You might also like
- Marvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- LNG RecondensorDocument17 pagesLNG RecondensorSudhanshu Noddy100% (1)
- Simplify BOG Recondenser Design and OperationDocument20 pagesSimplify BOG Recondenser Design and OperationvalmaxjeonNo ratings yet
- Simplify BOG Recondenser Design and OperationDocument8 pagesSimplify BOG Recondenser Design and OperationWilfredo Suarez TorresNo ratings yet
- Process Critical Compressors by AkamoDocument5 pagesProcess Critical Compressors by AkamomishraenggNo ratings yet
- Functional Specification Export Gas Compressor PDFDocument7 pagesFunctional Specification Export Gas Compressor PDFdndudcNo ratings yet
- Submitted To GM/BTPP: Sub: NLC-BTPP-2X125 MW-Write-up On HP-LP BYPASS SYSTEMS - RegDocument7 pagesSubmitted To GM/BTPP: Sub: NLC-BTPP-2X125 MW-Write-up On HP-LP BYPASS SYSTEMS - RegPrakash ChoudharyNo ratings yet
- LNG Terminal Operator's Design Feedbacks and Technical ChallengesDocument11 pagesLNG Terminal Operator's Design Feedbacks and Technical ChallengesAbhiNo ratings yet
- Case History For Gas Re-Liquefaction System at The Pyeong-Taek LNG Terminal, South KoreaDocument0 pagesCase History For Gas Re-Liquefaction System at The Pyeong-Taek LNG Terminal, South KoreaImtinan MohsinNo ratings yet
- 500mw Checking and Setting of Hydraulic and ElectroDocument15 pages500mw Checking and Setting of Hydraulic and Electrothangarajm1984No ratings yet
- Intercooler, Aftercooler and Antisurge Control: 1. One CasingDocument3 pagesIntercooler, Aftercooler and Antisurge Control: 1. One CasingFouad TachiNo ratings yet
- Centrifugal Compressor System InteractionDocument6 pagesCentrifugal Compressor System Interactionshivajireturns100% (1)
- DF3 - PVT DataDocument10 pagesDF3 - PVT Dataadnan0307No ratings yet
- Basic Pump System Drawing (Rev2)Document14 pagesBasic Pump System Drawing (Rev2)pkgarg_iitkgpNo ratings yet
- GRACE DAHLIA Report Cargo 2Document41 pagesGRACE DAHLIA Report Cargo 2Badrul 'boxer' HishamNo ratings yet
- Gas Compression HysysDocument6 pagesGas Compression HysysMusa Mohammed100% (2)
- Chapter 02Document58 pagesChapter 02MJ LagradaNo ratings yet
- Valve Force BalanceDocument6 pagesValve Force BalanceRishiNo ratings yet
- Liquid Recirculation System-2Document7 pagesLiquid Recirculation System-2Behnam AshouriNo ratings yet
- Vertical Type Reciprocating Compressor For LNG Boil Off Gas (BOG) InjectionDocument6 pagesVertical Type Reciprocating Compressor For LNG Boil Off Gas (BOG) Injectionahmed ahmadNo ratings yet
- Glycol Dehydration Instrumentation and ControlsDocument3 pagesGlycol Dehydration Instrumentation and ControlsdndudcNo ratings yet
- Well TestingDocument8 pagesWell TestingAbhi ShettyNo ratings yet
- The Distributor Valve PDFDocument9 pagesThe Distributor Valve PDFmojtabaNo ratings yet
- Yazd-System Description For LP SectionDocument13 pagesYazd-System Description For LP Sectionandri.motoGNo ratings yet
- CCC White Paper Control Challenges of SMR Compressors Nov 2016Document6 pagesCCC White Paper Control Challenges of SMR Compressors Nov 2016ejzuppelli8036No ratings yet
- Instrumentation and Control of Distillation TowersDocument20 pagesInstrumentation and Control of Distillation Towerspra57833% (3)
- A New Method To Predict The Performance of Gas Condensate ReservoirDocument13 pagesA New Method To Predict The Performance of Gas Condensate Reservoirswaala4realNo ratings yet
- Bypass Method For Recip Compressor Capacity ControlDocument4 pagesBypass Method For Recip Compressor Capacity Controlel mouatez billah messiniNo ratings yet
- LNG TroubleshootingDocument7 pagesLNG TroubleshootingAprizal AzisNo ratings yet
- Trol/restricted/course/fourth/course/mo Dule3-1.html: Module 3.1: Control of Distillation ColumnsDocument14 pagesTrol/restricted/course/fourth/course/mo Dule3-1.html: Module 3.1: Control of Distillation ColumnsRimeli RoychoudhuryNo ratings yet
