You might also like
- Steam Jet Spindle Operated ThermocompressorDocument3 pagesSteam Jet Spindle Operated ThermocompressorjfejfeNo ratings yet
- Writing - English: Book - 1Document28 pagesWriting - English: Book - 1latest TollyzoneNo ratings yet
- Toaz - Info Book 4 Ramus Institute of Spoken English PRDocument24 pagesToaz - Info Book 4 Ramus Institute of Spoken English PRVenkat VNo ratings yet
- Contractions - Short forms of verbs and pronounsDocument12 pagesContractions - Short forms of verbs and pronounspsk01No ratings yet
- H Ebr Own Noses and Gets OnDocument4 pagesH Ebr Own Noses and Gets OnBANDI N BHARADWAJNo ratings yet
- Quran Bhavamrutham TeluguDocument358 pagesQuran Bhavamrutham Teluguafzalmohammed100% (1)
- Operator/Supervisor Consent Form For Registrar & EA: TH THDocument2 pagesOperator/Supervisor Consent Form For Registrar & EA: TH THANGAD YADAV0% (1)
- ENG11Document45 pagesENG11Suresh SV100% (2)
- Ebara Centrifugal End Suction Volute Pump - FSADocument4 pagesEbara Centrifugal End Suction Volute Pump - FSAGeorge CobraNo ratings yet
- SVR Academy: Test - 1Document14 pagesSVR Academy: Test - 1ratnabhaskar.aravelliNo ratings yet
- History and Development of ComputersDocument95 pagesHistory and Development of ComputersDion James LlacunaNo ratings yet
- 570-T With DiagramDocument2 pages570-T With DiagramEzzat Sev100% (2)
- Fun Mentals of Java in Telugu LanguageDocument22 pagesFun Mentals of Java in Telugu LanguageRajesh KannaNo ratings yet
- InstrumentationDocument3 pagesInstrumentationdesignselvaNo ratings yet
- Simhachalam Chandana Deeksha Rules & Pooja SystemDocument23 pagesSimhachalam Chandana Deeksha Rules & Pooja SystemAdinarayana100% (2)
- Hearty Welcome to Ramu’s Spoken English Through TeluguDocument8 pagesHearty Welcome to Ramu’s Spoken English Through TelugurameshNo ratings yet
- April (2011) - 638to640 - Spoken English/Eenadu/PratibhaDocument3 pagesApril (2011) - 638to640 - Spoken English/Eenadu/PratibhaSridevi Voduru100% (3)
- Sony HCD Wz5Document46 pagesSony HCD Wz5dhanysiregarNo ratings yet
- TeluguDocument35 pagesTelugusrinivasNo ratings yet
- Mitsubishi Air ConditionerDocument68 pagesMitsubishi Air ConditionerbrianatburleighNo ratings yet
- Simple, Compound & Complex SentencesDocument16 pagesSimple, Compound & Complex SentencesASH TV100% (1)
- Direct & Indirect SpeechDocument64 pagesDirect & Indirect SpeechAjayNo ratings yet
- DSP ArchitectureDocument50 pagesDSP ArchitectureNayan SenNo ratings yet
- Patanjali Yoga Sutra Telugu 3Document3 pagesPatanjali Yoga Sutra Telugu 3Ram Sasanka ParupudiNo ratings yet
- Pratibha707 710Document4 pagesPratibha707 710BANDI N BHARADWAJNo ratings yet
- J-Series IM20140521E TornilloDocument210 pagesJ-Series IM20140521E TornilloFernando David RamirezNo ratings yet
- HINDUSTAN OIL EXPLORATION COMPANY LIMITED RFP FOR DIROK FIELD GAS SALEDocument20 pagesHINDUSTAN OIL EXPLORATION COMPANY LIMITED RFP FOR DIROK FIELD GAS SALEDimple SinghNo ratings yet
- Process Flow Diags Study - Ver2Document9 pagesProcess Flow Diags Study - Ver2Sergey KorenevskiyNo ratings yet
- Spoken English 116 To 125Document10 pagesSpoken English 116 To 125sv swamy100% (1)
- Capricorn Controls ASM720PE Micro-processor based Auto Start ModuleDocument4 pagesCapricorn Controls ASM720PE Micro-processor based Auto Start Moduledargom salamanNo ratings yet
- Telugu Offline Conent PDFDocument200 pagesTelugu Offline Conent PDFJagadeesh Majji33% (3)
