You might also like
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Air Gage BasicsDocument56 pagesAir Gage Basicstip and topNo ratings yet
- Design For Manufacturability A Complete Guide - 2021 EditionFrom EverandDesign For Manufacturability A Complete Guide - 2021 EditionNo ratings yet
- Metrology and Quality AssuranceDocument8 pagesMetrology and Quality Assurancehammad ghaffarNo ratings yet
- Notes On Geometric Dimensioning and TolerancingDocument68 pagesNotes On Geometric Dimensioning and TolerancingVinod KumarNo ratings yet
- Surface Plate InspectionsDocument62 pagesSurface Plate InspectionsTirth Parmar0% (1)
- GDT TutorialDocument76 pagesGDT TutorialSrk ChowdaryNo ratings yet
- Tolerance Charting PDFDocument7 pagesTolerance Charting PDFSudeep Kumar SinghNo ratings yet
- CAD in Robotics1 PDFDocument20 pagesCAD in Robotics1 PDFSugumaran MurugesanNo ratings yet
- Microsoft PowerPoint - G D & T 17.11Document96 pagesMicrosoft PowerPoint - G D & T 17.11vijaykkhal100% (1)
- Dimensional Quality Engineering PowerpointDocument15 pagesDimensional Quality Engineering PowerpointSalman JavedNo ratings yet
- Fundamentals of Geometric Dimensioning and Tolerancing by Alex Krulikowski Downloads TorrentDocument3 pagesFundamentals of Geometric Dimensioning and Tolerancing by Alex Krulikowski Downloads TorrentAshok MadhanNo ratings yet
- Metrology & Measurement: Anand K Bewoor & Vinay A KulkarniDocument23 pagesMetrology & Measurement: Anand K Bewoor & Vinay A KulkarniKuwer ThakurNo ratings yet
- Geometric Dimensioning and TolerancingDocument4 pagesGeometric Dimensioning and TolerancingAshokNo ratings yet
- Metrology 2 - Slip GuagesDocument14 pagesMetrology 2 - Slip GuagesShyam VimalKumarNo ratings yet
- Basic Statistics: Introductory Workshop MS-BapmDocument78 pagesBasic Statistics: Introductory Workshop MS-BapmakragnarockNo ratings yet
- ME 424/426 Drawing GuidelinesDocument5 pagesME 424/426 Drawing GuidelinesshivajitagiNo ratings yet
- Quiz Steps in Soldering Grade 10Document2 pagesQuiz Steps in Soldering Grade 10Joseph Reposar GonzalesNo ratings yet
- Projected Tolerance Zone Concept-GD&TDocument24 pagesProjected Tolerance Zone Concept-GD&TKishor kumar Bhatia100% (6)
- How To Perform Assembly Tolerance Stack Up Analysis by Worst Case MethodDocument3 pagesHow To Perform Assembly Tolerance Stack Up Analysis by Worst Case MethodPramod BeharaNo ratings yet
- Uncertainity Measurement Requirements of ISO IEC 17025 2005Document28 pagesUncertainity Measurement Requirements of ISO IEC 17025 2005ahkiaenaaaaNo ratings yet
- 08 ParallelismMeasurement80Document31 pages08 ParallelismMeasurement80maddy_scribdNo ratings yet
- GD&TDocument70 pagesGD&TKarthi KeyanNo ratings yet
- GD&T QuestionsDocument3 pagesGD&T Questionsbkattimani0% (1)
- Plasma WeldingDocument50 pagesPlasma WeldingSatyam kumar UpadhyayNo ratings yet
- Design For Manufacturing ExamplesDocument13 pagesDesign For Manufacturing ExamplesVikash Singh100% (1)
- Dimensional Engineering Part3Document10 pagesDimensional Engineering Part3Avneet MaanNo ratings yet
- 62 Design Specification For Gauges EnglishDocument17 pages62 Design Specification For Gauges EnglishShawn WaltzNo ratings yet
- Section 4 Slides 2022Document140 pagesSection 4 Slides 2022Sathappan Kasi100% (1)
- Process Capability & SQCDocument37 pagesProcess Capability & SQCNirav Solanki0% (1)
