You might also like
- Facility Layout and OEE CalculationDocument6 pagesFacility Layout and OEE CalculationAnbu Joel100% (1)
- Yash Sampat Literature Review AcountsDocument4 pagesYash Sampat Literature Review AcountsYash SampatNo ratings yet
- Iso 09886-2004Document25 pagesIso 09886-2004HSE ProviderNo ratings yet
- Pert - Cpm. Pert CostDocument12 pagesPert - Cpm. Pert CostaerogemNo ratings yet
- SchedulingDocument20 pagesSchedulingShivansh SainiNo ratings yet
- MRP Material Requirements PlanningDocument36 pagesMRP Material Requirements PlanningorbansaNo ratings yet
- Production Planning and Inventory Control Training: Bali, 25-27 September 2019Document23 pagesProduction Planning and Inventory Control Training: Bali, 25-27 September 2019Goran HutasuhutNo ratings yet
- 18B - Feddy Hendriyawan - 18416226201274Document10 pages18B - Feddy Hendriyawan - 18416226201274feddy hendriyawanNo ratings yet
- Notes in Method StudyDocument3 pagesNotes in Method StudyKathrine Kate CadiangNo ratings yet
- INVENTORY PLANNINGDocument7 pagesINVENTORY PLANNINGandov9No ratings yet
- TOPIC 5 WORK SAMPLING ANALYSISDocument25 pagesTOPIC 5 WORK SAMPLING ANALYSISProph Timothy TsaaganeNo ratings yet
- EOQ ProblemsDocument69 pagesEOQ ProblemsGanesh PajweNo ratings yet
- Pendahuluan PtiDocument14 pagesPendahuluan PtiSonia Yusuf KahfiNo ratings yet
- Jurnal RWLDocument7 pagesJurnal RWLIyangNo ratings yet
- Week11 02411940000179 D Muhammad Ardhan AnshariDocument8 pagesWeek11 02411940000179 D Muhammad Ardhan AnsharianshariNo ratings yet
- Linear Programming: Solving the Transshipment ProblemDocument26 pagesLinear Programming: Solving the Transshipment Problemmanish_k_pandeyNo ratings yet
- Perancangan Pengembangan Produk Powerbank Dengan Metode Quality Function Deployment (QFD)Document13 pagesPerancangan Pengembangan Produk Powerbank Dengan Metode Quality Function Deployment (QFD)TM AMarcellinus Tedy100% (1)
- BMCG 1523 Project GuidelinesDocument5 pagesBMCG 1523 Project GuidelinesAssrul YahyaNo ratings yet
- Chapter 5 MRP ErpDocument22 pagesChapter 5 MRP ErpKelly ObrienNo ratings yet
- Value Stream Map: Order EntryDocument4 pagesValue Stream Map: Order EntryMansoor AliNo ratings yet
- 08AA603-Process Planning and Cost Estimation-Lesson PlanDocument3 pages08AA603-Process Planning and Cost Estimation-Lesson PlanMari MuthuNo ratings yet
- Study of Simple Multi Attribute Rating Technique - EditedDocument6 pagesStudy of Simple Multi Attribute Rating Technique - EditedAditya Tri SudewoNo ratings yet
- Presentation On Lean Manufacturing: Course Title: Ergonomics and Productivity Engineering Sessional Course Code: IPE 3202Document26 pagesPresentation On Lean Manufacturing: Course Title: Ergonomics and Productivity Engineering Sessional Course Code: IPE 3202Ayman Sajjad AkashNo ratings yet
- ExpertFit Student Version OverviewDocument23 pagesExpertFit Student Version Overviewlucas matheusNo ratings yet
- Chapter 5 Control Charts For AttributesDocument48 pagesChapter 5 Control Charts For Attributesgeletaw mitawNo ratings yet
- 8, 9 Rank Order ClusteringDocument19 pages8, 9 Rank Order ClusteringAkash Tripathi100% (1)