- Compressor Divider Block InstructionDocument19 pagesCompressor Divider Block InstructionDibyendu ChakrabortyNo ratings yet
- (Paper) (Balancing of Integral Gear-Driven Centrifugal Compressors)Document8 pages(Paper) (Balancing of Integral Gear-Driven Centrifugal Compressors)aref_tmuNo ratings yet
- Everything You Need to Know About Shaping Machines and Scotch Yoke MechanismsDocument36 pagesEverything You Need to Know About Shaping Machines and Scotch Yoke Mechanismsvijay vijay33% (3)
- MAN 00173 Xylo mHAWK Wiring ManualDocument147 pagesMAN 00173 Xylo mHAWK Wiring ManualEduardo Antonio Barria OjedaNo ratings yet
- Dynamic Simulation - Steam SystemDocument11 pagesDynamic Simulation - Steam SystemDicky Wahyu PerdianNo ratings yet
- Manual Técnico Aire Acondicionado Mitsubishi Electric MSZ-GEDocument48 pagesManual Técnico Aire Acondicionado Mitsubishi Electric MSZ-GElucasNo ratings yet
- 57-606.9 Eclipse Model 706 Hart Io 1 PDFDocument108 pages57-606.9 Eclipse Model 706 Hart Io 1 PDFAbdul Shaharlal ENo ratings yet
- Capillary Tube Inst-Tubing PDFDocument4 pagesCapillary Tube Inst-Tubing PDFEduardoNo ratings yet
- Mar ('09) - 1to 5 - Spoken English/Eenadu/PratibhaDocument5 pagesMar ('09) - 1to 5 - Spoken English/Eenadu/PratibhaSridevi Voduru0% (1)
- An Internship Report On Diesel Power Plant of Liz Fashion Industry LimitedDocument42 pagesAn Internship Report On Diesel Power Plant of Liz Fashion Industry LimitedSunday Joy LaduNo ratings yet
- Section 3 Gas Turbines Start SystemsDocument14 pagesSection 3 Gas Turbines Start SystemsPodeh AspriyantoNo ratings yet
- TEM Balances Thrust in PumpsDocument6 pagesTEM Balances Thrust in Pumpsxsi666No ratings yet
- Calibrating BFP Turbine Expansion SensorsDocument9 pagesCalibrating BFP Turbine Expansion Sensorsnaresh977977No ratings yet
- HP 3PAR HP-UX Implementation Guide PDFDocument51 pagesHP 3PAR HP-UX Implementation Guide PDFSladur BgNo ratings yet
- Compressor characteristic curveDocument6 pagesCompressor characteristic curveSyedMeherAliNo ratings yet
- Crankcase Component Overhaul GuideDocument13 pagesCrankcase Component Overhaul GuideJavier LeonidasNo ratings yet
- Compressor I SeriesDocument52 pagesCompressor I SeriesLPG Equipment Consulting and ServicesNo ratings yet
- Groovy Lang SpecificationDocument643 pagesGroovy Lang SpecificationguidgenNo ratings yet
- Dual Fuel Engine & TechnologyDocument10 pagesDual Fuel Engine & Technologyjameela chandranNo ratings yet
- Hint: Einstein World Famous Equation, Energy Mass X (Speed of Light)Document5 pagesHint: Einstein World Famous Equation, Energy Mass X (Speed of Light)Fulu100% (1)
- KanakadharaStrotram and TotakasthakamDocument10 pagesKanakadharaStrotram and TotakasthakamAkhil RenduchintalaNo ratings yet
- Pur Fitan Daur Ke Nishaniya by Mufti Muhammad Taqi UsmaniDocument27 pagesPur Fitan Daur Ke Nishaniya by Mufti Muhammad Taqi UsmaniShahood Ahmed100% (1)
- Testing and Safety of Ammonia Refrigeration SystemsDocument3 pagesTesting and Safety of Ammonia Refrigeration SystemsCorrosion FactoryNo ratings yet
- Curtis Compressor Challenge Air PDFDocument44 pagesCurtis Compressor Challenge Air PDFSamy SamyNo ratings yet
- Introduction To Gas Removal Systems and Liquid Ring Vacuum PumpsDocument3 pagesIntroduction To Gas Removal Systems and Liquid Ring Vacuum PumpsDheeraj ShuklaNo ratings yet
- 210 Troubleshooting and Performance Checks en 220315 WebDocument20 pages210 Troubleshooting and Performance Checks en 220315 Webf0xcr3wNo ratings yet