- Introductión The Plunger LiftDocument10 pagesIntroductión The Plunger LiftLuis Enrrique ArellanoNo ratings yet
- 04po PL 3 4 PDFDocument10 pages04po PL 3 4 PDFMarcelo Varejão CasarinNo ratings yet
- Control Valve Sizing For SteamDocument26 pagesControl Valve Sizing For SteamproxywarNo ratings yet
- PK Sir SuggestionsDocument15 pagesPK Sir SuggestionsSanskriti GhisingNo ratings yet
- Gas ConDocument19 pagesGas ConDeepesh AggarwalNo ratings yet
- Pressure RegulatorDocument4 pagesPressure Regulatordevidutta_pandaNo ratings yet
- Flooded CondensersDocument13 pagesFlooded Condensersstreamt100% (1)
- SPE 131582 Condensate Banking Phenomenon Evaluation in Heterogeneous Low Permeability ReservoirsDocument18 pagesSPE 131582 Condensate Banking Phenomenon Evaluation in Heterogeneous Low Permeability ReservoirsAdanenche Daniel EdohNo ratings yet
- 2fa68 PDFDocument6 pages2fa68 PDFChairani ShafiraNo ratings yet
- B U L L E T I N: Application EngineeringDocument6 pagesB U L L E T I N: Application EngineeringMaria DazaNo ratings yet
- Understanding Unit Pressure Balance Key To Cost-Effective FCC RevampsDocument8 pagesUnderstanding Unit Pressure Balance Key To Cost-Effective FCC Revampsalcides0514lNo ratings yet
- Main ColumnDocument19 pagesMain ColumnsemNo ratings yet
- Gas Lift OperDocument3 pagesGas Lift OperMikhaelrams RamsNo ratings yet
- Reboilerand Condenser Operating ProblemsDocument6 pagesReboilerand Condenser Operating Problemsbalu928100% (1)
- Distillation Column PressureDocument18 pagesDistillation Column PressureSaidFerdjallahNo ratings yet
- T227/U02/ PPP 2: Automatic ControllersDocument46 pagesT227/U02/ PPP 2: Automatic Controllersbaba maachoNo ratings yet
- Pur-15-02 - Air Purger Type PurDocument4 pagesPur-15-02 - Air Purger Type PurAnderson Giovanny Herrera DelgadoNo ratings yet
- Operating and Maintenance Instructions Instrucciones de Funcionamiento y Mantenimiento Instruções de Funcionamento e ManutençãoDocument43 pagesOperating and Maintenance Instructions Instrucciones de Funcionamiento y Mantenimiento Instruções de Funcionamento e ManutençãoalgmenezesNo ratings yet
- T227/U06/ PPP 6: Application of Control On ShipDocument47 pagesT227/U06/ PPP 6: Application of Control On Shipbaba maachoNo ratings yet
- Artificial Lift - Beam Lift Cheat Sheet (Sucker Rod Pumping)Document6 pagesArtificial Lift - Beam Lift Cheat Sheet (Sucker Rod Pumping)enLightNme888No ratings yet
- Sucker RodDocument6 pagesSucker Rodvindictive666No ratings yet
- Debul 2007 X 012Document10 pagesDebul 2007 X 012Sharat ChandraNo ratings yet
- Flowing Well PerformanceDocument57 pagesFlowing Well PerformanceTogoumas Djide100% (4)
- Flowing Well PerformanceDocument57 pagesFlowing Well PerformancemkwendeNo ratings yet
- Working Guide to Reservoir Rock Properties and Fluid FlowFrom EverandWorking Guide to Reservoir Rock Properties and Fluid FlowRating: 3 out of 5 stars3/5 (1)
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Madhan Jokes PDFDocument11 pagesMadhan Jokes PDFmkapkr50% (2)
- Transfer FunctionDocument4 pagesTransfer FunctionmkapkrNo ratings yet
- CD121KDocument7 pagesCD121KmkapkrNo ratings yet
- Win32 API Declaration - MDocument1 pageWin32 API Declaration - MmkapkrNo ratings yet
- Win32 API Declaration - GDocument2 pagesWin32 API Declaration - GmkapkrNo ratings yet
- Win32 API Declaration - DDocument2 pagesWin32 API Declaration - DmkapkrNo ratings yet
- Win32 API Declaration - CDocument7 pagesWin32 API Declaration - CmkapkrNo ratings yet
- Win32 API Declaration - ADocument3 pagesWin32 API Declaration - AmkapkrNo ratings yet
- Analog ClockDocument3 pagesAnalog ClockmkapkrNo ratings yet
