You might also like
- Soal Un 2018 Paket 3Document13 pagesSoal Un 2018 Paket 3Blessing HarvestNo ratings yet
- Soal Un 2018 Paket 2Document14 pagesSoal Un 2018 Paket 2Blessing HarvestNo ratings yet
- SHL Online Assessment System RequirementsDocument1 pageSHL Online Assessment System RequirementsBlessing HarvestNo ratings yet
- Soal Un 2018 Paket 3Document14 pagesSoal Un 2018 Paket 3Blessing HarvestNo ratings yet
- Belhadjltaief 2016Document9 pagesBelhadjltaief 2016Blessing HarvestNo ratings yet
- PhotocatalyticDocument8 pagesPhotocatalyticBlessing HarvestNo ratings yet
- Reading As ThinkingDocument9 pagesReading As ThinkingBlessing HarvestNo ratings yet
- Extraction of Carbohydrate From Sweet Orange Peels (Citrus Sinensis L.) and Their Identification Via LC /MS & Thin Layer Chromatographic AnalysisDocument7 pagesExtraction of Carbohydrate From Sweet Orange Peels (Citrus Sinensis L.) and Their Identification Via LC /MS & Thin Layer Chromatographic AnalysisBlessing HarvestNo ratings yet
- Extraction and Characterization of Cellulose Nanocrystals From Corn StoverDocument7 pagesExtraction and Characterization of Cellulose Nanocrystals From Corn StoverBlessing HarvestNo ratings yet
- KBM2016780181 PDFDocument3 pagesKBM2016780181 PDFBlessing HarvestNo ratings yet
- Sweet PotatoDocument8 pagesSweet PotatoBlessing HarvestNo ratings yet
- Rapid Quantification of Spinach Leaf Cuticular Wax Using Fourier Transform Infrared Attenuated Total Re Ectance SpectrosDocument10 pagesRapid Quantification of Spinach Leaf Cuticular Wax Using Fourier Transform Infrared Attenuated Total Re Ectance SpectrosBlessing HarvestNo ratings yet
- Maek 2013Document9 pagesMaek 2013Blessing HarvestNo ratings yet
- Tuk - Návody - AnglickyDocument7 pagesTuk - Návody - AnglickyBlessing HarvestNo ratings yet
- O Connell 2016Document5 pagesO Connell 2016Blessing HarvestNo ratings yet
- Rmoil ADocument8 pagesRmoil ABlessing HarvestNo ratings yet
- Listening Sample Task - Form CompletionDocument4 pagesListening Sample Task - Form CompletionTrần Đăng Khoa100% (1)
- Protein Extraction From Meat and The Pos PDFDocument4 pagesProtein Extraction From Meat and The Pos PDFBlessing HarvestNo ratings yet
- Photocatalytic Degradation of Pesticides by Titanium Dioxide and Titanium Pillared Purified ClaysDocument6 pagesPhotocatalytic Degradation of Pesticides by Titanium Dioxide and Titanium Pillared Purified ClaysBlessing HarvestNo ratings yet
- 2 Extractionand Characterizationof Chitin ChitosanandproteinhydrolysatespreparedfromshrimpDocument14 pages2 Extractionand Characterizationof Chitin ChitosanandproteinhydrolysatespreparedfromshrimpBlessing HarvestNo ratings yet
- Extraction and Utilization of Rice Bran Oil Are ViewDocument13 pagesExtraction and Utilization of Rice Bran Oil Are ViewBlessing HarvestNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Poem - A Roadside StandDocument11 pagesPoem - A Roadside StandOm KanaujiaNo ratings yet
- Advisor Vol 14Document8 pagesAdvisor Vol 14ninh2dNo ratings yet
- Penilaian Akhir Semester I: SD Muhammadiyah 22 Sruni Kecamatan Banjarsari - SurakartaDocument3 pagesPenilaian Akhir Semester I: SD Muhammadiyah 22 Sruni Kecamatan Banjarsari - SurakartaHana WardaniNo ratings yet