- Electric Head Transfer Chromalox Service ManualDocument6 pagesElectric Head Transfer Chromalox Service ManualJorge ReyesNo ratings yet
- Distillation Column Pressure ControlDocument11 pagesDistillation Column Pressure Control3668770100% (1)
- Discharge Bypass Valves: Installation & Service InstructionsDocument4 pagesDischarge Bypass Valves: Installation & Service InstructionsAbdulSattarNo ratings yet
- Measuring Pulp LogsDocument23 pagesMeasuring Pulp LogsalicardozoNo ratings yet
- Mini AT User Manual v3.03Document154 pagesMini AT User Manual v3.03alicardozoNo ratings yet
- Machine Screen On-Site Services - FlyerDocument1 pageMachine Screen On-Site Services - FlyeralicardozoNo ratings yet
- CalMaster2 Field and Software Tools. The World's First Battery - and Mains-Powered in Situ Flow Verification SystemDocument8 pagesCalMaster2 Field and Software Tools. The World's First Battery - and Mains-Powered in Situ Flow Verification SystemalicardozoNo ratings yet
- Valmet Consistency PosterDocument1 pageValmet Consistency PosteralicardozoNo ratings yet
- Iso 801 1 1994Document9 pagesIso 801 1 1994alicardozoNo ratings yet
- Mini AT User Manual v3.03Document154 pagesMini AT User Manual v3.03alicardozoNo ratings yet
- Mini AT DatasheetDocument2 pagesMini AT DatasheetalicardozoNo ratings yet
- Hi Pass Static Brochure 2Document1 pageHi Pass Static Brochure 2alicardozoNo ratings yet
- Data Sheet 6AV2124-0GC01-0AX0: General InformationDocument7 pagesData Sheet 6AV2124-0GC01-0AX0: General InformationregesNo ratings yet
- Hi Pass Static Brochure 2Document1 pageHi Pass Static Brochure 2alicardozoNo ratings yet
- Iso 801 2 1994Document11 pagesIso 801 2 1994alicardozoNo ratings yet
- Air Systems Service Agreements - FlyerDocument2 pagesAir Systems Service Agreements - FlyeralicardozoNo ratings yet
- 000-Jet pumps-EN-220907-webDocument8 pages000-Jet pumps-EN-220907-webalicardozoNo ratings yet
- Embedded Linux 60362900Document6 pagesEmbedded Linux 60362900alicardozoNo ratings yet
- What Is An ADMTDocument1 pageWhat Is An ADMTalicardozoNo ratings yet
- Iso 801 3 1994Document9 pagesIso 801 3 1994alicardozoNo ratings yet
- Cloud 60397377Document16 pagesCloud 60397377alicardozoNo ratings yet
- Starter Kit Linux 60386245Document2 pagesStarter Kit Linux 60386245alicardozoNo ratings yet
- FlowTR DatasheetDocument2 pagesFlowTR DatasheetalicardozoNo ratings yet
- Air Systems - FlyerDocument2 pagesAir Systems - FlyeralicardozoNo ratings yet
- Air Systems Service Portfolio - FlyerDocument1 pageAir Systems Service Portfolio - FlyeralicardozoNo ratings yet
- Datasheet Studer Next Series enDocument4 pagesDatasheet Studer Next Series enalicardozoNo ratings yet
- Valmet DNA For Paper BrochureDocument8 pagesValmet DNA For Paper BrochurealicardozoNo ratings yet
- Valmet Parent Roll Surface Binding Datasheet v3Document1 pageValmet Parent Roll Surface Binding Datasheet v3alicardozoNo ratings yet
- Brochure Studer VariotrackDocument4 pagesBrochure Studer VariotrackSINES FranceNo ratings yet
- Datasheet Xtender Series en v1.0Document3 pagesDatasheet Xtender Series en v1.0alicardozoNo ratings yet
- Duracell Coppertop MN1604 - US - CT1Document2 pagesDuracell Coppertop MN1604 - US - CT1alicardozoNo ratings yet
- OPTITEMP TRA-TW59 - KROHNE GroupDocument3 pagesOPTITEMP TRA-TW59 - KROHNE GroupalicardozoNo ratings yet
