You might also like
- Statistical Process Monitoring Using Advanced Data-Driven and Deep Learning Approaches: Theory and Practical ApplicationsFrom EverandStatistical Process Monitoring Using Advanced Data-Driven and Deep Learning Approaches: Theory and Practical ApplicationsNo ratings yet
- Thermodynamics ModelsDocument149 pagesThermodynamics ModelsAndreea DărîngăNo ratings yet
- Best Practice and Lessons Learned For The Development and Calibration of Integrated Production Models For The Cooper Basin, AustraliaDocument40 pagesBest Practice and Lessons Learned For The Development and Calibration of Integrated Production Models For The Cooper Basin, AustralianoorNo ratings yet
- Basics of Process SimulationDocument36 pagesBasics of Process SimulationArjun GujarNo ratings yet
- Article J Agalloco L Mestrandrea Pharmaceutical Technology and Biopharm Ebook Vaccine 2017Document9 pagesArticle J Agalloco L Mestrandrea Pharmaceutical Technology and Biopharm Ebook Vaccine 2017Salut PhuengpraNo ratings yet
- Abbott Brochure Alinity - Ci-SeriesDocument12 pagesAbbott Brochure Alinity - Ci-SeriesLi Rong100% (2)
- Sulphur Acid Plant Modelling (PFD Detailed) PDFDocument5 pagesSulphur Acid Plant Modelling (PFD Detailed) PDFCristian GómezNo ratings yet
- Aseptic Formulation and Filling Using Isolator TechnologyDocument6 pagesAseptic Formulation and Filling Using Isolator TechnologySadanand GundareNo ratings yet
- A Guide To Clean in Place (CIP) : Your Process System PartnerDocument10 pagesA Guide To Clean in Place (CIP) : Your Process System PartnerKwetishe, Philip ReubenNo ratings yet
- Enrtl-Rk Rate Based Mea ModelDocument37 pagesEnrtl-Rk Rate Based Mea Modelsamandondon100% (4)
- 90 BAJBASDec 2015Document9 pages90 BAJBASDec 2015Che PetarealNo ratings yet
- CG Cie44imss14 FinalDocument16 pagesCG Cie44imss14 FinalSang BùiNo ratings yet
- Chen 2010Document20 pagesChen 2010Daniel Robayo ReyesNo ratings yet
- BTPR 2413Document12 pagesBTPR 2413AltheaBNo ratings yet
- Distillation TechnologyDocument5 pagesDistillation TechnologyCarlos GómezNo ratings yet
- 2018 AIChE Annual MeetingDocument4 pages2018 AIChE Annual Meetingkishore dasmunshiNo ratings yet
- A Strategic Development of Green Manufacturing IndDocument12 pagesA Strategic Development of Green Manufacturing IndParamesh Waran [049]No ratings yet
- Sarathyadav2020 PDFDocument9 pagesSarathyadav2020 PDFnahomNo ratings yet
- MED DesignDocument13 pagesMED Design2402 2003No ratings yet
- Scale Down Biopharma - EIB 2013 PDFDocument17 pagesScale Down Biopharma - EIB 2013 PDFGeetanjali HubliNo ratings yet
- Process Improvement Using Value Stream Mapping andDocument11 pagesProcess Improvement Using Value Stream Mapping andVictor MalulekaNo ratings yet
- Modeling Inflow Performance Relationships IPRDocument20 pagesModeling Inflow Performance Relationships IPRhasanNo ratings yet
- Production of Biodiesel Using Immobilized Lip A SeaDocument14 pagesProduction of Biodiesel Using Immobilized Lip A SeaFJosue MalaveHNo ratings yet
- Fuzzy Logic-Based Expert System Troubleshooting The Brine Heater of The MSF Plant Using ADocument18 pagesFuzzy Logic-Based Expert System Troubleshooting The Brine Heater of The MSF Plant Using ALuis Manuel RosalesNo ratings yet