- Master SchedulingDocument23 pagesMaster SchedulingFaröuq d'CröwNo ratings yet
- Material and Procuction Management NotesDocument68 pagesMaterial and Procuction Management NotesMwanza MaliiNo ratings yet
- 6 House of RIskDocument29 pages6 House of RIskRismaANo ratings yet
- Guide To The Training of SupervisorsDocument13 pagesGuide To The Training of SupervisorsUjang BOP EngineerNo ratings yet
- Temperature Measurement MethodDocument12 pagesTemperature Measurement MethodRaza Hyder0% (1)
- SR No T-Code DescriptionDocument9 pagesSR No T-Code DescriptionMayand Dua100% (1)
- Ch16 Aggregate PlanningDocument3 pagesCh16 Aggregate PlanningPutri Rizky DwisumartiNo ratings yet
- Method Study Work MeasurementDocument51 pagesMethod Study Work MeasurementGm MostafaNo ratings yet
- Dr. Gigih Udi Atmo - Overview of Electric Vehicles Development in APECDocument23 pagesDr. Gigih Udi Atmo - Overview of Electric Vehicles Development in APECArfie IkhsanNo ratings yet
- How to Calculate FSN Analysis Based on Average Stay and Consumption RateDocument6 pagesHow to Calculate FSN Analysis Based on Average Stay and Consumption RateRaveendranath VenkyNo ratings yet
- Factors Causing Construction Delays in IndonesiaDocument10 pagesFactors Causing Construction Delays in IndonesiaMateri BelajarNo ratings yet
- Design Project Assessment Sheet Rev 1Document2 pagesDesign Project Assessment Sheet Rev 1Giemhel GeleraNo ratings yet
- Case Study DJJ5133Document24 pagesCase Study DJJ5133Kubheran SelvathuraiNo ratings yet
- Toyota's Just in Time Success with KanbanDocument16 pagesToyota's Just in Time Success with KanbanAngga N. DarmawanNo ratings yet
- Consider The Problem of Paris Paint Presented in Problem 32 Lebih NEWDocument9 pagesConsider The Problem of Paris Paint Presented in Problem 32 Lebih NEWMuhammad Afdila GhulfiNo ratings yet
- 1 Test LAB: Store KitDocument13 pages1 Test LAB: Store KitboywithmoodsNo ratings yet
- Jurnal Makro ErgonomiDocument8 pagesJurnal Makro ErgonomiWidhani Putri100% (1)
- IE Lab Manual Final 2019 PDFDocument32 pagesIE Lab Manual Final 2019 PDFSwami SharmaNo ratings yet
- Let's Drink A Coffee To Talk About: The Raci MatrixDocument4 pagesLet's Drink A Coffee To Talk About: The Raci MatrixJohann MenesesNo ratings yet
- FMEA With NotationsDocument2 pagesFMEA With Notationstcalhoun1285100% (2)
- Lot Sizing in MRPDocument49 pagesLot Sizing in MRPGauri Singh100% (1)
- IE-L1-Presentation New - Work Study and Job DesignDocument93 pagesIE-L1-Presentation New - Work Study and Job Designsanjeewa herathNo ratings yet
- Fadoua Ait Youssef + HoumaDocument41 pagesFadoua Ait Youssef + Houmasig-hanaNo ratings yet
- Soal Type BDocument5 pagesSoal Type Bkhusus yutubNo ratings yet
- Measurement of Magnetic Fields: Physics 211LDocument5 pagesMeasurement of Magnetic Fields: Physics 211LElias HannaNo ratings yet
- Examen Final LaboDocument3 pagesExamen Final LaboMoises ClNo ratings yet
- Smartchem Gopalpur - Report - ILPLT - TP-2 - DT 07.11.2022 SubmissionDocument11 pagesSmartchem Gopalpur - Report - ILPLT - TP-2 - DT 07.11.2022 Submissionram.deshpandeNo ratings yet
- Combifloatdimsheet 2010Document1 pageCombifloatdimsheet 2010NANTHAKUMAR GANESANNo ratings yet
