You might also like
- LimadoraDocument16 pagesLimadoraangelicaNo ratings yet
- Limadora ManualDocument52 pagesLimadora Manualsergio100% (1)
- Informe Afilado de HerramientasDocument10 pagesInforme Afilado de HerramientasMarcelo CevallosNo ratings yet
- Cuestionarios Maquinados ResueltoDocument7 pagesCuestionarios Maquinados ResueltoAdrián SilvaNo ratings yet
- Torno: Especificaciones y partes principalesDocument5 pagesTorno: Especificaciones y partes principalesSalomon AmbrocioNo ratings yet
- Cabezal divisor universalDocument6 pagesCabezal divisor universalFer Jimenez FigueroaNo ratings yet
- Conclusiones Del TornoDocument1 pageConclusiones Del TornoSlayer100% (1)
- El Taladro PDFDocument67 pagesEl Taladro PDFFelix Gutierrez VdglNo ratings yet
- Reporte Manivela CorrederaDocument8 pagesReporte Manivela CorrederaNadia López CastillejosNo ratings yet
- Motores HidraulicosDocument9 pagesMotores Hidraulicosfito_sNo ratings yet
- Curva de Fricción de Un SistemaDocument2 pagesCurva de Fricción de Un SistemaTeresa BalderasNo ratings yet
- Informe TornoDocument19 pagesInforme TornoFernando Calderon SanchezNo ratings yet
- Instituto Superior Tecnológico Tecsup (Grupo3)Document10 pagesInstituto Superior Tecnológico Tecsup (Grupo3)Orlando SChNo ratings yet
- Engranajes - Esfuerzos TrenesDocument25 pagesEngranajes - Esfuerzos Trenestumadre9692746No ratings yet
- Máquinas Hidráulicas ExamenDocument1 pageMáquinas Hidráulicas ExamenrlopezangelesNo ratings yet
- Limadora de CodoDocument6 pagesLimadora de CodoChristian Pavel Raico ChoqueNo ratings yet
- Proceso de Manufactura ReductorDocument29 pagesProceso de Manufactura ReductorEnma Benites100% (1)
- Diseño de EjesDocument2 pagesDiseño de EjesRicardo SonoNo ratings yet
- Ensayo Pandeo Resis 2Document8 pagesEnsayo Pandeo Resis 2Villafuerte Julca AlcidesNo ratings yet
- Fuerza Contraelectromotriz Inducida en Un MotorDocument5 pagesFuerza Contraelectromotriz Inducida en Un MotorJohan Ccanchillo TinucoNo ratings yet
- CHAVETASDocument12 pagesCHAVETASSteeven Tutivén MoránNo ratings yet
- Sintesisdemecanismosplanos PDFDocument26 pagesSintesisdemecanismosplanos PDFCarlos Cabanillas100% (1)
- Guia de Circulo de MohrDocument5 pagesGuia de Circulo de MohrtiocaerikaNo ratings yet
- Fresado de LevasDocument6 pagesFresado de LevasEdwin Yaguana0% (1)
- Tornillos de Potencia Clase 2012Document22 pagesTornillos de Potencia Clase 2012Daniel Sanchez Peredia100% (1)
- Fuerza y Potencia de CorteDocument7 pagesFuerza y Potencia de CorteMaria JoseNo ratings yet
- Clase 4-Tornillo de PotenciaDocument46 pagesClase 4-Tornillo de PotenciaEvelynChacañaSalas100% (1)
- Calibración de una placa perforada con calibrador de alturasDocument4 pagesCalibración de una placa perforada con calibrador de alturasLuis Fernando SolanoNo ratings yet
- Fresado de engranajes rectosDocument17 pagesFresado de engranajes rectosMiguel Angel100% (1)
- 9 Practica de Limadora - Taller BasicoDocument18 pages9 Practica de Limadora - Taller BasicoXavier Mantilla Morán0% (1)
- Actividades Metrologia 2Document6 pagesActividades Metrologia 2Akisame Apachai OpachaiNo ratings yet
- Tipos de ArbolesDocument38 pagesTipos de ArbolesMilton Patricio CajilemaNo ratings yet
