You might also like
- Reparacion Maquinaria AgricolaDocument14 pagesReparacion Maquinaria AgricolaPauli Pau0% (1)
- 05 - Apunte Trituracion PDFDocument26 pages05 - Apunte Trituracion PDFDiego201702No ratings yet
- Protocolo para Las Videoconferencias en ZoomDocument1 pageProtocolo para Las Videoconferencias en ZoomEdwin OsorioNo ratings yet
- Diagramas para Curso Pico Macom 131108113819 Phpapp01Document7 pagesDiagramas para Curso Pico Macom 131108113819 Phpapp01Edwin OsorioNo ratings yet
- Rangel Eduardo Banda Ancha Juliaca PDFDocument88 pagesRangel Eduardo Banda Ancha Juliaca PDFCesar4889No ratings yet
- Fibra Optica y CCTVDocument8 pagesFibra Optica y CCTVKhamir SanNo ratings yet
- Etica - Dilema de HeinzDocument2 pagesEtica - Dilema de HeinzEdwin OsorioNo ratings yet
- P2Document3 pagesP2Angel Andres Diaz MoralesNo ratings yet
- Cuba ET.Document223 pagesCuba ET.Edwin OsorioNo ratings yet
- P2Document3 pagesP2Angel Andres Diaz MoralesNo ratings yet
- 20180406110441Document3 pages20180406110441LuillyPonceNo ratings yet
- Encuesta TransportesDocument2 pagesEncuesta TransportesEdwin OsorioNo ratings yet
- Valor Nutricional Del CacaoDocument2 pagesValor Nutricional Del CacaoEdwin OsorioNo ratings yet
- ChaveteroDocument2 pagesChaveteroEdwin OsorioNo ratings yet
- Iind 171 4624 Iind M 20180817210805Document5 pagesIind 171 4624 Iind M 20180817210805Edwin OsorioNo ratings yet
- Triptico OBUNDocument2 pagesTriptico OBUNEdwin OsorioNo ratings yet
- Etica - Dilema de HeinzDocument2 pagesEtica - Dilema de HeinzArmando CastroNo ratings yet
- S4 - Sondeo MercadoDocument14 pagesS4 - Sondeo MercadoEdwin OsorioNo ratings yet
- Infraestructura LogísticaDocument7 pagesInfraestructura LogísticaEdwin OsorioNo ratings yet
- Libro 1bach FyQ - Teoria y Problemas Resueltos Paso A PasoDocument159 pagesLibro 1bach FyQ - Teoria y Problemas Resueltos Paso A PasoAndrz Flipe Montaña GavaloNo ratings yet
- 20180406110441Document3 pages20180406110441LuillyPonceNo ratings yet
- Indicadores de CalidadDocument1 pageIndicadores de CalidadEdwin OsorioNo ratings yet
- Operador - Prácticas o ProblemasDocument2 pagesOperador - Prácticas o ProblemasEdwin OsorioNo ratings yet
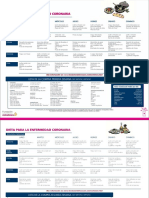
- Ejemplo de Dieta ScaDocument2 pagesEjemplo de Dieta ScaEdwin OsorioNo ratings yet
- Anexos Dir Cas 2018 SunarpDocument38 pagesAnexos Dir Cas 2018 Sunarpfrank juniorNo ratings yet
- Plantilla Curriculum Vitae 5Document1 pagePlantilla Curriculum Vitae 5RASTAFARINo ratings yet
- Estado de Costo de Producción Y Ventas: M.C. Ana Laura Luna JiménezDocument17 pagesEstado de Costo de Producción Y Ventas: M.C. Ana Laura Luna JiménezYara TzitzihuaNo ratings yet
- 20170925070942Document9 pages20170925070942Edwin OsorioNo ratings yet
- Gestión de La ProducciónDocument5 pagesGestión de La ProducciónAlberto GallardoNo ratings yet
- Qué Es Un Proceso de Aprendizaje y Como Se EjecutaDocument1 pageQué Es Un Proceso de Aprendizaje y Como Se EjecutaFany Avilez100% (1)
- Modelo Sociocomunitario Productivo PDFDocument79 pagesModelo Sociocomunitario Productivo PDFYolanda Rita B. ReynagaNo ratings yet
- Revista Argumentos #5Document24 pagesRevista Argumentos #5Miguel Angel Chavez Buenrostro0% (1)
- Sesion de Aprendizaje 5º6º PrimariaDocument6 pagesSesion de Aprendizaje 5º6º PrimariaLUCIO EMILDO SALINAS LEONNo ratings yet