- GD&T Symbols Reference GuideDocument2 pagesGD&T Symbols Reference Guidecreating_24No ratings yet
- Controlling The Geometry of SlotsDocument35 pagesControlling The Geometry of SlotsAnonymous 7ZTcBnNo ratings yet
- Design For CastingDocument14 pagesDesign For CastingArtemis FowlNo ratings yet
- TolerancesDocument37 pagesTolerancescprabhakaranNo ratings yet
- Software PolyWorks V12 Inspector Airfoil Gauge Module enDocument2 pagesSoftware PolyWorks V12 Inspector Airfoil Gauge Module entheflamebearerNo ratings yet
- Measurement 1Document16 pagesMeasurement 1FaIz FauziNo ratings yet
- 18-Limit, Fit, ToleranceDocument15 pages18-Limit, Fit, TolerancesparkletdesignNo ratings yet
- Surface Roughness MeasurementDocument9 pagesSurface Roughness MeasurementHazril LifebooksNo ratings yet
- Abrasive Waterjet MachiningDocument54 pagesAbrasive Waterjet MachiningPrasad ChoureNo ratings yet
- Catia GD & TDocument83 pagesCatia GD & TAtthapol YuyaNo ratings yet
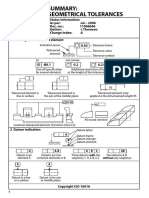
- Summary-Geometrical Tolerance - I - 07-2006 - Rev ADocument10 pagesSummary-Geometrical Tolerance - I - 07-2006 - Rev AMhs EngineerNo ratings yet
- Fundamentals of GD&TDocument75 pagesFundamentals of GD&TnitishhdesaiNo ratings yet
- CMM CAD Programming 1Document9 pagesCMM CAD Programming 1Supriya SahuNo ratings yet
- Coordinate Measuring MachineDocument20 pagesCoordinate Measuring MachineDevadattNo ratings yet
- Tolerance Variance Analysis WP PDFDocument22 pagesTolerance Variance Analysis WP PDFNirmalan GanapathyNo ratings yet
- A Guide To Geometry Import and Repair in ABAQUS CAEDocument27 pagesA Guide To Geometry Import and Repair in ABAQUS CAEAnkit Agarwal100% (1)
- Design For ManufacturingDocument19 pagesDesign For ManufacturingNaga SundaramNo ratings yet
- Engr 22 Lec 20 Sp07 GDT 2 Bonus TolDocument28 pagesEngr 22 Lec 20 Sp07 GDT 2 Bonus TolpdmnbraoNo ratings yet
- Tolerances: ENDG105 Class 7.1Document43 pagesTolerances: ENDG105 Class 7.1nedunchiNo ratings yet
- Coordinate Measuring MachineDocument7 pagesCoordinate Measuring MachineDivyanshuNo ratings yet
- DV07PUB5 Study GuideDocument5 pagesDV07PUB5 Study Guideantonio87No ratings yet
- ComparatorsDocument42 pagesComparatorsNaman Dave100% (2)
- Engineering Metrology and Measurements: Chapter 3. Limits, Fits and TolerancesDocument17 pagesEngineering Metrology and Measurements: Chapter 3. Limits, Fits and Tolerances손종인No ratings yet
- Chap 1-1Document53 pagesChap 1-1hudarusliNo ratings yet
- Amqms S-80 CP PDFDocument12 pagesAmqms S-80 CP PDFAbhirav LandeNo ratings yet
- A Review Paper On Gauges and Instrument Used in Industries Also The Purpose of Inspection GaugesDocument11 pagesA Review Paper On Gauges and Instrument Used in Industries Also The Purpose of Inspection GaugesSam SamNo ratings yet
- Fi LiDocument17 pagesFi LiFikaduNo ratings yet
- Comparators NotesDocument16 pagesComparators NotesSrinivasulu GoliNo ratings yet
- Unit 5Document14 pagesUnit 5Devan SaiNo ratings yet
- Measurement Lab Manual RADocument20 pagesMeasurement Lab Manual RAVinayak SharmaNo ratings yet
- Lenskart: Team MembersDocument18 pagesLenskart: Team MembersAbhay SharmaNo ratings yet
- PublishedArticle CommPatternsDocument9 pagesPublishedArticle CommPatternsAbhay SharmaNo ratings yet
- RoboticsDocument17 pagesRoboticsAbhay SharmaNo ratings yet
- BonafideDocument1 pageBonafideAbhay SharmaNo ratings yet