- SJ Bury - wst.2002.0623Document10 pagesSJ Bury - wst.2002.0623liemchunhanNo ratings yet
- Effective Treatment and Handling of Produced WaterDocument84 pagesEffective Treatment and Handling of Produced Waterc_b_umashankarNo ratings yet
- CEP v.107 n.4 2011Document3 pagesCEP v.107 n.4 2011Chava TututiNo ratings yet
- Piccinno 2016a JCleanProd PDFDocument14 pagesPiccinno 2016a JCleanProd PDFbocahh.gantengNo ratings yet
- Comparison Between Genetic Algorithm and Linear PRDocument12 pagesComparison Between Genetic Algorithm and Linear PRbkdwnld37No ratings yet
- Khatab, Ait-Kadi & Rezg 2014 - Availability Optimisation For Stocahastic Degrading System Under Imperfect Preventive Maintenance 2014Document11 pagesKhatab, Ait-Kadi & Rezg 2014 - Availability Optimisation For Stocahastic Degrading System Under Imperfect Preventive Maintenance 2014Yoga AuliaNo ratings yet
- Report OursDocument19 pagesReport OursVigneshwara MNo ratings yet
- Single Use Technologies Green Fact SheetDocument3 pagesSingle Use Technologies Green Fact SheetCampaign MediaNo ratings yet
- CASO 7 Optimization-of-machine-downtime-in-the-plastic-manufacturingCogent-EngineeringDocument13 pagesCASO 7 Optimization-of-machine-downtime-in-the-plastic-manufacturingCogent-EngineeringalinaNo ratings yet
- Ultra Fil Traci OnDocument12 pagesUltra Fil Traci Onreconden777No ratings yet
- Analysis of A Methanol/ethanol SeparatorDocument17 pagesAnalysis of A Methanol/ethanol SeparatorgesegsgsNo ratings yet
- BHGFGDocument11 pagesBHGFGbsaimukeshreddy 820No ratings yet
- Continuous Process Technology A Tool ForDocument8 pagesContinuous Process Technology A Tool ForAmjadRiazNo ratings yet
- Crystallization Development Best PracticesDocument9 pagesCrystallization Development Best PracticesvngopalNo ratings yet
- Chemical Engineering and Processing - Process IntensificationDocument12 pagesChemical Engineering and Processing - Process IntensificationnadaNo ratings yet
- Rizkya 2021 IOP Conf. Ser. Mater. Sci. Eng. 1122 012059Document8 pagesRizkya 2021 IOP Conf. Ser. Mater. Sci. Eng. 1122 012059ali AbbasNo ratings yet
- Industrial Safety & Maintenance: Tsegay GDocument57 pagesIndustrial Safety & Maintenance: Tsegay Ghagos dargoNo ratings yet
- Separation Units and Equipment For Lab-Scale Process DevelopmentDocument11 pagesSeparation Units and Equipment For Lab-Scale Process DevelopmentFlowealthNo ratings yet
- CPC - Scale Your Bioproduction With Large FormatDocument3 pagesCPC - Scale Your Bioproduction With Large FormatJosh WhiteNo ratings yet
- InTech FOCUS FLow Level Jan2021Document30 pagesInTech FOCUS FLow Level Jan2021Gabriel StangeNo ratings yet
- Real-Time Production Optimization of Oil and Gas PDocument9 pagesReal-Time Production Optimization of Oil and Gas Paldo subiranaNo ratings yet
- Caso de EstudioDocument15 pagesCaso de EstudioPame AbreuNo ratings yet
- Flow Assurance and Subsea ProductivityDocument11 pagesFlow Assurance and Subsea ProductivitymanuglezNo ratings yet
- Chemical Engineering Science: Milad Yavary, Habib Ale-Ebrahim, Cavus FalamakiDocument9 pagesChemical Engineering Science: Milad Yavary, Habib Ale-Ebrahim, Cavus FalamakiSalman AliNo ratings yet
- Lab To Industry - P1 PDFDocument13 pagesLab To Industry - P1 PDFmushtaq521No ratings yet
