You might also like
- Connector Industry: A Profile of the European Connector Industry - Market Prospects to 1999From EverandConnector Industry: A Profile of the European Connector Industry - Market Prospects to 1999No ratings yet
- KOST-NDT-RTP-02 ASME B31.3 Process Piping PDFDocument20 pagesKOST-NDT-RTP-02 ASME B31.3 Process Piping PDFmuhammad faizNo ratings yet
- KOST-NDT-MTP-02 ASME B31.3 Process Piping PDFDocument15 pagesKOST-NDT-MTP-02 ASME B31.3 Process Piping PDFmuhammad faiz100% (1)
- 12.6 Welding Procedures List (Li-002)Document31 pages12.6 Welding Procedures List (Li-002)Ana GameroNo ratings yet
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument38 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilNo ratings yet
- Weld Map & TracebilityDocument2 pagesWeld Map & TracebilityvinothNo ratings yet
- Drafting Practices StandardDocument14 pagesDrafting Practices StandardJonathanNo ratings yet
- Welding Coordinator WeldMap Weld Data SheetDocument1 pageWelding Coordinator WeldMap Weld Data Sheetquocphong199No ratings yet
- Pages From ONGC-SPEC-02-MS-03Document12 pagesPages From ONGC-SPEC-02-MS-03Prathamesh OmtechNo ratings yet
- Insulating JointDocument17 pagesInsulating Jointreza329329100% (1)
- 1.0 Scope: General Welding Standard For PipingDocument7 pages1.0 Scope: General Welding Standard For PipingandhucaosNo ratings yet
- QP-SPC-R-010-1 - 1 - Welding Procedures PDFDocument40 pagesQP-SPC-R-010-1 - 1 - Welding Procedures PDFMohamed100% (1)
- PQR-04 - AWS D1.6D1.6M-2007 Structural Welding Code - Stainless Steel PDFDocument1 pagePQR-04 - AWS D1.6D1.6M-2007 Structural Welding Code - Stainless Steel PDFchandraNo ratings yet
- 17-020-Ms-002 Welding For Fuel Gas r2Document53 pages17-020-Ms-002 Welding For Fuel Gas r2Alaa M. GhazalahNo ratings yet
- Class P6A6Document24 pagesClass P6A6SalimNo ratings yet
- TES-WELD-API - Welding of Pipelines and Facilities SpecificationDocument37 pagesTES-WELD-API - Welding of Pipelines and Facilities SpecificationFederico QuintanaNo ratings yet
- 113012-SP-013-Rev A (Pipeline Welding Spec.)Document31 pages113012-SP-013-Rev A (Pipeline Welding Spec.)Anonymous hBBam1nNo ratings yet
- Specification For Fabrication, Construction & Testing of Steel Pipe SystemDocument43 pagesSpecification For Fabrication, Construction & Testing of Steel Pipe SystemALINo ratings yet
- WSM-PSFP-01 Piping Spool Fabrication Procedure PDFDocument14 pagesWSM-PSFP-01 Piping Spool Fabrication Procedure PDFMiky AndreanNo ratings yet
- Pms Eil BPCLDocument79 pagesPms Eil BPCLManjunatha VNo ratings yet
- WPS ListDocument2 pagesWPS ListAdeel OmerNo ratings yet
- Utoc Preliminary Wps Shell Project 270807 PDFDocument55 pagesUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNo ratings yet
- Project:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportDocument4 pagesProject:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportEngr Saeed AnwarNo ratings yet
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Document12 pagesPoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXNo ratings yet
- Welder Qualification Test For GMAW STT FCAWDocument2 pagesWelder Qualification Test For GMAW STT FCAWSyed Mahmud Habibur RahmanNo ratings yet
- PipingDocument15 pagesPipingDerick Mendoza100% (1)
- Ke01 00 000 KD P ST 0009 000 - F01Document16 pagesKe01 00 000 KD P ST 0009 000 - F01Maffone NumerounoNo ratings yet
- API Welding Procedure Specification PDFDocument3 pagesAPI Welding Procedure Specification PDFBob LeeNo ratings yet
- Welder Performace Qualification Report 2014..Document132 pagesWelder Performace Qualification Report 2014..Kayra Riri ChirulNo ratings yet
