
- PN01CS1B02Document5 pagesPN01CS1B02ger80100% (1)
- PN03CL1S01Document4 pagesPN03CL1S01Amreusit SaschimbnumeleNo ratings yet
- Process Industry Practices PipingDocument5 pagesProcess Industry Practices Pipingalberto rodriguezNo ratings yet
- 01SA0S02Document5 pages01SA0S02raobabar21No ratings yet
- 01NC0B02Document4 pages01NC0B02raobabar21No ratings yet
- PIP PNSM0001 - Piping Line Class Design at or SystemDocument20 pagesPIP PNSM0001 - Piping Line Class Design at or SystemKusnadi100% (1)
- PIP PNCM0002 Piping Material SpecificationDocument9 pagesPIP PNCM0002 Piping Material Specificationbollascribd100% (1)
- 01SD1B01Document5 pages01SD1B01Jhonny RinconesNo ratings yet
- Class 1CB2S01 (Pip PN01CB2S01 - 2005)Document6 pagesClass 1CB2S01 (Pip PN01CB2S01 - 2005)Zvonko BešlićNo ratings yet
- Pfi Es-5 2002Document2 pagesPfi Es-5 2002bayu212100% (1)
- Piping Material Specification 1SA0S04Document5 pagesPiping Material Specification 1SA0S04Irfan IsmailNo ratings yet
- PUMA - Piping ClassesDocument256 pagesPUMA - Piping ClassesBilel Mahjoub100% (1)
- Process Industry Practices PipingDocument5 pagesProcess Industry Practices PipingAmreusit SaschimbnumeleNo ratings yet
- 01SD1B02Document5 pages01SD1B02raobabar21No ratings yet
- 01CB2S01Document6 pages01CB2S01raobabar21No ratings yet
- Process Industry Practices Piping: Pip Pndmv003 Gate Valve Data Sheet and Standard TermsDocument10 pagesProcess Industry Practices Piping: Pip Pndmv003 Gate Valve Data Sheet and Standard TermsromerobernaNo ratings yet
- Class 1CJ1S01 (Pip PN01CJ1S01 - 2007)Document4 pagesClass 1CJ1S01 (Pip PN01CJ1S01 - 2007)Zvonko BešlićNo ratings yet
- PNDMV008Document10 pagesPNDMV008ermusatNo ratings yet
- 01PV0C01Document4 pages01PV0C01raobabar21No ratings yet
- PNSMV046Document8 pagesPNSMV046Mehrdad HosseinzadehNo ratings yet
- PNCM0004Document8 pagesPNCM0004sprotkarNo ratings yet
- PNSM0110Document16 pagesPNSM0110sprotkar100% (1)
- 01SD0J01Document5 pages01SD0J01raobabar21No ratings yet
- PN06CB1S01 PDFDocument5 pagesPN06CB1S01 PDFpololamkaNo ratings yet
- Pipeline Nomenclature PDFDocument18 pagesPipeline Nomenclature PDFphenkNo ratings yet
- PIP PNEM0001 - Piping Service Index PDFDocument5 pagesPIP PNEM0001 - Piping Service Index PDFpreemee100% (1)
- Reec001 PDFDocument32 pagesReec001 PDFallouche_abdNo ratings yet
- Pip PNSM0105Document6 pagesPip PNSM0105romerobernaNo ratings yet
- Process Industry Practices Piping: Pip Pndmv006 Ball Valve Data Sheet and Standard TermsDocument11 pagesProcess Industry Practices Piping: Pip Pndmv006 Ball Valve Data Sheet and Standard TermsermusatNo ratings yet
- PN01LP0F01Document4 pagesPN01LP0F01Saitama211 OnepunchmanNo ratings yet
- PIP P L CM0001 Pipeline Systems NomenclatureDocument18 pagesPIP P L CM0001 Pipeline Systems Nomenclatureivanov5559No ratings yet
- PNSC0036 (1) InstallationDocument13 pagesPNSC0036 (1) InstallationGerryNo ratings yet
- Process Industry Practices Piping: Pip Pndmv005 Check Valve Data Sheet and Standard TermsDocument10 pagesProcess Industry Practices Piping: Pip Pndmv005 Check Valve Data Sheet and Standard TermsermusatNo ratings yet
- PNSMV026Document26 pagesPNSMV026Philippe AlexandreNo ratings yet
- PN50SD0L01 2015Document4 pagesPN50SD0L01 2015romerobernaNo ratings yet
