You might also like
- 113 14Document8 pages113 14rahul srivastavaNo ratings yet
- Mechanical Properties of High Strength S690 Steel Welded Sections Through Tensile Tests On Heat-Treated Coupons - ScienceDirectDocument41 pagesMechanical Properties of High Strength S690 Steel Welded Sections Through Tensile Tests On Heat-Treated Coupons - ScienceDirectEhsan HaratiNo ratings yet
- Niobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener ApplicationsDocument7 pagesNiobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener Applicationsnvc_vishwanathanNo ratings yet
- BSK 46 & Other Grade Material SpecificationDocument6 pagesBSK 46 & Other Grade Material Specification4alamz100% (1)
- 1931 6834 1 SMDocument12 pages1931 6834 1 SMchpinto10% (1)
- Improvement in Performance of Cold-Drawn SCM435 Alloy Steel Wires Through Optimization of Intercritical Annealing ParametersDocument16 pagesImprovement in Performance of Cold-Drawn SCM435 Alloy Steel Wires Through Optimization of Intercritical Annealing Parametersenrico susantoNo ratings yet
- Mechanical Properties Enhancement of Conventional Mild Steel For Fastener ApplicationDocument8 pagesMechanical Properties Enhancement of Conventional Mild Steel For Fastener ApplicationTeddy MokhoNo ratings yet
- Pachurin - 2020 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 969 - 012010Document7 pagesPachurin - 2020 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 969 - 012010Steve OoiNo ratings yet
- The Influence of Heat Treatment On The Microstructure and PDFDocument43 pagesThe Influence of Heat Treatment On The Microstructure and PDFtblosNo ratings yet
- 1-Development of The 550MPa Grade Hot-Dipped GalvanizedDocument6 pages1-Development of The 550MPa Grade Hot-Dipped GalvanizedSuvro ChakrabortyNo ratings yet
- Semi-Hot Stamping As An Improved Process of Hot StampingDocument8 pagesSemi-Hot Stamping As An Improved Process of Hot StampingAndress SsalomonnNo ratings yet
- Erdem 2005Document7 pagesErdem 2005vinayakNo ratings yet
- Efendi AIP ISMM2017 PDFDocument7 pagesEfendi AIP ISMM2017 PDFyumna salmaNo ratings yet
- The Effects of Niobium Microalloying in Second Generation Advanced High Strength SteelsDocument12 pagesThe Effects of Niobium Microalloying in Second Generation Advanced High Strength SteelsemregnesNo ratings yet
- Ductile Iron Research PapersDocument8 pagesDuctile Iron Research Papersxkcwaaqlg100% (1)
- Effects of Austenitizing and Forging On Mechanical Properties of MIL A-12560/AISI 4340 SteelDocument6 pagesEffects of Austenitizing and Forging On Mechanical Properties of MIL A-12560/AISI 4340 SteelsatrioherbirowoNo ratings yet
- HDG High Performance Steels Weldments Doug RourkeDocument28 pagesHDG High Performance Steels Weldments Doug Rourkemàrio ferreiraNo ratings yet
- 1 s2.0 S092150932201320X MainDocument11 pages1 s2.0 S092150932201320X MainBENARD KIPSANGNo ratings yet
- Microstructure and Properties of Quenched-and-Aged Plates Produced From A Copper-Bearing HSLA SteelDocument7 pagesMicrostructure and Properties of Quenched-and-Aged Plates Produced From A Copper-Bearing HSLA Steelardeshir yarakzadehNo ratings yet
- AISI 1022-Coil SpherodisationDocument10 pagesAISI 1022-Coil SpherodisationP I GuddimathNo ratings yet
- Effect of Coiling Temperature On The Structure and Properties of Thermo-Mechanically Rolled S700MC SteelDocument15 pagesEffect of Coiling Temperature On The Structure and Properties of Thermo-Mechanically Rolled S700MC Steelkemal.davutNo ratings yet
- A New Role For Micro Alloyed SteelsDocument11 pagesA New Role For Micro Alloyed SteelsJasbir S RyaitNo ratings yet
- Materials and Design: Qingge Meng, Jun Li, Jian Wang, Zuogui Zhang, Lixiang ZhangDocument7 pagesMaterials and Design: Qingge Meng, Jun Li, Jian Wang, Zuogui Zhang, Lixiang ZhangPhat Nguyen TrungNo ratings yet
- The Effect of Increasing Silicon On Mechanical ProDocument7 pagesThe Effect of Increasing Silicon On Mechanical ProSunil ShrivastavaNo ratings yet