- Grupo 05 Resistencia de Materiales PDFDocument17 pagesGrupo 05 Resistencia de Materiales PDFManuel FloresNo ratings yet
- Cuestionario 13 - 19Document2 pagesCuestionario 13 - 19JONATHAN ALEXIS GUANOTASIG CHICAIZANo ratings yet
- Guía 1 Informe Taladrado y AvellanadoDocument16 pagesGuía 1 Informe Taladrado y AvellanadoYdniNo ratings yet
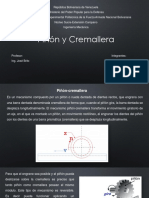
- Piñon y CremalleraDocument12 pagesPiñon y CremalleraAlquimedes CermeñoNo ratings yet
- Ejercicios Unidad 1Document9 pagesEjercicios Unidad 1Aldair MartinezNo ratings yet
- Módulo de elasticidad, deformación y tensiones en materialesDocument2 pagesMódulo de elasticidad, deformación y tensiones en materialesStalin Arias0% (1)
- Analisis y Diseno de Una Gata MecanicaDocument21 pagesAnalisis y Diseno de Una Gata Mecanicadavid ortiz lutzowNo ratings yet
- Sistemas Neumáticos Laboratorio 1 RECONOCIMIENTO DE COMPONENTES NEUMÁTICOSDocument13 pagesSistemas Neumáticos Laboratorio 1 RECONOCIMIENTO DE COMPONENTES NEUMÁTICOSAlexander Soto BarredaNo ratings yet
- Examen 3 PDFDocument19 pagesExamen 3 PDFDaniel Garnica SepulvedaNo ratings yet
- Ensayos de Mci Lab 1 Banco de Pruebas de Bomba Lineal de Alta Presion 2011Document9 pagesEnsayos de Mci Lab 1 Banco de Pruebas de Bomba Lineal de Alta Presion 2011Alex Medina ZabalagaNo ratings yet
- División Diferencial en El Divisor UniversalDocument7 pagesDivisión Diferencial en El Divisor UniversalAlex GonzálezNo ratings yet
- Maquinas fresadoras y sus accesorios: preguntas de repasoDocument3 pagesMaquinas fresadoras y sus accesorios: preguntas de repasoIsrael Ferreiras0% (1)
- Guia de Laboratorio 14Document2 pagesGuia de Laboratorio 14Juan Carlos Zuñiga JustinianoNo ratings yet
- 10-Cepilladora Parte 2Document23 pages10-Cepilladora Parte 2Josue AvilaNo ratings yet
- Procesos de ManufacturaDocument58 pagesProcesos de Manufacturasmok_sk8No ratings yet
- Problemas Resueltos de FresadoDocument10 pagesProblemas Resueltos de Fresadomaribel espinozaNo ratings yet
- Proyecto-Diseño de Ejes de TransmisiónDocument56 pagesProyecto-Diseño de Ejes de TransmisiónFabrizio Alvarez CallirgosNo ratings yet
- Practica Tornillo PotenciaDocument4 pagesPractica Tornillo PotenciaRobercito Sauca100% (1)
- Taller Viscosidad Paula PortillaDocument6 pagesTaller Viscosidad Paula PortillaPAULA ANDREA PORTILLA CORREDORNo ratings yet
- Cabezal universal divisor: funciones y métodos de aplicaciónDocument10 pagesCabezal universal divisor: funciones y métodos de aplicaciónJose BallesterNo ratings yet
- Acoplamientos y EmbraguesDocument21 pagesAcoplamientos y EmbraguesValentina OstoNo ratings yet
- Preguntas de Repaso 22Document6 pagesPreguntas de Repaso 22anselmoNo ratings yet
- Soporte Guía CRISLEYDocument1 pageSoporte Guía CRISLEYCrisley AvalosNo ratings yet
- El TornoDocument16 pagesEl TornoNubissMonsesitaParedesNo ratings yet
- Limadora: máquina para mecanizado de superficies planasDocument18 pagesLimadora: máquina para mecanizado de superficies planasDuverly ReyesNo ratings yet
- Mecanismo de Movimiento AlternativoDocument20 pagesMecanismo de Movimiento AlternativoCristian Medina Herrera100% (1)
- Torno paralelo: estructura, movimientos y operacionesDocument7 pagesTorno paralelo: estructura, movimientos y operacionesJohn G.No ratings yet