- Eeuu TesisDocument15 pagesEeuu TesisFelipe Falcon CamayoNo ratings yet
- A Model To Determine The Optimal Parameters For Sustainable-Energy Machining in A Multi-Pass Turning OperationDocument12 pagesA Model To Determine The Optimal Parameters For Sustainable-Energy Machining in A Multi-Pass Turning OperationEko PujiyantoNo ratings yet
- Journal of King Saud University - ScienceDocument18 pagesJournal of King Saud University - ScienceMhd Refsi Oktafian 1607116138No ratings yet
- G. Asbjörnsson - ME 2013Document10 pagesG. Asbjörnsson - ME 2013Jose Pablo Yevenes AinzuaNo ratings yet
- Multisubspace Orthogonal Canonical Correlation Analysis For Quality-Related Plant-Wide Process MonitoringDocument11 pagesMultisubspace Orthogonal Canonical Correlation Analysis For Quality-Related Plant-Wide Process MonitoringIsac MartinsNo ratings yet
- AIChE Journal - 2023 - Casas Orozco - Techno Economic Analysis of Dynamic End To End Optimal Pharmaceutical CampaignDocument18 pagesAIChE Journal - 2023 - Casas Orozco - Techno Economic Analysis of Dynamic End To End Optimal Pharmaceutical CampaigntrialaccountformeNo ratings yet
- Cip Breweries 2Document11 pagesCip Breweries 2Thanh PhanNo ratings yet
- Disassembly Automation Automated Systems With Cognitive Abilities (Supachai Vongbunyong, Wei Hua Chen (Auth.) ) (Z-Library)Document205 pagesDisassembly Automation Automated Systems With Cognitive Abilities (Supachai Vongbunyong, Wei Hua Chen (Auth.) ) (Z-Library)372060579No ratings yet
- Jun Hoa An IntegratedDocument14 pagesJun Hoa An Integratedsensharma.rahulNo ratings yet
- ChemicalEngineering DrugProduct Ch23 NielsNicolai PhDThesisDocument34 pagesChemicalEngineering DrugProduct Ch23 NielsNicolai PhDThesisGanesh GholapNo ratings yet
- Osmotic Power Plant: Process Innovation and Future PotentialDocument4 pagesOsmotic Power Plant: Process Innovation and Future Potentialtejas pawarNo ratings yet
- Greenps 20120028Document3 pagesGreenps 20120028api-234089277No ratings yet
- Journal of Cleaner Production: Anders Svensson, Svetlana ParamonovaDocument16 pagesJournal of Cleaner Production: Anders Svensson, Svetlana ParamonovaLoredana PătraşcuNo ratings yet
- Industrial SymbiosisDocument12 pagesIndustrial SymbiosisHoracio GutNo ratings yet
- Butyl Acetates: Concise International Chemical Assessment Document 64Document57 pagesButyl Acetates: Concise International Chemical Assessment Document 64eva apriliaNo ratings yet
- Scanned by CamscannerDocument3 pagesScanned by Camscannereva apriliaNo ratings yet
- Laplace Table PDFDocument2 pagesLaplace Table PDFeva apriliaNo ratings yet
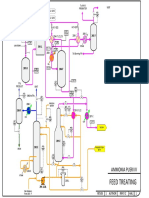
- Feed Treating: Ammonia Pusri IvDocument6 pagesFeed Treating: Ammonia Pusri Iveva apriliaNo ratings yet
- Bbab 13 Ekontek PDFDocument16 pagesBbab 13 Ekontek PDFeva apriliaNo ratings yet
- Vapor-Liquid Equilibrium in Methyl Ethyl Ketone KetazineDocument2 pagesVapor-Liquid Equilibrium in Methyl Ethyl Ketone KetazineGoutham NaveenNo ratings yet
- Topic 13Document45 pagesTopic 13JatskinesisNo ratings yet
- Fluid Phase EquilibriaDocument19 pagesFluid Phase EquilibriaYli S'cNo ratings yet
- Sime2 Che19018Document13 pagesSime2 Che19018Rathika Rathika100% (1)