- Brightwok Kitchen MenuDocument1 pageBrightwok Kitchen MenuAshok SelvamNo ratings yet
- Fuyu Dinner MenuDocument1 pageFuyu Dinner MenuEaterNo ratings yet
- 45 200 PDFDocument7 pages45 200 PDFM. HannemanNo ratings yet
- OrigamiDocument61 pagesOrigamiNasiruddin Nasih Al-MalangiNo ratings yet
- PS 1Document37 pagesPS 1Aatif AltafNo ratings yet
- Israel's Agriculture in The 21st CenturyDocument12 pagesIsrael's Agriculture in The 21st CenturyPeriyakaruppan NagarajanNo ratings yet
- Sinewave Biomass Power - Assessment Report PDFDocument20 pagesSinewave Biomass Power - Assessment Report PDFPranab SinhaNo ratings yet
- Cornstarch Chicken Breasts Oyster Sauce Hoisin Sauce: Chicken Lettuce Wraps Ingredients For The ChickenDocument3 pagesCornstarch Chicken Breasts Oyster Sauce Hoisin Sauce: Chicken Lettuce Wraps Ingredients For The ChickenDen BazNo ratings yet
- We Filipinos Are Mild DrinkersDocument5 pagesWe Filipinos Are Mild DrinkersShiori ShiomiyaNo ratings yet
- The Ecology and Management of Dead Wood in WesternDocument41 pagesThe Ecology and Management of Dead Wood in Westernapi-25975305No ratings yet
- The Family Seed Saving BookDocument30 pagesThe Family Seed Saving BookpermaMedia100% (3)
- Sci - LP2-4 Microbiology, ReproductionDocument11 pagesSci - LP2-4 Microbiology, ReproductionluigimanzanaresNo ratings yet
- Clarifier SDocument20 pagesClarifier Senviron13No ratings yet
- Alternatives To Grass Lawns: Groundcover Info SheetDocument6 pagesAlternatives To Grass Lawns: Groundcover Info SheetaofgubhNo ratings yet
- Contacts For Texas Household Hazardous Waste (HHW) Programs - Listed by CountyDocument10 pagesContacts For Texas Household Hazardous Waste (HHW) Programs - Listed by CountyDavid ScheiberNo ratings yet
- FarmlandsDocument17 pagesFarmlandsfozihpaNo ratings yet
- Science Lesson PlanDocument5 pagesScience Lesson Planapi-279720116No ratings yet
- Tegera I Elena - Nove Sorte SljivaDocument6 pagesTegera I Elena - Nove Sorte SljivaAcoNo ratings yet
- Malaysian KitesDocument5 pagesMalaysian KitesMat RoyNo ratings yet
- Goat FarmDocument10 pagesGoat FarmgavinilaaNo ratings yet
- 2015 Floristic Diversity and Conservation Status of Ammankkuruchi Reserve Forest, Pudukkottai DistrictDocument11 pages2015 Floristic Diversity and Conservation Status of Ammankkuruchi Reserve Forest, Pudukkottai DistrictnkomalavalliNo ratings yet
- Intensive Writing Meeting 15 Cause-Effect Signal Words and Using Phrasal VerbsDocument16 pagesIntensive Writing Meeting 15 Cause-Effect Signal Words and Using Phrasal Verbsestu kaniraNo ratings yet
- Reproduction in PlantsDocument17 pagesReproduction in Plantswafa eliasNo ratings yet
- Links To An External Site.Document6 pagesLinks To An External Site.api-300375532No ratings yet
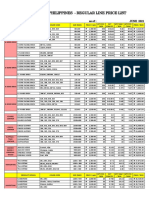
- PHOMI Regular Line June 2021Document3 pagesPHOMI Regular Line June 2021Agus AsnafiNo ratings yet
- The Potency of Sansevieria Trifasciata (Snake Plant)Document107 pagesThe Potency of Sansevieria Trifasciata (Snake Plant)Antonov Vislav81% (26)
- South AnDocument111 pagesSouth AnAniruddha SenNo ratings yet