- Torneados-tipos-tornoDocument19 pagesTorneados-tipos-tornoCarolina NavarreteNo ratings yet
- 1.-Brida AtornilladaDocument29 pages1.-Brida AtornilladaJose Montenegro SotoNo ratings yet
- 3.-Teoria de Uniones AtornilladasDocument64 pages3.-Teoria de Uniones AtornilladasJose Montenegro SotoNo ratings yet
- Experiencia AutomatizacionDocument4 pagesExperiencia AutomatizacionJose Montenegro SotoNo ratings yet
- Presentación SC Ver 03 12-11-19Document12 pagesPresentación SC Ver 03 12-11-19Jose Montenegro SotoNo ratings yet
- Certificado de Calibracion Medidor de Espesor Con SondaDocument2 pagesCertificado de Calibracion Medidor de Espesor Con SondaJose Montenegro Soto100% (1)
- MARCODocument1 pageMARCOJose Montenegro SotoNo ratings yet
- Adecuación sistema contra incendio planta almacenamiento combustibleDocument21 pagesAdecuación sistema contra incendio planta almacenamiento combustibleJose Montenegro SotoNo ratings yet
- CERTIFICADO-CALIDAD-CELLOCORD-AP-3.25MMDocument1 pageCERTIFICADO-CALIDAD-CELLOCORD-AP-3.25MMJose Montenegro SotoNo ratings yet
- Ficha TecnicaDocument2 pagesFicha TecnicaJose Montenegro SotoNo ratings yet
- Certificado calidad electrodo soldadura aceroDocument1 pageCertificado calidad electrodo soldadura aceroJose Montenegro SotoNo ratings yet
- Ac Pap 067 Oti 231 237 IesacDocument7 pagesAc Pap 067 Oti 231 237 IesacJose Montenegro SotoNo ratings yet
- Instalacion de Refuerzos para LetreroDocument1 pageInstalacion de Refuerzos para LetreroJose Montenegro SotoNo ratings yet
- ASOCIACIÓN DE BOMBAS CENTRÍFUGASDocument11 pagesASOCIACIÓN DE BOMBAS CENTRÍFUGASJose Montenegro SotoNo ratings yet
- Ac Pap 060 Oti 214 IesacDocument7 pagesAc Pap 060 Oti 214 IesacJose Montenegro Soto100% (1)
- Certificado de Calibracion Medidor de Condiciones AmbientalesDocument2 pagesCertificado de Calibracion Medidor de Condiciones AmbientalesJose Montenegro Soto100% (1)
- AlgebraDocument5 pagesAlgebraJose Montenegro SotoNo ratings yet
- Certificado de Calibracion (RUGOSIMETRO)Document3 pagesCertificado de Calibracion (RUGOSIMETRO)Jose Montenegro Soto100% (1)
- 2018E10789 - SUPERCITO 2.50mm 5.00x25.00kg CJDocument1 page2018E10789 - SUPERCITO 2.50mm 5.00x25.00kg CJJose Montenegro SotoNo ratings yet
- Concentracion de MineralesDocument83 pagesConcentracion de MineralesJhon UlarioNo ratings yet
- Certificado de Arenado y PintadoDocument1 pageCertificado de Arenado y PintadoJose Montenegro Soto100% (1)
- Certificados AceroDocument7 pagesCertificados AceroJose Montenegro SotoNo ratings yet
- Certificados 2Document13 pagesCertificados 2Jose Montenegro SotoNo ratings yet
- 2 BombasDocument8 pages2 BombasJose Montenegro SotoNo ratings yet
- Costos NifDocument14 pagesCostos NifengelsetttNo ratings yet
- Lista de Tareas Pendientes: To-Do ListDocument1 pageLista de Tareas Pendientes: To-Do ListFranciscoCalquinGamboaNo ratings yet
- ExamenDocument5 pagesExamenJose Montenegro SotoNo ratings yet
- Valorizacion MinasDocument61 pagesValorizacion MinasDavid RonaldNo ratings yet
- Semana 4Document1 pageSemana 4Jose Montenegro SotoNo ratings yet
- Sema 4 Conciencia DemocraticaDocument3 pagesSema 4 Conciencia DemocraticaJose Montenegro SotoNo ratings yet