- Hydrogen ServiceDocument15 pagesHydrogen Servicejharsh87No ratings yet
- MSS SP 95Document16 pagesMSS SP 95JUAN DAVID GOMEZ PATIÑONo ratings yet
- 01CS1B01Document4 pages01CS1B01Muhammad Farukh ManzoorNo ratings yet
- PIP PN03SD0B02 Piping Material Specification 3SD0B02 Class 300, 316/316L Stainless Steel, Butt Weld, 0.000 C.A., Process (PTFE Packing/Gaskets)Document5 pagesPIP PN03SD0B02 Piping Material Specification 3SD0B02 Class 300, 316/316L Stainless Steel, Butt Weld, 0.000 C.A., Process (PTFE Packing/Gaskets)César SantanaNo ratings yet
- Process Industry Practices Piping: Pip Pndmv004 Globe Valve Data Sheet and Standard TermsDocument10 pagesProcess Industry Practices Piping: Pip Pndmv004 Globe Valve Data Sheet and Standard TermsromerobernaNo ratings yet
- PIP PNC00002 Abbreviated Piping Terms and AcronymsDocument7 pagesPIP PNC00002 Abbreviated Piping Terms and AcronymsFrancisco José Hernández GómezNo ratings yet
- Welker 2Document2 pagesWelker 2faradbNo ratings yet
- Process Industry Practices PipingDocument5 pagesProcess Industry Practices Pipingabdo samadNo ratings yet
- Process Industry Practices Piping: PIP PNFS0001 Pipe Supports DetailsDocument167 pagesProcess Industry Practices Piping: PIP PNFS0001 Pipe Supports DetailsromerobernaNo ratings yet
- Pip Resp73h-97 (1991)Document31 pagesPip Resp73h-97 (1991)Darren KamNo ratings yet
- PIP PNE00002 Piping Material Specification Selection, Development, and Application GuidelinesDocument17 pagesPIP PNE00002 Piping Material Specification Selection, Development, and Application Guidelinespreemee100% (3)
- PIP Piping Material SpecificationDocument9 pagesPIP Piping Material SpecificationCal100% (3)
- Pip Resp003v 1997Document47 pagesPip Resp003v 1997zufriateguiNo ratings yet
- PIP PNSMV034 Bronze and Iron Globe Valve Descriptions (2004)Document6 pagesPIP PNSMV034 Bronze and Iron Globe Valve Descriptions (2004)Maksim.em001No ratings yet
- Pip SupportDocument167 pagesPip SupportCristian DehnNo ratings yet
- Process Industry Practices Electrical: Pip Eleha01 Engineering Guide For Determining Electrical Area ClassificationDocument21 pagesProcess Industry Practices Electrical: Pip Eleha01 Engineering Guide For Determining Electrical Area Classificationhrol31060No ratings yet
- Process Industry Practices Process Control: Pip Pcili100 Level Transmitter Installation DetailsDocument14 pagesProcess Industry Practices Process Control: Pip Pcili100 Level Transmitter Installation DetailsEr Bishwonath ShahNo ratings yet
- PIP - Specification For Small Pressure Vessels and Heat ExchangersDocument12 pagesPIP - Specification For Small Pressure Vessels and Heat ExchangersPRESIDENCIA SEVIGEANo ratings yet
- PIP VEDTA003 Atmospheric Storage Tank Data SheetDocument7 pagesPIP VEDTA003 Atmospheric Storage Tank Data SheetPRESIDENCIA SEVIGEANo ratings yet
- PIP PNE00003 Process Unit and Offsites Layout GuideDocument23 pagesPIP PNE00003 Process Unit and Offsites Layout GuideJhonny RinconesNo ratings yet
- Process Industry Practices PipingDocument5 pagesProcess Industry Practices PipingVania Navarro CárdenasNo ratings yet
- Water Flow Rates For Pipe Sizes With Excel Formulas, Using The Hazen Williams FormulaDocument5 pagesWater Flow Rates For Pipe Sizes With Excel Formulas, Using The Hazen Williams FormulaWilfrid DutruelNo ratings yet