- Behaviour of Structural Carbon Steel at High Temperatures PDFDocument10 pagesBehaviour of Structural Carbon Steel at High Temperatures PDFAlex GigenaNo ratings yet
- Metals 11 01121Document18 pagesMetals 11 01121Izod GetterNo ratings yet
- CVS 415 Notes 2021Document20 pagesCVS 415 Notes 2021Imani LughoNo ratings yet
- Microstructural Effects On Fatigue Crack Growth Behavior of A Microalloyed SteelDocument11 pagesMicrostructural Effects On Fatigue Crack Growth Behavior of A Microalloyed SteelcqgaNo ratings yet
- Lowsizeproof MK111939-minDocument10 pagesLowsizeproof MK111939-minAlmerindo JuniorNo ratings yet
- Physical Metallurgy of Modern High Strenght Steel Sheets PDFDocument13 pagesPhysical Metallurgy of Modern High Strenght Steel Sheets PDFJose Merced Martinez VazquezNo ratings yet
- Arc Welding of Specific Steels and Cast Irons: Fourth EditionDocument170 pagesArc Welding of Specific Steels and Cast Irons: Fourth EditionJose Luis ChapasNo ratings yet
- Jamaluddin 2019. Cooling Rapid MartensiteDocument8 pagesJamaluddin 2019. Cooling Rapid MartensiteHabybur RahmanNo ratings yet
- 002 02Document18 pages002 02Sandip GaikwadNo ratings yet
- Astm 694Document4 pagesAstm 694Darshan PanchalNo ratings yet
- Biswas 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012065Document7 pagesBiswas 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012065Ersan GönülNo ratings yet
- An Investigation Into Microstructure and MechanicaDocument10 pagesAn Investigation Into Microstructure and MechanicaGowri Shankar WuritiNo ratings yet
- An Adaptive Neuro-Fuzzy Inference Systembased Modelling To Predict Mechanical Properties of Hot-Rolled TRIP Steel (2016)Document11 pagesAn Adaptive Neuro-Fuzzy Inference Systembased Modelling To Predict Mechanical Properties of Hot-Rolled TRIP Steel (2016)Javi DoorsNo ratings yet
- S.G IronDocument7 pagesS.G IronMuzammil Ali KhanNo ratings yet
- Study On Mechanical Properties of HBN Reinforced Al-7075 Metal Matrix CompositeDocument12 pagesStudy On Mechanical Properties of HBN Reinforced Al-7075 Metal Matrix CompositeIJRASETPublicationsNo ratings yet
- Las JurnalDocument8 pagesLas JurnalEby Nugroho MeinsideNo ratings yet
- Development of High-Strength Steel Wire With Superior WeldabilityDocument5 pagesDevelopment of High-Strength Steel Wire With Superior WeldabilitySmruti Ranjan PattanayakNo ratings yet
- Effect of Tempering On The Microstructure and Mechanical Properties of Low Carbon Low Alloy Martensitic SteelDocument6 pagesEffect of Tempering On The Microstructure and Mechanical Properties of Low Carbon Low Alloy Martensitic SteelMuhammad Rizki Ash-ShidiqNo ratings yet
- Effect of PWHT Temperature and Time On Hardness and Microstructure of 410nimo Weld MetalDocument7 pagesEffect of PWHT Temperature and Time On Hardness and Microstructure of 410nimo Weld MetalDNH RND - VijaykumarNo ratings yet
- SS400-AMM34-High Strength Dual Phase Steels and Flow Curve Modeling ApproachDocument11 pagesSS400-AMM34-High Strength Dual Phase Steels and Flow Curve Modeling ApproachAgustine SetiawanNo ratings yet
- ASTM Paper Material Science and ManagementDocument19 pagesASTM Paper Material Science and ManagementMerviNo ratings yet
- Ultra High-Strength Steel SheetsDocument6 pagesUltra High-Strength Steel SheetsMihai EnăşelNo ratings yet
- Metals-09-00939 OKDocument14 pagesMetals-09-00939 OKRebeca Francis Moran CamposNo ratings yet
- 05 - Characterization of X-120M Pipeline SteelDocument8 pages05 - Characterization of X-120M Pipeline SteelŞarîngă George AlexandruNo ratings yet
- JFE Low Alloy High Yield Streangth Shear Rebars Japan May 2010Document6 pagesJFE Low Alloy High Yield Streangth Shear Rebars Japan May 2010RG SegaranNo ratings yet
- A. Refaee PaperDocument10 pagesA. Refaee PaperAhmed El-SaiedNo ratings yet
- Art-2015 Evolution of Carbides in Cold-Work Tool SteelsDocument10 pagesArt-2015 Evolution of Carbides in Cold-Work Tool SteelsJESUS DAVID BARRIOS GONZALEZNo ratings yet
- Steel Alerts Vol.5 No.3Document24 pagesSteel Alerts Vol.5 No.3Learnscoop Inc.No ratings yet