- Procedimiento Trabajo Con Esmeril AngularDocument19 pagesProcedimiento Trabajo Con Esmeril AngularYeye Vidal Valdovinos100% (1)
- EC0045 Te - Cnico MantenimientoDocument15 pagesEC0045 Te - Cnico MantenimientorosarioNo ratings yet
- EA3. Construcción Del Diseño Del ProductoDocument13 pagesEA3. Construcción Del Diseño Del ProductoJosé Martin GutiérrezNo ratings yet
- Herramientas de Trabajo para Fábricar CremasDocument9 pagesHerramientas de Trabajo para Fábricar Cremasncr22No ratings yet
- 6 Radicacion, Localizacion y Lay Out de La Planta IndustrialDocument23 pages6 Radicacion, Localizacion y Lay Out de La Planta IndustrialgaviotasilvestreNo ratings yet
- PO-OPR-ALT-001 Mantenimiento MiljoDocument44 pagesPO-OPR-ALT-001 Mantenimiento MiljoCHARLES BARRAZANo ratings yet
- Conclusion WordDocument11 pagesConclusion WordFernando50% (2)
- Prevención de Riesgos Laborales Como Herramienta de Seguridad para Personal de Mantención de MaquinariasDocument121 pagesPrevención de Riesgos Laborales Como Herramienta de Seguridad para Personal de Mantención de MaquinariasGustavoNo ratings yet
- Sierra Caladora Laser 40Document15 pagesSierra Caladora Laser 40Gustavo SansoneNo ratings yet
- Afilado BurilesDocument160 pagesAfilado Burilespeke hernandezNo ratings yet
- Mecanizado materiales compuestosDocument5 pagesMecanizado materiales compuestosManuel EnsasteguiNo ratings yet
- Instalación de grass sintético en estadio municipalDocument16 pagesInstalación de grass sintético en estadio municipalIrene RavinesNo ratings yet
- Manual de Taller de Retroexcavadora KomatsuDocument206 pagesManual de Taller de Retroexcavadora KomatsuElvis Eberth Huanca Machaca93% (91)
- SENA Formación enchape básico de construcciónDocument16 pagesSENA Formación enchape básico de construcciónpablo fernandezNo ratings yet
- Capitulo 9Document6 pagesCapitulo 9Hugo LópezNo ratings yet
- ROBÓTICA-LAB1Document7 pagesROBÓTICA-LAB1Carlos CaceresNo ratings yet
- KappDocument9 pagesKappceciliaNo ratings yet
- Práctica de Diseño Con Solidworks PDFDocument15 pagesPráctica de Diseño Con Solidworks PDFLuis May Rejón83% (6)
- Materias Primas para La Manofactura de Un HachaDocument29 pagesMaterias Primas para La Manofactura de Un HachaAngheloJoaquinRiosLeonNo ratings yet
- Tutorial Microscopio v2 PDFDocument5 pagesTutorial Microscopio v2 PDFAndrea Nicole Taboada MartinezNo ratings yet
- Riesgos Mecanicos y ElectricosDocument36 pagesRiesgos Mecanicos y Electricosluis jimenezNo ratings yet
- Catalogo Final 020311Document56 pagesCatalogo Final 020311Javier PadillaNo ratings yet
- Porque Resbalan Las LlavesDocument1 pagePorque Resbalan Las LlavesKarlaPaisNo ratings yet
- Clase Paginas 238 y 239 - Herramientas de Corte CerámicoDocument11 pagesClase Paginas 238 y 239 - Herramientas de Corte CerámicoMATE PERRITONo ratings yet
- REBA y RULADocument41 pagesREBA y RULAJocelyn OH100% (1)
- Guiade Análisis de OperacionesDocument20 pagesGuiade Análisis de OperacionesNelson Ricardo Solito PalmaNo ratings yet
- PR005017-5142-5-PRO-0016 Procedimiento de Soldadura Termofusión HDPE PDFDocument27 pagesPR005017-5142-5-PRO-0016 Procedimiento de Soldadura Termofusión HDPE PDFJulio Cesar Landeo FernandezNo ratings yet
- Micromovientos (Therbligs)Document6 pagesMicromovientos (Therbligs)tanbonisyooooooo100% (1)