You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- WeldingDocument3 pagesWeldingRehan AmeenNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Optimization of TIG Welding Parameters On Strength Basis A ReviewDocument7 pagesOptimization of TIG Welding Parameters On Strength Basis A ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Experimental Analysis of Mig and Tig Welding With Parameter Optimization For Welding StrengthDocument5 pagesExperimental Analysis of Mig and Tig Welding With Parameter Optimization For Welding StrengthChandra Sekar100% (1)
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Welding Research Paper TopicsDocument8 pagesWelding Research Paper Topicscaqllprhf100% (1)
- Arc Welding ElectrodeDocument2 pagesArc Welding ElectrodeAmit SindhyaNo ratings yet
- Asi304& Mild SteelDocument28 pagesAsi304& Mild SteelArnab BhattacharyaNo ratings yet
- 198 Ijaema December 5024Document13 pages198 Ijaema December 5024dir.office.sgearNo ratings yet
- Experimental Investigation For Welding Aspects of AISI 304 & 316 by Taguchi Technique For The Process of TIG & MIG WeldingDocument6 pagesExperimental Investigation For Welding Aspects of AISI 304 & 316 by Taguchi Technique For The Process of TIG & MIG Weldingsurendiran123No ratings yet
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)Document5 pages13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)IJAERS JOURNAL100% (1)
- Thesis Tig WeldingDocument8 pagesThesis Tig Weldingafknlmzok100% (2)
- Workshop Case StudyDocument13 pagesWorkshop Case Study1071Vishal kumarNo ratings yet
- 934-Article Text-3046-2-10-20211031Document6 pages934-Article Text-3046-2-10-20211031ahmed aliNo ratings yet
- Welding Process SeminarDocument14 pagesWelding Process Seminartemporary hNo ratings yet
- Presentation On: Applications of and Welding in ManufacturingDocument27 pagesPresentation On: Applications of and Welding in ManufacturingHope ThemNo ratings yet
- Comparative Study Between TIG and MIG Welding ProcDocument10 pagesComparative Study Between TIG and MIG Welding ProcMaksumul Morsaline DihanNo ratings yet
- A Review Paper On Optimization of Shield PDFDocument8 pagesA Review Paper On Optimization of Shield PDFZen KingNo ratings yet
- Effectof Welding Processeson Microstructure MechanicalDocument12 pagesEffectof Welding Processeson Microstructure MechanicalDr. Rachid djoudjouNo ratings yet
- Metal Inert Gas (MIG) WeldingDocument3 pagesMetal Inert Gas (MIG) WeldingRao YasirNo ratings yet
- Atap Tem 322Document10 pagesAtap Tem 322Marufu LawalNo ratings yet
- Effect of Welding Current On The Mechanical and StructuralDocument8 pagesEffect of Welding Current On The Mechanical and StructuralBhramandhikaNalendraGhuptaNo ratings yet
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFDocument5 pages13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFAshemuNo ratings yet
- Study of Tig WeldingDocument11 pagesStudy of Tig WeldingChandan Srivastava100% (1)
- Review Paper On Optimization of Metal Inert Gas Welding On Stainless Steel AISI 410by Taguchi MethodDocument8 pagesReview Paper On Optimization of Metal Inert Gas Welding On Stainless Steel AISI 410by Taguchi MethodIJRASETPublicationsNo ratings yet
- Welding NPTEL Lecturers - Part4Document30 pagesWelding NPTEL Lecturers - Part4Sai ChaithanyaNo ratings yet
- The Effect of Arc Voltage and Welding CurrentDocument10 pagesThe Effect of Arc Voltage and Welding CurrentGaetanoD'AloiaNo ratings yet
- Tig Welding ThesisDocument5 pagesTig Welding ThesisBrooke Heidt100% (3)
- Assignment II Advanced MFGDocument11 pagesAssignment II Advanced MFGAyu AdiNo ratings yet
- Review 1Document12 pagesReview 1N Sudheer RêddyNo ratings yet
- Experimental Investigation of SS 316 by Using TIG-MAG WeldingDocument3 pagesExperimental Investigation of SS 316 by Using TIG-MAG WeldingKaushik Sengupta100% (1)
- Chandrasekar 2020 IOP Conf. Ser. Mater. Sci. Eng. 988 012084Document7 pagesChandrasekar 2020 IOP Conf. Ser. Mater. Sci. Eng. 988 012084kamal touilebNo ratings yet