- 2 - FLDS 385 Chapter 2 Principles of HydraulicsDocument47 pages2 - FLDS 385 Chapter 2 Principles of HydraulicsAvneet MultaniNo ratings yet
- Spare Part MCC RedDocument6 pagesSpare Part MCC RedOkan KalendarNo ratings yet
- Fundamentals of Pipeline DesignDocument27 pagesFundamentals of Pipeline DesignFazlul Karim AkashNo ratings yet
- Concic and Concentric Reducer Standard SizesDocument2 pagesConcic and Concentric Reducer Standard SizesRaheel Neo AhmadNo ratings yet
- Fluid Mechanics ReportDocument10 pagesFluid Mechanics ReportLukasi DeoneNo ratings yet
- CCI Скороc Кинетич Энерг Рабоч Сред Регулир Трим Control Valve Trim Fluid Kinetic Energy Velocity 2007Document9 pagesCCI Скороc Кинетич Энерг Рабоч Сред Регулир Трим Control Valve Trim Fluid Kinetic Energy Velocity 2007derbyolaNo ratings yet
- Fluid Mechanics Formula SheetDocument1 pageFluid Mechanics Formula SheetVashish RamrechaNo ratings yet
- Gas Dynamics-Nozzles and DiffusersDocument23 pagesGas Dynamics-Nozzles and DiffusersRahulNo ratings yet
- Technical Data Sheet: Hydrant Stand Post With Pumper ConnectionDocument2 pagesTechnical Data Sheet: Hydrant Stand Post With Pumper ConnectionSANJOY BASUNo ratings yet
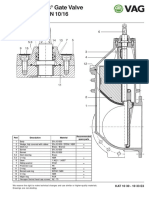
- Vag Ekoplus Gate Valve: DN 350... 400 PN 10/16Document2 pagesVag Ekoplus Gate Valve: DN 350... 400 PN 10/16winston11No ratings yet
- U S 8 PDFDocument91 pagesU S 8 PDFJose BenachesNo ratings yet
- Boundary Layer Velocity ProfileDocument19 pagesBoundary Layer Velocity ProfileSabir Ahmed100% (1)
- Relief Valve Sizing - FireDocument2 pagesRelief Valve Sizing - Firevlcmstne04No ratings yet
- Pipes, Tubes, Fittings, FlangesDocument121 pagesPipes, Tubes, Fittings, FlangesCarl Jones100% (2)
- Jagad Guru Kripalu Parishat Vrindavan July 2019Document3 pagesJagad Guru Kripalu Parishat Vrindavan July 2019Rabindra SinghNo ratings yet
- Gas Pipeline Hydrodynamic Analysis Based On Beggs-Brill CorrelationDocument7 pagesGas Pipeline Hydrodynamic Analysis Based On Beggs-Brill CorrelationsriadelilaNo ratings yet
- Centrifugal Pump ExcelDocument13 pagesCentrifugal Pump ExcelnelsonNo ratings yet
- 100 Email TricksDocument136 pages100 Email TricksFrodoNo ratings yet
- Type Test NoticeDocument5 pagesType Test Noticearbor02No ratings yet
- Air Craft Hydraulic SystemDocument25 pagesAir Craft Hydraulic SystemHabeeb Al JilaniNo ratings yet
- SD 8 eDocument16 pagesSD 8 eseaqu3stNo ratings yet
- Prism Hydraulics Pvt. LTD: 2 - Way Flow Control Valve Model: 2FcvDocument2 pagesPrism Hydraulics Pvt. LTD: 2 - Way Flow Control Valve Model: 2FcvAnonymous eLOoTenWvQNo ratings yet
- Istilah-Istilah Dalam Drilling Day ReportDocument4 pagesIstilah-Istilah Dalam Drilling Day ReportAdventhy RyaNo ratings yet
- Hyd& PneumaticsDocument18 pagesHyd& PneumaticssathishNo ratings yet
- ARO Flo 1000 SeriesDocument11 pagesARO Flo 1000 SeriesEliasNo ratings yet
- Steel PipeDocument186 pagesSteel PipeMarti H JNo ratings yet
- B RA-620356 003 B 963 C204: NotesDocument1 pageB RA-620356 003 B 963 C204: NotesmuthuvelaaNo ratings yet
- 290-PSV-2930 Pressure Relief Valve Roma Fig 161 80mmDocument1 page290-PSV-2930 Pressure Relief Valve Roma Fig 161 80mmStuart MaleNo ratings yet
- Info Calculation Pipe Line SizingDocument8 pagesInfo Calculation Pipe Line Sizingrasnowmah2012No ratings yet