- EBS1-PTFA27-SAPI-SPDI-1001-D00 - Specification For Piping Stress AnalysisDocument23 pagesEBS1-PTFA27-SAPI-SPDI-1001-D00 - Specification For Piping Stress AnalysisAhmedNo ratings yet
- Specifications of LR BendDocument11 pagesSpecifications of LR BendPrafulla PatilNo ratings yet
- Welding Procedure Specifica Tion (WPS) : I I I IDocument5 pagesWelding Procedure Specifica Tion (WPS) : I I I ITrinh DungNo ratings yet
- Daily Welding Record LPDocument27 pagesDaily Welding Record LProbby moneNo ratings yet
- Flanges ANSI16 5###Document48 pagesFlanges ANSI16 5###kunal shahNo ratings yet
- RTCC Manual WPS Approval WE-WPS-001Document7 pagesRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNo ratings yet
- Chemical CompositionDocument1 pageChemical CompositionfrusdtNo ratings yet
- Curriculum Vitae: Total Experience 18.1 YearsDocument7 pagesCurriculum Vitae: Total Experience 18.1 Yearskbpatel123No ratings yet
- PT ReportDocument49 pagesPT ReportRajesh Owaiyar100% (1)
- Fsa HandbookDocument35 pagesFsa Handbookargari19No ratings yet
- Fabrication of Piping SpecificationDocument35 pagesFabrication of Piping SpecificationLeilei WangNo ratings yet
- Iqwq Ce1092 Qpqac 00 0002 - 0 Quality Control Procedure for Piping管道质量控制程序Document54 pagesIqwq Ce1092 Qpqac 00 0002 - 0 Quality Control Procedure for Piping管道质量控制程序Ali Majeed100% (1)
- Intsallation of Hot Tap Fittings SAEP0311 2003Document33 pagesIntsallation of Hot Tap Fittings SAEP0311 2003fishzlz_847012012No ratings yet
- 8384-2602-SQ-0720 B1 Spec Welding and NDTDocument100 pages8384-2602-SQ-0720 B1 Spec Welding and NDTHướng PhạmNo ratings yet
- 3SS NW00 00007 PDFDocument10 pages3SS NW00 00007 PDFKarthikNo ratings yet
- QCF312 WPQRDocument2 pagesQCF312 WPQRminhnnNo ratings yet
- PWPS 013 PRDocument2 pagesPWPS 013 PRRenjith Gopan100% (1)
- 9201 Spec Barred TeeDocument23 pages9201 Spec Barred TeeSoumya KumarNo ratings yet
- A1X3R1 - 2d - EPI-08-WP5-TW PDFDocument10 pagesA1X3R1 - 2d - EPI-08-WP5-TW PDFJose Anisio SilvaNo ratings yet
- CHF-ENG-SP-L-300 Rev 0 PDFDocument302 pagesCHF-ENG-SP-L-300 Rev 0 PDFMo'men Abu-SmaihaNo ratings yet
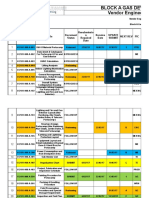
- Block A Gas Development Project Vendor Engineering Document ListDocument11 pagesBlock A Gas Development Project Vendor Engineering Document Listahmad kusumaNo ratings yet
- Quality Assurance Plan: High Frequency Electric Resistance Welded PipeDocument15 pagesQuality Assurance Plan: High Frequency Electric Resistance Welded PipeSachin KumarNo ratings yet
- Data Sheet For Barred Tee 010719 PDFDocument1 pageData Sheet For Barred Tee 010719 PDFkandraNo ratings yet
- RFI Fabrication Rev. 03Document22 pagesRFI Fabrication Rev. 03AdewaleNo ratings yet
- WPS PQR Procedure PDFDocument31 pagesWPS PQR Procedure PDFsudeesh kumarNo ratings yet
- 02 Samss 012 PDFDocument10 pages02 Samss 012 PDFnadeem shaikhNo ratings yet
- 6-44-0053 Rev 6 FlangesDocument7 pages6-44-0053 Rev 6 Flangesहेमंत कुमार मीणाNo ratings yet
- Line List: Project: Date Rev. No. Serial No. Doc. Type Discipline Phase Unit Plan/Project/SubDocument1 pageLine List: Project: Date Rev. No. Serial No. Doc. Type Discipline Phase Unit Plan/Project/SubAli AsadiNo ratings yet
- Bolted Flange and Gasket Joints Assembly ProcedureDocument9 pagesBolted Flange and Gasket Joints Assembly ProceduremohdNo ratings yet
- Nor R3Document29 pagesNor R3grsNo ratings yet
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 pagesp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNo ratings yet
- AHSA27-S-DS-PS-009 0 Flow Control Valve Process Data Sheet RevisionDocument3 pagesAHSA27-S-DS-PS-009 0 Flow Control Valve Process Data Sheet Revisionprihartono_diasNo ratings yet