- Mechanical Characterization of Deformed and Heat Treated Copper-Eutectoid Steel Powder Reinforced CompositesDocument14 pagesMechanical Characterization of Deformed and Heat Treated Copper-Eutectoid Steel Powder Reinforced CompositesTJPRC PublicationsNo ratings yet
- Effect of PWHT Temperature and Time On Hardness and Microstructure of 410nimo Weld MetalDocument7 pagesEffect of PWHT Temperature and Time On Hardness and Microstructure of 410nimo Weld MetalRami GhorbelNo ratings yet
- 1 s2.0 S2214860419302775 MainDocument6 pages1 s2.0 S2214860419302775 MainMehtap KuzuNo ratings yet
- Cerjak Enzinger Pudar 39735Document18 pagesCerjak Enzinger Pudar 39735alok987No ratings yet
- Efecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Document7 pagesEfecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Orlando RangelNo ratings yet
- CLDP Whats The Difference Between Alloy Steel and Carbon Steel Coiled Pins UsDocument3 pagesCLDP Whats The Difference Between Alloy Steel and Carbon Steel Coiled Pins Usgetnet workieNo ratings yet
- Journal OmoleDocument8 pagesJournal OmoleAmir GHeysarianNo ratings yet
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014From EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014No ratings yet
- Iso-648 Laboratory Glassware - Single-Volume PipettesDocument18 pagesIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyNo ratings yet
- Process Piping DetailsDocument21 pagesProcess Piping DetailsMuhammed SulfeekNo ratings yet
- Ansi b36.10 Seamless Pipe SizesDocument2 pagesAnsi b36.10 Seamless Pipe SizesmohitNo ratings yet
- ASTM E446 - Radiography of CastingDocument22 pagesASTM E446 - Radiography of Castingparmindersin89% (9)
- AWS D1.1 Guides PDFDocument8 pagesAWS D1.1 Guides PDFwidada_marjiNo ratings yet
- Is 14846 2000Document28 pagesIs 14846 2000tomar123333No ratings yet
- No. 105 Qualification Scheme For Welders of Aluminium Alloys No. 105Document12 pagesNo. 105 Qualification Scheme For Welders of Aluminium Alloys No. 105yoonchankim0911No ratings yet
- Ansi b36.10 Pipe SizeDocument9 pagesAnsi b36.10 Pipe SizeSpoonful BurnsideNo ratings yet
- En - Dished EndsDocument1 pageEn - Dished EndsparmindersinNo ratings yet
- "Ibc2006E" - Ibc 2006 Seismic Analysis ProgramDocument31 pages"Ibc2006E" - Ibc 2006 Seismic Analysis ProgramparmindersinNo ratings yet
- Ansi b36.10 Pipe SizeDocument9 pagesAnsi b36.10 Pipe SizeSpoonful BurnsideNo ratings yet
- What Is The Plate Lamination DefectDocument6 pagesWhat Is The Plate Lamination DefectparmindersinNo ratings yet
- Field Welding Section 12.1Document23 pagesField Welding Section 12.1parmindersinNo ratings yet
- Calculo de Peso de Tuberías y TanquesDocument8 pagesCalculo de Peso de Tuberías y Tanqueswhite9013No ratings yet
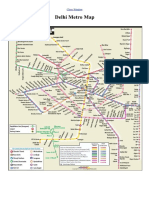
- Maps of IndiaDocument1 pageMaps of IndiaparmindersinNo ratings yet
- Tube WeightDocument10 pagesTube WeightImran KhanNo ratings yet
- Tube WeightDocument10 pagesTube WeightImran KhanNo ratings yet
- Calculo de Peso de Tuberías y TanquesDocument8 pagesCalculo de Peso de Tuberías y Tanqueswhite9013No ratings yet
- Usc49@115 43Document2,461 pagesUsc49@115 43parmindersinNo ratings yet
- Lug Design R4Document4 pagesLug Design R4Esapermana RiyanNo ratings yet
- CH4 2 Welding Joint PreparationDocument46 pagesCH4 2 Welding Joint PreparationMatija BušićNo ratings yet
- PED 2014-68-EU Guidelines en v3Document233 pagesPED 2014-68-EU Guidelines en v3GentelmanOnlyNo ratings yet
- IIW SyllabusDocument31 pagesIIW SyllabusAbhishek AnandNo ratings yet
- 1 - Japji (Gurmukhi) PDFDocument37 pages1 - Japji (Gurmukhi) PDFsalaharami100% (6)
- UTprcedure Pallakki NDT Excellence CenterDocument11 pagesUTprcedure Pallakki NDT Excellence CenterSamira MimountNo ratings yet
- BS en Iso 15614-1-2004 + A2-2012 PDFDocument37 pagesBS en Iso 15614-1-2004 + A2-2012 PDFjohn80% (10)
- VP16 PDFDocument13 pagesVP16 PDFKara WhiteNo ratings yet
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureDocument9 pagesEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureJovanni RodriguezNo ratings yet