- NTRL MethodDocument4 pagesNTRL Methodbh72No ratings yet
- NRTL NRFDocument7 pagesNRTL NRFlauraNo ratings yet
- Ternary Liquid-Liquid Equilibrium of Biodiesel Compounds For Systems Consisting of A Methyl Ester + Glycerin + WaterDocument4 pagesTernary Liquid-Liquid Equilibrium of Biodiesel Compounds For Systems Consisting of A Methyl Ester + Glycerin + WaterFelipe Kreft BatistaNo ratings yet
- Benzene Removal From Gasoline - Aspen SimulationDocument18 pagesBenzene Removal From Gasoline - Aspen SimulationWesley Neutt0% (1)
- Vapor-Liquid Equilibrium For Binary Systems of Methyl Ethyl Ketone and Methyl Isobutyl KetoneDocument5 pagesVapor-Liquid Equilibrium For Binary Systems of Methyl Ethyl Ketone and Methyl Isobutyl KetoneApurv PatelNo ratings yet
- A Simple Modification of The NRTL EquationDocument8 pagesA Simple Modification of The NRTL Equationmurdanetap957No ratings yet
- Macam Macam PelarutDocument12 pagesMacam Macam PelarutSarayati Khairunisah KpNo ratings yet
- Enrtl-Rk Rate Based PZ ModelDocument24 pagesEnrtl-Rk Rate Based PZ ModelsamandondonNo ratings yet
- Thermal Effects in Electrochemical Systems: ThermodynamicsDocument30 pagesThermal Effects in Electrochemical Systems: ThermodynamicseckutricNo ratings yet
- LevulinicAcid Oct 2022Document27 pagesLevulinicAcid Oct 2022Agustin CantilloNo ratings yet
- European Patent Specification: of Separating Dimethyl Carbonate and MethanolDocument16 pagesEuropean Patent Specification: of Separating Dimethyl Carbonate and MethanolRitam GhoshNo ratings yet
- PB Lecture Notes 2017Document59 pagesPB Lecture Notes 2017ganeshNo ratings yet
- Simulation of Ethanol Extractive Distillation With Mixed Glycols As Separating AgentDocument12 pagesSimulation of Ethanol Extractive Distillation With Mixed Glycols As Separating AgentViona WidyaNo ratings yet
- Citrus Essential Oil Deterpenation by Liquid-Citrus Essential Oil Deterpenation by Liquid - Liquid ExtractionDocument5 pagesCitrus Essential Oil Deterpenation by Liquid-Citrus Essential Oil Deterpenation by Liquid - Liquid ExtractionRicardoNo ratings yet
- Diagrama de FlujoDocument18 pagesDiagrama de FlujoLAURA KATHERINE CENTENO JAIMESNo ratings yet
- ChemSep Thermodynamic Property Model SelectionDocument6 pagesChemSep Thermodynamic Property Model SelectionJohn WilliamsNo ratings yet
- J. Soujanya, Ch. Anvesh Reddy, B. Satyavathi, T. SankarshanaDocument7 pagesJ. Soujanya, Ch. Anvesh Reddy, B. Satyavathi, T. Sankarshanareyna ocampoNo ratings yet
- Aspen Physical Property System PDFDocument342 pagesAspen Physical Property System PDFjdgh1986No ratings yet
- Isobaric Vapor Liquid Equilibrium For Binary Systems of Cyclohexanone + Benzene, Cyclohexanone + Toluene, and Cyclohexanone + P Xylene at 101.3 KpaDocument7 pagesIsobaric Vapor Liquid Equilibrium For Binary Systems of Cyclohexanone + Benzene, Cyclohexanone + Toluene, and Cyclohexanone + P Xylene at 101.3 KpaAyush DeoreNo ratings yet
- Acetona-Ciclohexano ArticuloDocument23 pagesAcetona-Ciclohexano ArticuloYli S'cNo ratings yet
- COCO SoftwareDocument12 pagesCOCO SoftwareEvangelista LindaNo ratings yet
- Solubilities MMT - DMT in Aqueous Methanol SolutionDocument5 pagesSolubilities MMT - DMT in Aqueous Methanol SolutionPedro MarcanoNo ratings yet