- Mark 695 Series - Piloted Tank Blanketing Regulator (2 Inch)Document4 pagesMark 695 Series - Piloted Tank Blanketing Regulator (2 Inch)prihartono_diasNo ratings yet
- GMS-SPT-013 Pneumatic On-Off Valve and Motor Operated Valve Specification - Rev 1Document20 pagesGMS-SPT-013 Pneumatic On-Off Valve and Motor Operated Valve Specification - Rev 1prihartono_diasNo ratings yet
- WHP LLP 001 REV.1 Line List SummaryDocument8 pagesWHP LLP 001 REV.1 Line List Summaryprihartono_diasNo ratings yet
- GMS-SPM-001 Piping Material Specification Line Class Process and Utility Piping - Rev 2Document59 pagesGMS-SPM-001 Piping Material Specification Line Class Process and Utility Piping - Rev 2prihartono_dias100% (1)
- KOSO General BrochureDocument15 pagesKOSO General Brochureprihartono_diasNo ratings yet
- Vent Combination ArresterDocument1 pageVent Combination Arresterprihartono_diasNo ratings yet
- Mustang Series M100 (Globe), M1100 (Angle) Specification SheetDocument3 pagesMustang Series M100 (Globe), M1100 (Angle) Specification SheetWattsNo ratings yet
- AHSA27-S-DS-IN-004 0 Instrument Data Sheet Pressure Regulator ValveDocument4 pagesAHSA27-S-DS-IN-004 0 Instrument Data Sheet Pressure Regulator Valveprihartono_diasNo ratings yet
- Indonesia Fact SheetDocument7 pagesIndonesia Fact Sheetprihartono_diasNo ratings yet
- 360 Bulletin P-360B0411ADocument16 pages360 Bulletin P-360B0411Aprihartono_diasNo ratings yet
- X54201lsr I&ODocument9 pagesX54201lsr I&Oprihartono_diasNo ratings yet
- TM 129 01Document35 pagesTM 129 01prihartono_diasNo ratings yet
- Indonesia Fact SheetDocument7 pagesIndonesia Fact Sheetprihartono_diasNo ratings yet
- Z VAC AssemblyDocument2 pagesZ VAC Assemblyprihartono_diasNo ratings yet
- Reference List Oversea LNG 2013 09 27 PDFDocument41 pagesReference List Oversea LNG 2013 09 27 PDFprihartono_diasNo ratings yet
- Sizing CalculationDocument4 pagesSizing Calculationprihartono_diasNo ratings yet
- Catalogue Valve Silencers Valvulas NacionalDocument4 pagesCatalogue Valve Silencers Valvulas Nacionaltiffanyyy00No ratings yet
- Weatherproof Float SwitchDocument4 pagesWeatherproof Float Switchprihartono_diasNo ratings yet
- FLOWSIC 600 Pipe Size Calculation: Reference ConditionDocument1 pageFLOWSIC 600 Pipe Size Calculation: Reference Conditionprihartono_diasNo ratings yet
- 24509-49 6 Panel General Brochure-2Document6 pages24509-49 6 Panel General Brochure-2prihartono_diasNo ratings yet
- X11SNI&ODocument23 pagesX11SNI&Oprihartono_diasNo ratings yet
- Z-POS Series™: Protect Your Processing or Storage Tank From Over-Pressurisation and VacuumDocument2 pagesZ-POS Series™: Protect Your Processing or Storage Tank From Over-Pressurisation and Vacuumprihartono_diasNo ratings yet
- Reference List Oversea LNG 2013 09 27 PDFDocument41 pagesReference List Oversea LNG 2013 09 27 PDFprihartono_diasNo ratings yet
- X76CTMI&ODocument38 pagesX76CTMI&Oprihartono_diasNo ratings yet
- Burnerlogix Adds Boiler Control To Flame Safeguard: A Burner'S Favorite ControlDocument1 pageBurnerlogix Adds Boiler Control To Flame Safeguard: A Burner'S Favorite Controlprihartono_diasNo ratings yet
- Product Overview - LeuschDocument32 pagesProduct Overview - Leuschprihartono_diasNo ratings yet
- Ceravalve - Ceramic Lined Ball ValvesDocument6 pagesCeravalve - Ceramic Lined Ball Valvesprihartono_diasNo ratings yet
- Newco Product Line BrochureDocument8 pagesNewco Product Line BrochureshahganNo ratings yet
- 32 Hyderabad HITEC City BisleriDocument23 pages32 Hyderabad HITEC City BisleriSridhar ViswanathanNo ratings yet
- Paul Spicker - The Welfare State A General TheoryDocument162 pagesPaul Spicker - The Welfare State A General TheoryTista ArumNo ratings yet