- Win32api TypesDocument61 pagesWin32api TypesmkapkrNo ratings yet
- Win32api ConstantsDocument897 pagesWin32api ConstantsmkapkrNo ratings yet
- Empirical Formula WorksheetDocument3 pagesEmpirical Formula WorksheetmkapkrNo ratings yet
- Significant Ships of 2017 Significant Ships of 2017Document84 pagesSignificant Ships of 2017 Significant Ships of 2017Marcel SchmalNo ratings yet
- Internal Job Vacancy LNG (Publish) PDFDocument4 pagesInternal Job Vacancy LNG (Publish) PDFAkhmad Faqih FauzanNo ratings yet
- Brochure - FOAMGLAS Insulation - PFS Generation 1-EnDocument6 pagesBrochure - FOAMGLAS Insulation - PFS Generation 1-EnHariharan HemarajanNo ratings yet
- SEE4121 (2023) - Basic Gas Engineering & Energy Market - Lecture 1 - 9 Jan 2023Document83 pagesSEE4121 (2023) - Basic Gas Engineering & Energy Market - Lecture 1 - 9 Jan 2023MelodyNo ratings yet
- CRUISE Industry - POST Covid - 19 Preparation and ChallengesDocument12 pagesCRUISE Industry - POST Covid - 19 Preparation and Challengesp_k_sahuNo ratings yet
- Mozambique Gas Summit BrochurewDocument8 pagesMozambique Gas Summit BrochurewWeslyn LeeNo ratings yet
- Qualifying Criteria For Signing MSPA With GAIL For LNG Supply July 2010Document2 pagesQualifying Criteria For Signing MSPA With GAIL For LNG Supply July 2010shashwatrishuNo ratings yet
- LNG Versus CNG Versus HSDDocument7 pagesLNG Versus CNG Versus HSDUJJWALNo ratings yet
- ICF Report Gas Market ReformsDocument36 pagesICF Report Gas Market ReformsharmeetsinghrekhiNo ratings yet
- Abaxx Company Overview - Q1.2024Document38 pagesAbaxx Company Overview - Q1.2024wowexo4683No ratings yet
- Phase BehaviorDocument3 pagesPhase Behaviorchemkumar16No ratings yet
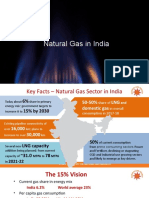
- Natural Gas in IndiaDocument19 pagesNatural Gas in IndiaAnkit PandeyNo ratings yet
- FMDS0729Document106 pagesFMDS0729Chotiwan RattanasatienNo ratings yet
- LNG - Innovation in The LNG Industry - Shell's ApproachDocument12 pagesLNG - Innovation in The LNG Industry - Shell's ApproachNikesh PanchalNo ratings yet
- Future Fuels Risk AssessmentDocument18 pagesFuture Fuels Risk AssessmentPanchadcharam PushparubanNo ratings yet
- JPT 2015-09Document173 pagesJPT 2015-09ee0785No ratings yet
- QatarEnergy Annual Review 2020 - EnglishDocument174 pagesQatarEnergy Annual Review 2020 - Englishnunya businessNo ratings yet
- Alt-Fuels Guidance Complete 2019-08 WebDocument56 pagesAlt-Fuels Guidance Complete 2019-08 WebFyp CcNo ratings yet
- Ammonia Fueled Vessels: Guide ForDocument62 pagesAmmonia Fueled Vessels: Guide ForFlo MarineNo ratings yet
- Valve Magazine, Summer 2020Document40 pagesValve Magazine, Summer 2020GordinhorsNo ratings yet
- Greenfir - 2021Document47 pagesGreenfir - 2021Jian LeiNo ratings yet
- Shell LNG Outlook 2017 InfographicDocument1 pageShell LNG Outlook 2017 InfographicUJJWALNo ratings yet
- 1 LNG CanadaDocument38 pages1 LNG CanadaRobert Waters50% (2)
- SVH DW-Fuel-Pump Cryosump Datasheet-190819Document2 pagesSVH DW-Fuel-Pump Cryosump Datasheet-190819spamalstublieft1832No ratings yet
- Company Profile: Pt. Rekayasa Energi BersamaDocument35 pagesCompany Profile: Pt. Rekayasa Energi BersamaAnggun RushNo ratings yet
- Jing An Gas Filling Station Project Environmental Management PlanDocument36 pagesJing An Gas Filling Station Project Environmental Management PlanGeorgeNo ratings yet
- Liquified Natural Gas: C2 - C5 CryogenicDocument22 pagesLiquified Natural Gas: C2 - C5 CryogenicNicolaNo ratings yet
- 0 - Web - Iveco - Presentacion y Info General GNV-GNLDocument59 pages0 - Web - Iveco - Presentacion y Info General GNV-GNLInti Atipaq Sol VencedorNo ratings yet
- LPG Co-MinglingDocument17 pagesLPG Co-MinglingderhgawenrahulNo ratings yet
- Hydrocarbon Processing 01 2012Document95 pagesHydrocarbon Processing 01 2012Ionela PoenaruNo ratings yet