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDocument30 pagesWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteNo ratings yet
- Welding Research PaperDocument7 pagesWelding Research Paperkifmgbikf100% (1)
- A Review On Various Welding TechniquesDocument7 pagesA Review On Various Welding Techniquesfazakas barnaNo ratings yet
- Welding Technologies in Shipbuilding IndustryDocument7 pagesWelding Technologies in Shipbuilding IndustryAravindh AkashNo ratings yet
- Research Paper Tig WeldingDocument4 pagesResearch Paper Tig Weldingafnhdcebalreda100% (1)
- A Review On Various Welding TechniquesDocument7 pagesA Review On Various Welding TechniquesIJMER100% (1)
- Steam Turbines Vtu MechanicalDocument21 pagesSteam Turbines Vtu MechanicalA ABHISHEK MARSHALLNo ratings yet
- Design and Manufacturing of Job Rotary Welding (SPM)Document4 pagesDesign and Manufacturing of Job Rotary Welding (SPM)Sanath KumarNo ratings yet
- Welding Journal PDFDocument7 pagesWelding Journal PDFraisalfiansyahNo ratings yet
- Mee4040 Welding Technologies: Welding Types Used in Automotive IndustryDocument30 pagesMee4040 Welding Technologies: Welding Types Used in Automotive IndustryMetin AYDINNo ratings yet
- Experimental and Investigation On Dissimilar Material Welding ofDocument9 pagesExperimental and Investigation On Dissimilar Material Welding ofVenukanth S-2019No ratings yet
- Sample ThesisDocument8 pagesSample ThesisAkshay Iyer50% (2)
- Research On Gas Tungsten Arc Welding of Stainless PDFDocument7 pagesResearch On Gas Tungsten Arc Welding of Stainless PDFMuhammad LukmanNo ratings yet
- Vijayan - 2018 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 390 - 012066Document9 pagesVijayan - 2018 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 390 - 012066tesfaye gurmesaNo ratings yet
- Engineering Welding Handbook99 PDF TigDocument48 pagesEngineering Welding Handbook99 PDF TigSorin Stanescu100% (1)
- Welder's Handbook (Air Products Co.)Document48 pagesWelder's Handbook (Air Products Co.)Patrick DominguezNo ratings yet
- 9 Welding Processes Cwip 3.1Document12 pages9 Welding Processes Cwip 3.1Jawed AkhterNo ratings yet
- Techniques For Welding With Different MetalsDocument2 pagesTechniques For Welding With Different MetalsMatias MurilloNo ratings yet
- Optimization of MIG Welding Parameters For Improving StrengthDocument5 pagesOptimization of MIG Welding Parameters For Improving StrengthMario Antonio Araya MorosoNo ratings yet
- Manufacturing - WeldingDocument8 pagesManufacturing - WeldingKhalid EwigNo ratings yet
- Metal Casting and Welding 15Me35ADocument21 pagesMetal Casting and Welding 15Me35ASHEKHARAPPA MALLURNo ratings yet
- Welding WorkshopDocument43 pagesWelding WorkshopJasmeet KaurNo ratings yet
- A Review of GTAW Gas Tungsten Arc Weldin PDFDocument8 pagesA Review of GTAW Gas Tungsten Arc Weldin PDFMarjorie ManukayNo ratings yet
- To Study The Influence of Different Cooling MediaDocument25 pagesTo Study The Influence of Different Cooling MediaVikas Mani TripathiNo ratings yet
- Optimization of Process Parameters Affecting Gas Tungsten Arc Welding of AA6082Document5 pagesOptimization of Process Parameters Affecting Gas Tungsten Arc Welding of AA6082erpublicationNo ratings yet
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocument8 pagesStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelAngga Pamilu PutraNo ratings yet
- Bubut 10Document10 pagesBubut 10HisokaNo ratings yet
- Las 6 DoiDocument10 pagesLas 6 DoiHisokaNo ratings yet
- Modul 2 CDocument10 pagesModul 2 CHisokaNo ratings yet
- Jurnal Sains Dan Informatika: Application of Laboratory Registration Test - Based It Professionals in UniversityDocument10 pagesJurnal Sains Dan Informatika: Application of Laboratory Registration Test - Based It Professionals in UniversityHisokaNo ratings yet
- ForecastingDocument14 pagesForecastingHisokaNo ratings yet
- Kit de Terminacion TFT-150R-G TYCO ELECTRONICSDocument22 pagesKit de Terminacion TFT-150R-G TYCO ELECTRONICSWilbert ACNo ratings yet