- 3-Limits Fits and TolerancesDocument22 pages3-Limits Fits and TolerancesAbhay Sharma100% (1)
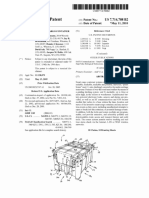
- United States Patent: (10) Patent No.: US 7,714,708 B2Document33 pagesUnited States Patent: (10) Patent No.: US 7,714,708 B2Abhay SharmaNo ratings yet
- Jerguson Spec GuideDocument30 pagesJerguson Spec GuideGanesh YadavNo ratings yet
- Constructive Technical Characteristics: Pipes Systems and Accessories Pipes Systems and AccessoriesDocument20 pagesConstructive Technical Characteristics: Pipes Systems and Accessories Pipes Systems and Accessoriesluisxxx1No ratings yet
- Self Locking TapsDocument7 pagesSelf Locking Tapscamohunter71100% (1)
- Installation Instructions For Spring Han - WitzenmannDocument4 pagesInstallation Instructions For Spring Han - WitzenmannDam VoNo ratings yet
- Sae J518-1 - 201301Document16 pagesSae J518-1 - 201301Ricardo Luiz Bernardo de Oliveira67% (3)
- Forming Tap Hole - PrestoDocument16 pagesForming Tap Hole - Prestocluk4No ratings yet
- Level Sensor Reed Chain KoboldDocument12 pagesLevel Sensor Reed Chain KobolddiojufriandaNo ratings yet
- Oxygen Systems: Loctite Products ForDocument2 pagesOxygen Systems: Loctite Products ForayazNo ratings yet
- DIN 7603 A: Sealing RingsDocument2 pagesDIN 7603 A: Sealing RingsAbhijeet KeerNo ratings yet
- Bang Tra Ren He Inch PDFDocument14 pagesBang Tra Ren He Inch PDFNg HiếuNo ratings yet
- Metrology and Instrumentation M 602 3Document1 pageMetrology and Instrumentation M 602 3AnilkumarGopinathanNairNo ratings yet
- Swagelock - Medium - and High-Pressure FittingsDocument128 pagesSwagelock - Medium - and High-Pressure FittingsShesharam ChouhanNo ratings yet
- Iso 7412 PDFDocument9 pagesIso 7412 PDFnate anantathatNo ratings yet
- A962a962m 18Document13 pagesA962a962m 18AFQBAVQ2EFCQF31FNo ratings yet
- Lecture 3 PEF 303Document54 pagesLecture 3 PEF 303Preeti BirwalNo ratings yet
- MCQ in Machine Design and Shop Practice Part 18 ME Board ExamDocument13 pagesMCQ in Machine Design and Shop Practice Part 18 ME Board ExamRobert V. AbrasaldoNo ratings yet
- Meister Twister MT3: Assembly and SetupDocument2 pagesMeister Twister MT3: Assembly and Setupshywrite11No ratings yet
- Variable Bleed PistonDocument3 pagesVariable Bleed PistonRajaSekarsajjaNo ratings yet
- Is: 1239part 2 Mild Dteel Tube PipeDocument36 pagesIs: 1239part 2 Mild Dteel Tube PipeRathnakar NaikNo ratings yet
- 2 Drilling PipesDocument82 pages2 Drilling Pipesdf_campos3353No ratings yet
- Turkish Mauser InfoDocument2 pagesTurkish Mauser Infoguytr2100% (4)
- Camd Manual18me36a FinalDocument44 pagesCamd Manual18me36a FinalDANISH ME-18-40No ratings yet
- Astm A394-07 PDFDocument6 pagesAstm A394-07 PDFalifuat duyguNo ratings yet
- Buildex Product Brochure 2222Document60 pagesBuildex Product Brochure 2222KennyNo ratings yet
- Borg Warner Outline Drawings 1077-09 SeriesDocument92 pagesBorg Warner Outline Drawings 1077-09 SeriesalbertoNo ratings yet
- Magnetic Pickups and Proximity Switches For Electronic ControlsDocument16 pagesMagnetic Pickups and Proximity Switches For Electronic ControlsChhoan NhunNo ratings yet
- NINE 9 Catalogue 2015 PDFDocument77 pagesNINE 9 Catalogue 2015 PDFCristian FuentesNo ratings yet
- Hardness Test 2Document14 pagesHardness Test 2NagarjunSHNo ratings yet
- BoltsDocument6 pagesBoltsblackhawkNo ratings yet
- Machine DesignDocument97 pagesMachine DesignGourav Kapoor100% (4)