- Resumen EneiDocument19 pagesResumen EneiJosue Armando Duarte MolinaNo ratings yet
- Tesis-De-Miriam-Guevara OriginalDocument78 pagesTesis-De-Miriam-Guevara OriginalAinara GonzálezNo ratings yet
- Bigge y HuntDocument18 pagesBigge y HuntJuan Ignacio CarrizoNo ratings yet
- Estudio de Caso 2 Lengua y LiteraturaDocument3 pagesEstudio de Caso 2 Lengua y LiteraturaYuliana LitardoNo ratings yet
- Trabajo Cau Video Primer SemestreDocument3 pagesTrabajo Cau Video Primer SemestreValentina paz Alvarado mancillaNo ratings yet
- Habilidades Directivas II. - ITSPV Enero 2011Document27 pagesHabilidades Directivas II. - ITSPV Enero 2011Karla Gabriela Peralta MadrigalNo ratings yet
- Cuestionario de Programacion NeurolinguisticaDocument5 pagesCuestionario de Programacion Neurolinguisticaleac1982100% (1)
- Formato de PresentaciónDocument14 pagesFormato de PresentaciónAndres BaronNo ratings yet
- Guía Inglés I 2023Document5 pagesGuía Inglés I 2023Lucía Alonso CobosNo ratings yet
- Aprende A Dibujarun Metodo GarantizadoBetty EdwardsDocument210 pagesAprende A Dibujarun Metodo GarantizadoBetty EdwardspatycontrerasNo ratings yet
- Plan de Apoyo Psicopedagogico Individual - GeraldineDocument13 pagesPlan de Apoyo Psicopedagogico Individual - Geraldinecristina_francisca_160% (10)
- Examen Final Fundamentos de PsicologiaDocument13 pagesExamen Final Fundamentos de PsicologiaMaye Cubillos80% (20)
- Planificación de Carrera de Orientación Del Nivel SecundarioDocument7 pagesPlanificación de Carrera de Orientación Del Nivel SecundarioCarlos Alfredo Tavarez ParraNo ratings yet
- Semana 3 M. E. Planificación de Recursos HumanosDocument31 pagesSemana 3 M. E. Planificación de Recursos HumanosCristian BascuñanNo ratings yet
- Presentación Del Decreto 1330 de 2019Document36 pagesPresentación Del Decreto 1330 de 2019gustavo pinto100% (3)
- Relaciones Interpersonales Positivas Los Adolescentes Como Protagonistas PDFDocument17 pagesRelaciones Interpersonales Positivas Los Adolescentes Como Protagonistas PDFInversiones Camoz LtdaNo ratings yet
- Cuestionario InducciónDocument3 pagesCuestionario InducciónDavid PalaciosNo ratings yet
- Incidencia de Los Modelos de Desarrollo en La Educacion Superior en BoliviaDocument17 pagesIncidencia de Los Modelos de Desarrollo en La Educacion Superior en BoliviaBoris Urquizo100% (1)
- Cuestionario Solemne 1Document6 pagesCuestionario Solemne 1maricelaNo ratings yet
- Actividad 1. Pequeña Revisión Bibliográfica Azucena López FernándezDocument5 pagesActividad 1. Pequeña Revisión Bibliográfica Azucena López FernándezSan IsidroNo ratings yet
- Orientacion Vocacional Charla 12-1Document22 pagesOrientacion Vocacional Charla 12-1MERCEDES USCAMAITANo ratings yet
- Las Escuelas MultigradoDocument30 pagesLas Escuelas MultigradoYANELA LISBETH GRADOS EUSTAQUIONo ratings yet
- Plan de Estudios Gerencia de Negocios 2 RepairDocument106 pagesPlan de Estudios Gerencia de Negocios 2 RepairUSCL ComayaguaNo ratings yet
- Seguridad - Vial NewtonDocument22 pagesSeguridad - Vial Newtonpaola berdaguezNo ratings yet
- Martes 28 MarzDocument30 pagesMartes 28 Marzmishely flores santosNo ratings yet
- Guía de Entrevista Dirigido A Director Distrital de EducaciónDocument6 pagesGuía de Entrevista Dirigido A Director Distrital de EducaciónMirna sirlleyNo ratings yet