- LPS 1131-Issue 1.2-Requirements and Testing Methods For Pumps For Automatic Sprinkler Installation Pump Sets PDFDocument19 pagesLPS 1131-Issue 1.2-Requirements and Testing Methods For Pumps For Automatic Sprinkler Installation Pump Sets PDFHazem HabibNo ratings yet
- Paper 1 AnalysisDocument2 pagesPaper 1 AnalysisNamanNo ratings yet
- A Semi-Detailed Lesson Plan in MAPEH 7 (PE)Document2 pagesA Semi-Detailed Lesson Plan in MAPEH 7 (PE)caloy bardzNo ratings yet
- Rights of Parents in IslamDocument11 pagesRights of Parents in Islamstoneage989100% (2)
- Consent Form: Republic of The Philippines Province of - Municipality ofDocument1 pageConsent Form: Republic of The Philippines Province of - Municipality ofLucette Legaspi EstrellaNo ratings yet
- The Comma Rules Conversion 15 SlidesDocument15 pagesThe Comma Rules Conversion 15 SlidesToh Choon HongNo ratings yet
- March For Our LivesDocument22 pagesMarch For Our LivesLucy HanNo ratings yet
- Outline Calculus3Document20 pagesOutline Calculus3Joel CurtisNo ratings yet
- E-Mobility and SafetyDocument77 pagesE-Mobility and SafetySantosh KumarNo ratings yet
- Twin PregnancyDocument73 pagesTwin Pregnancykrishna mandalNo ratings yet
- Working Capital Management 2012 of HINDALCO INDUSTRIES LTD.Document98 pagesWorking Capital Management 2012 of HINDALCO INDUSTRIES LTD.Pratyush Dubey100% (1)
- Paul Wade - The Ultimate Isometrics Manual - Building Maximum Strength and Conditioning With Static Training-Dragon Door Publications (2020) - 120-146Document27 pagesPaul Wade - The Ultimate Isometrics Manual - Building Maximum Strength and Conditioning With Static Training-Dragon Door Publications (2020) - 120-146usman azharNo ratings yet
- Backwards Design - Jessica W Maddison CDocument20 pagesBackwards Design - Jessica W Maddison Capi-451306299100% (1)
- LLM Letter Short LogoDocument1 pageLLM Letter Short LogoKidMonkey2299No ratings yet
- Duo Interpretation Class PresentationDocument31 pagesDuo Interpretation Class PresentationPlanetSparkNo ratings yet
- WBCS 2023 Preli - Booklet CDocument8 pagesWBCS 2023 Preli - Booklet CSurajit DasNo ratings yet
- C. Robert Mesle (Auth.) - John Hick's Theodicy - A Process Humanist Critique-Palgrave Macmillan UK (1991)Document168 pagesC. Robert Mesle (Auth.) - John Hick's Theodicy - A Process Humanist Critique-Palgrave Macmillan UK (1991)Nelson100% (3)
- Cambridge IGCSE: CHEMISTRY 0620/42Document12 pagesCambridge IGCSE: CHEMISTRY 0620/42Khairun nissaNo ratings yet
- Ti05001 PDFDocument1 pageTi05001 PDFanggieNo ratings yet
- DN102-R0-GPJ-Design of Substructure & Foundation 28m+28m Span, 19.6m Width, 22m Height PDFDocument64 pagesDN102-R0-GPJ-Design of Substructure & Foundation 28m+28m Span, 19.6m Width, 22m Height PDFravichandraNo ratings yet
- Lab Manual Switchgear and Protection SapDocument46 pagesLab Manual Switchgear and Protection SapYash MaheshwariNo ratings yet
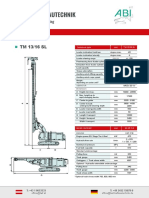
- ABI TM 13 16 SL - EngDocument1 pageABI TM 13 16 SL - EngJuan Carlos Benitez MartinezNo ratings yet
- Lancru hzj105 DieselDocument2 pagesLancru hzj105 DieselMuhammad MasdukiNo ratings yet
- Loop Types and ExamplesDocument19 pagesLoop Types and ExamplesSurendran K SurendranNo ratings yet
- Vieworks DR Panel BrochureDocument8 pagesVieworks DR Panel Brochuretito goodNo ratings yet
- Gujarat Urja Vikas Nigam LTD., Vadodara: Request For ProposalDocument18 pagesGujarat Urja Vikas Nigam LTD., Vadodara: Request For ProposalABCDNo ratings yet
- RECYFIX STANDARD 100 Tipe 010 MW - C250Document2 pagesRECYFIX STANDARD 100 Tipe 010 MW - C250Dadang KurniaNo ratings yet
- Iec Codes PDFDocument257 pagesIec Codes PDFAkhil AnumandlaNo ratings yet