- ANSI Pipe Schedule SI UNITS METRIC PDFDocument1 pageANSI Pipe Schedule SI UNITS METRIC PDFmm100% (4)
- M/U/1 Queue - 50 Customers: CustomerDocument4 pagesM/U/1 Queue - 50 Customers: CustomerErikaNo ratings yet
- Power Buses Column Central Portion Column Central Portion (Column in Middle) Nominal 20.2pF Nominal 2.44pF NominalDocument8 pagesPower Buses Column Central Portion Column Central Portion (Column in Middle) Nominal 20.2pF Nominal 2.44pF NominalOscar Sánchez CondeNo ratings yet
- Static Wind Load Calculation As Per Design Manual ASCE 7-05Document1 pageStatic Wind Load Calculation As Per Design Manual ASCE 7-05Tarun VermaNo ratings yet
- Static Wind Load Calculation As Per Design Manual ASCE 7-05Document1 pageStatic Wind Load Calculation As Per Design Manual ASCE 7-05Tarun VermaNo ratings yet
- NPS, Pipe Schedule Outside Diameter, KG / M Vol. / MDocument8 pagesNPS, Pipe Schedule Outside Diameter, KG / M Vol. / MnazimNo ratings yet
- PT Delsim Star: Clay ManufacturingDocument4 pagesPT Delsim Star: Clay ManufacturingFauzan MahdyNo ratings yet
- Assignment 3 Design of Integrated Industrial Systems Cost of Goods Sold and Marketing StrategyDocument25 pagesAssignment 3 Design of Integrated Industrial Systems Cost of Goods Sold and Marketing StrategyFauzan MahdyNo ratings yet
- Cuckoo ClockDocument9 pagesCuckoo ClockFauzan MahdyNo ratings yet
- Bied Final Exam: 16522177-M.Fauzanmahdy DDocument1 pageBied Final Exam: 16522177-M.Fauzanmahdy DFauzan MahdyNo ratings yet
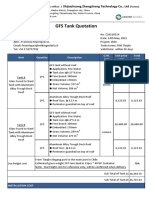
- GFS Tank Quotation C20210514Document4 pagesGFS Tank Quotation C20210514Francisco ManriquezNo ratings yet
- Financial Analysis of Wipro LTDDocument101 pagesFinancial Analysis of Wipro LTDashwinchaudhary89% (18)
- SBI Sample PaperDocument283 pagesSBI Sample Paperbeintouch1430% (1)
- Revision Worksheet - Matrices and DeterminantsDocument2 pagesRevision Worksheet - Matrices and DeterminantsAryaNo ratings yet
- GS16 Gas Valve: With On-Board DriverDocument4 pagesGS16 Gas Valve: With On-Board DriverProcurement PardisanNo ratings yet
- Guidelines - MIDA (Haulage)Document3 pagesGuidelines - MIDA (Haulage)Yasushi Charles TeoNo ratings yet
- Grading System The Inconvenient Use of The Computing Grades in PortalDocument5 pagesGrading System The Inconvenient Use of The Computing Grades in PortalJm WhoooNo ratings yet
- Peran Dan Tugas Receptionist Pada Pt. Serim Indonesia: Disadur Oleh: Dra. Nani Nuraini Sarah MsiDocument19 pagesPeran Dan Tugas Receptionist Pada Pt. Serim Indonesia: Disadur Oleh: Dra. Nani Nuraini Sarah MsiCynthia HtbNo ratings yet
- Chapter 19 - 20 Continuous Change - Transorganizational ChangeDocument12 pagesChapter 19 - 20 Continuous Change - Transorganizational ChangeGreen AvatarNo ratings yet
- PowerPointHub Student Planner B2hqY8Document25 pagesPowerPointHub Student Planner B2hqY8jersey10kNo ratings yet
- List of Reactive Chemicals - Guardian Environmental TechnologiesDocument69 pagesList of Reactive Chemicals - Guardian Environmental TechnologiesGuardian Environmental TechnologiesNo ratings yet