- Welders Certification Designation Acc. To EN ISO 9606-1Document1 pageWelders Certification Designation Acc. To EN ISO 9606-1vonipko100% (9)
- 6 Welding Procedure Qualification & Welder Qualification PDFDocument15 pages6 Welding Procedure Qualification & Welder Qualification PDFParminder Singh100% (2)
- A 1 - 00 Qte - PDFDocument7 pagesA 1 - 00 Qte - PDFfekihassanNo ratings yet
- PREN Number Effect On AlloyDocument6 pagesPREN Number Effect On AlloyVed JoshiNo ratings yet
- WeldingDocument14 pagesWeldingrockmanmaxNo ratings yet
- Bahco Bits EnglishDocument5 pagesBahco Bits Englishsmk729No ratings yet
- Senior Corrosion Technologist EPGDocument9 pagesSenior Corrosion Technologist EPGPravas PadhihariNo ratings yet
- (001, 104, 105, 204, 205, 300, 350, 700) Butterfly Valve DN 40 50 65 80 100 125 150 Man LTDocument22 pages(001, 104, 105, 204, 205, 300, 350, 700) Butterfly Valve DN 40 50 65 80 100 125 150 Man LTBata ZivanovicNo ratings yet
- Machine Design ElementsDocument16 pagesMachine Design ElementsRc TuppalNo ratings yet
- W The Rate in Weight Gain or Loss (G/CM I Current DensityDocument12 pagesW The Rate in Weight Gain or Loss (G/CM I Current Densityهدوء السماءNo ratings yet
- 475 477Document1 page475 477cytech6619No ratings yet
- X-MET3000TX+ PMI BrochureDocument4 pagesX-MET3000TX+ PMI BrochureYulfikaenis MachroniNo ratings yet
- SteelDocument89 pagesSteelDebrup BanerjeeNo ratings yet
- Acd Si 005Document13 pagesAcd Si 005Massimo FumarolaNo ratings yet
- Selection of Welding Electrodes PDFDocument1 pageSelection of Welding Electrodes PDFAnonymous VohpMtUSNNo ratings yet
- Engineering Materials NotesDocument25 pagesEngineering Materials NotesRoobanesh ManoharanNo ratings yet
- Christopher Design Building ProjectDocument13 pagesChristopher Design Building ProjectMrSamspartNo ratings yet
- Stainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16Document10 pagesStainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16ManuelNo ratings yet
- Geronimo, JocelynJoyF. (CONTEMP WEEK9)Document6 pagesGeronimo, JocelynJoyF. (CONTEMP WEEK9)Lord Pilongo100% (2)
- A5-8 Tig WeldingDocument104 pagesA5-8 Tig Weldinghema_avraoNo ratings yet
- Optimization of Process Parameters For Plasma Arc Welding of Austenitic Stainless Steel (304 L) With Low Carbon Steel (A-36)Document15 pagesOptimization of Process Parameters For Plasma Arc Welding of Austenitic Stainless Steel (304 L) With Low Carbon Steel (A-36)swapnil pandeNo ratings yet
- Selection of Stirring and Shrouding Gases For Steelmaking Applications PDFDocument20 pagesSelection of Stirring and Shrouding Gases For Steelmaking Applications PDFRasul BzNo ratings yet
- Chrome Moly/Alloy Steel Valves F11/F22/F5/F9: DescriptionDocument3 pagesChrome Moly/Alloy Steel Valves F11/F22/F5/F9: DescriptionZeeshan SajidNo ratings yet
- Pipe Fitting ManufacturerDocument2 pagesPipe Fitting Manufacturer9823458877No ratings yet
- Tycoons - Specs of Carbon Steel Wire - 10B21, 10B38, 1010, 4140Document1 pageTycoons - Specs of Carbon Steel Wire - 10B21, 10B38, 1010, 4140Alexis BarolinNo ratings yet
- Premium Connection Catalogue EnglishDocument112 pagesPremium Connection Catalogue EnglishRameez AnwarNo ratings yet
- Welding Machines Schedule of LoadsDocument2 pagesWelding Machines Schedule of LoadsRamled Rerref91% (11)
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- Friction Loss For Pipe SizingDocument7 pagesFriction Loss For Pipe SizingHaresh JoganiNo ratings yet
- High-Strength Low-Alloy Columbium-Vanadium Structural Steel: Standard Specification ForDocument4 pagesHigh-Strength Low-Alloy Columbium-Vanadium Structural Steel: Standard Specification ForUmer ShahzadNo ratings yet
- Tcacatalog9 11 PDFDocument402 pagesTcacatalog9 11 PDFDevon PolingNo ratings yet
- Tensile Membrane Structures: Name of Project Page - of - July 9, 2013Document18 pagesTensile Membrane Structures: Name of Project Page - of - July 9, 2013jackNo ratings yet