- Optitemp Tca-Ts53 - Krohne GroupDocument3 pagesOptitemp Tca-Ts53 - Krohne GroupalicardozoNo ratings yet
- Solar Water HeatingDocument12 pagesSolar Water Heatingchrisss220No ratings yet
- Gas Turbine Theory and Construction ExplainedDocument29 pagesGas Turbine Theory and Construction ExplainedDee ⎝⏠⏝⏠ DeeNo ratings yet
- SMC Air-Hydro BoosterDocument5 pagesSMC Air-Hydro BoosterAnonymous wef9ipzNo ratings yet
- Condensador Carrier 24abb3c Seer 13Document20 pagesCondensador Carrier 24abb3c Seer 13Mantenimiento TechniaireNo ratings yet
- Calorex - Heat PumpDocument4 pagesCalorex - Heat PumpMotaz H OthmanNo ratings yet
- Adsorption Gas Treatment Plant - Design Information: Spec. NumberDocument5 pagesAdsorption Gas Treatment Plant - Design Information: Spec. NumberabhmarsNo ratings yet
- TM TextDocument158 pagesTM Textshreyas g kNo ratings yet
- Accidents, Leaks, Failures and Other Incidents in The Nuclear Industrial and MilitaryDocument154 pagesAccidents, Leaks, Failures and Other Incidents in The Nuclear Industrial and MilitaryTroy LivingstonNo ratings yet
- r7210202 Fluid Mechanics and Hydraulic MachineryDocument4 pagesr7210202 Fluid Mechanics and Hydraulic MachinerysivabharathamurthyNo ratings yet
- Basic Power Plant OperationDocument162 pagesBasic Power Plant Operationkintani dewayantiNo ratings yet
- Pumps - Part B - 2019Document23 pagesPumps - Part B - 2019Sanda KinithiNo ratings yet
- Solar Updraft Tower: Presented ByDocument21 pagesSolar Updraft Tower: Presented ByadrojamonikNo ratings yet
- Flow Chart Illustration of SWRO SystemDocument1 pageFlow Chart Illustration of SWRO SystemOsama AhmedNo ratings yet
- Carrier 24ACC6 PDFDocument20 pagesCarrier 24ACC6 PDFJojo FernandezNo ratings yet
- Lec 3. Centfg - Compressor ExDocument30 pagesLec 3. Centfg - Compressor ExmichaelNo ratings yet
- Line Sizing Tool Hydrogen LineDocument31 pagesLine Sizing Tool Hydrogen LineAhmed HassanNo ratings yet
- Geothermal Central SystemDocument7 pagesGeothermal Central SystemPaul KwongNo ratings yet
- Mechanical Field Trip Report 2022Document16 pagesMechanical Field Trip Report 2022RichardNo ratings yet
- Ecoflam MAX GAS 250Document11 pagesEcoflam MAX GAS 250Pattaravoot SutiphanNo ratings yet
- Counter: AWS 50 G1 Single Line Diagram Pakai CompressorDocument1 pageCounter: AWS 50 G1 Single Line Diagram Pakai CompressorroozeipiNo ratings yet
- Pneumatic Puncher: A Concise AbstractDocument14 pagesPneumatic Puncher: A Concise AbstractnaveenNo ratings yet
- 2022.11.21 - PENTAX-50Hz-GC-rev-34 - CMDocument12 pages2022.11.21 - PENTAX-50Hz-GC-rev-34 - CMBogdan NistorNo ratings yet
- Ficha Tecnica Bateria Ritar Ra12 33 35ah 12v EsDocument2 pagesFicha Tecnica Bateria Ritar Ra12 33 35ah 12v EsValentín Fernández RNo ratings yet
- Gas Turbine Plant or Brayton Cycle Document AnalysisDocument5 pagesGas Turbine Plant or Brayton Cycle Document AnalysisNeil RubsNo ratings yet
- Demonstration Pelton TurbineDocument6 pagesDemonstration Pelton TurbineNadia NursyazwinaNo ratings yet
- AbstractDocument1 pageAbstractYustinus TeddyNo ratings yet
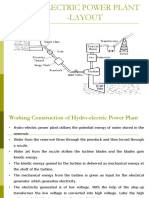
- Hydroelectric Power PlantDocument40 pagesHydroelectric Power Planttamilvananirtt100% (2)
- An Introduction To Jet Propulsion (Mme 4071 PPT-1)Document20 pagesAn Introduction To Jet Propulsion (Mme 4071 PPT-1)Peter GeorgeNo ratings yet
- VW Ea211Document7 pagesVW Ea211firefly123No ratings yet
- Bay Kara 2004Document8 pagesBay Kara 2004Abderrahmane AbderrahmaniNo ratings yet