- Nitriding Steel: ApplicationsDocument1 pageNitriding Steel: Applicationsmadhu gawadeNo ratings yet
- Sheet3 - Composites - Fiber ReinforcedDocument3 pagesSheet3 - Composites - Fiber ReinforcedAbdalla Mohamed AbdallaNo ratings yet
- Sandwich PanelsDocument16 pagesSandwich PanelsSiva Kishore IkkurthiNo ratings yet
- SLDVR Structural Forms Scaffholding CalculatorDocument16 pagesSLDVR Structural Forms Scaffholding Calculatorkhalid alshamsiNo ratings yet
- NO Nama Barang Satuan Jumlah Barang Harga (RP) Satuan JumlahDocument3 pagesNO Nama Barang Satuan Jumlah Barang Harga (RP) Satuan JumlahMuh Faris HidayatullahNo ratings yet
- Bronze Ball Valve 600 WOGDocument35 pagesBronze Ball Valve 600 WOGCarlos Luis Esquerdo MarcanoNo ratings yet
- Fit Up Welding Visual Inspection ReportDocument2 pagesFit Up Welding Visual Inspection Reportmohd as shahiddin jafri100% (1)
- Seminar ReportDocument23 pagesSeminar Reportbijithbigb0% (1)
- RM Price List June 2023 ROPDocument1 pageRM Price List June 2023 ROPhassan sardarNo ratings yet
- Solidia Technologies: Where Sustainability Meets Profitability and PerformanceDocument20 pagesSolidia Technologies: Where Sustainability Meets Profitability and PerformanceDicran KALUSTIANNo ratings yet
- Plumbing-Max FajardoDocument175 pagesPlumbing-Max Fajardoaj80% (5)
- Corrpro Water Storage Tanks US NEWDocument4 pagesCorrpro Water Storage Tanks US NEWasdsdaNo ratings yet
- Bamboo Construction: Gourav Yadav Sec. B 14150439Document12 pagesBamboo Construction: Gourav Yadav Sec. B 14150439anuj seth100% (1)
- Estimate For Road WorkDocument9 pagesEstimate For Road WorkRajesh KumarNo ratings yet
- Shiva Home - DCFDocument2 pagesShiva Home - DCFshyamsundar_ceNo ratings yet
- Synthesis of 2C-B From Anise OilDocument1 pageSynthesis of 2C-B From Anise OilKrazYNinjA2010100% (2)
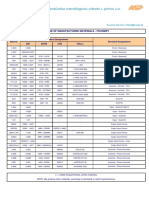
- Range of Manufactured Materials - Foundry: DIN Astm UNS Others Material Standard Designations Standard DesignationsDocument3 pagesRange of Manufactured Materials - Foundry: DIN Astm UNS Others Material Standard Designations Standard Designationskeyur1109No ratings yet
- TDS 2.2.2 PDFDocument2 pagesTDS 2.2.2 PDFShripadNo ratings yet
- Bca Fsor (2018q1)Document33 pagesBca Fsor (2018q1)KaWei100% (1)
- Revision Index Description and / or Revised Sheets: Technical Specification Un - Rio / Atp - Ro 1 of 73 75Document255 pagesRevision Index Description and / or Revised Sheets: Technical Specification Un - Rio / Atp - Ro 1 of 73 75neivaprojetosNo ratings yet
- Detailed EstimateDocument59 pagesDetailed EstimateAngie Lee RomanillosNo ratings yet
- Metal and Energy Tech Report, August 13Document2 pagesMetal and Energy Tech Report, August 13Angel BrokingNo ratings yet
- Laboratory ManualDocument0 pagesLaboratory ManualsuryavigneNo ratings yet
- Lectuer-11 EvaporatorDocument41 pagesLectuer-11 EvaporatorAurenio RibeiroNo ratings yet
- List of Stationery Items Opening Qty S.No. Items Names Spacifitation Qty in Qty Out Balance QtyDocument4 pagesList of Stationery Items Opening Qty S.No. Items Names Spacifitation Qty in Qty Out Balance QtykachanNo ratings yet
- Design of Two Way SlabDocument180 pagesDesign of Two Way SlabGino Paolo ObsiomaNo ratings yet
- Styli Catalog 13B PDFDocument100 pagesStyli Catalog 13B PDFradule021No ratings yet
- Material Balance Without ReactionDocument6 pagesMaterial Balance Without ReactionparuselviNo ratings yet
- Rocket Stove Design GuideDocument9 pagesRocket Stove Design Guidefrola5100% (2)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet
- A Baker's Dozen: Real Analog Solutions for Digital DesignersFrom EverandA Baker's Dozen: Real Analog Solutions for Digital DesignersRating: 4 out of 5 stars4/5 (1)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- Debugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingFrom EverandDebugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingRating: 5 out of 5 stars5/5 (1)