- Ball Valves Pentair Valves and ControlsDocument16 pagesBall Valves Pentair Valves and ControlsABDUL KADHARNo ratings yet
- Big Joe Pds30-40Document198 pagesBig Joe Pds30-40mauro garciaNo ratings yet
- Analyze and Design Sewer and Stormwater Systems with SewerGEMSDocument18 pagesAnalyze and Design Sewer and Stormwater Systems with SewerGEMSBoni ClydeNo ratings yet
- Masteringphys 14Document20 pagesMasteringphys 14CarlosGomez0% (3)
- Seminar Course Report ON Food SafetyDocument25 pagesSeminar Course Report ON Food SafetyYanNo ratings yet
- PeopleSoft Security TablesDocument8 pagesPeopleSoft Security TablesChhavibhasinNo ratings yet
- Mrs. Universe PH - Empowering Women, Inspiring ChildrenDocument2 pagesMrs. Universe PH - Empowering Women, Inspiring ChildrenKate PestanasNo ratings yet
- United-nations-Organization-uno Solved MCQs (Set-4)Document8 pagesUnited-nations-Organization-uno Solved MCQs (Set-4)SãñÂt SûRÿá MishraNo ratings yet
- UD150L-40E Ope M501-E053GDocument164 pagesUD150L-40E Ope M501-E053GMahmoud Mady100% (3)
- Endangered EcosystemDocument11 pagesEndangered EcosystemNur SyahirahNo ratings yet
- U2 All That You Can't Leave BehindDocument82 pagesU2 All That You Can't Leave BehindFranck UrsiniNo ratings yet
- EN 12449 CuNi Pipe-2012Document47 pagesEN 12449 CuNi Pipe-2012DARYONO sudaryonoNo ratings yet
- Ailunce HD1 Software ManualDocument33 pagesAilunce HD1 Software ManualMarc LaBarberaNo ratings yet
- Reading Comprehension Exercise, May 3rdDocument3 pagesReading Comprehension Exercise, May 3rdPalupi Salwa BerliantiNo ratings yet
- Typical T Intersection On Rural Local Road With Left Turn LanesDocument1 pageTypical T Intersection On Rural Local Road With Left Turn Lanesahmed.almakawyNo ratings yet
- Factors of Active Citizenship EducationDocument2 pagesFactors of Active Citizenship EducationmauïNo ratings yet
- Sinclair User 1 Apr 1982Document68 pagesSinclair User 1 Apr 1982JasonWhite99No ratings yet
- TJUSAMO 2013-2014 Modular ArithmeticDocument4 pagesTJUSAMO 2013-2014 Modular ArithmeticChanthana ChongchareonNo ratings yet
- SOP-for RecallDocument3 pagesSOP-for RecallNilove PervezNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Safety Fundamentals and Best Practices in Construction IndustryFrom EverandSafety Fundamentals and Best Practices in Construction IndustryNo ratings yet
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeFrom EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNo ratings yet
- Guidelines for Implementing Process Safety ManagementFrom EverandGuidelines for Implementing Process Safety ManagementNo ratings yet
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Inherently Safer Chemical Processes: A Life Cycle ApproachFrom EverandInherently Safer Chemical Processes: A Life Cycle ApproachRating: 5 out of 5 stars5/5 (1)
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Radium Girls: Women and Industrial Health Reform, 1910-1935From EverandRadium Girls: Women and Industrial Health Reform, 1910-1935Rating: 4.5 out of 5 stars4.5/5 (4)
- Incidents That Define Process SafetyFrom EverandIncidents That Define Process SafetyNo ratings yet
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)