You might also like
- Práctica #3 - Automatización IndustrialDocument7 pagesPráctica #3 - Automatización IndustrialKEvinLalanGuiNo ratings yet
- Práctica #7 - Automatización IndustrialDocument6 pagesPráctica #7 - Automatización IndustrialKEvinLalanGui100% (1)
- Práctica #5 - Automatización IndustrialDocument8 pagesPráctica #5 - Automatización IndustrialKEvinLalanGuiNo ratings yet
- Práctica #9 - Automatización IndustrialDocument6 pagesPráctica #9 - Automatización IndustrialKEvinLalanGuiNo ratings yet
- Práctica #2 - Automatización IndustrialDocument5 pagesPráctica #2 - Automatización IndustrialKEvinLalanGuiNo ratings yet
- Práctica #8 - Automatización IndustrialDocument8 pagesPráctica #8 - Automatización IndustrialKEvinLalanGuiNo ratings yet
- Práctica #6 - Automatización IndustrialDocument5 pagesPráctica #6 - Automatización IndustrialKEvinLalanGuiNo ratings yet
- INFORME Pantalla HMI ProfinetDocument7 pagesINFORME Pantalla HMI ProfinetBryan RuizNo ratings yet
- Laboratorio 1 - Control DigitalDocument5 pagesLaboratorio 1 - Control Digitaljorge millanNo ratings yet
- Practica 06 - SemáforoDocument4 pagesPractica 06 - SemáforoMarco Vinicio Dj100% (1)
- Practica 5 AutomatizacionDocument8 pagesPractica 5 Automatizacionstefany toroNo ratings yet
- Diseño de Un Semáforo de Dos Vías Controlado Desde HMI en PLC Siemens S7-1200Document9 pagesDiseño de Un Semáforo de Dos Vías Controlado Desde HMI en PLC Siemens S7-1200Jose OrtizNo ratings yet
- Conociendo El PLC S7-1200 Informe Laboratorio 1Document11 pagesConociendo El PLC S7-1200 Informe Laboratorio 1Samir Gomez Cuervo100% (1)
- Informe (SCADA)Document8 pagesInforme (SCADA)Kimy Pamela VillalbaNo ratings yet
- Practica 3 AutomatizacionDocument7 pagesPractica 3 Automatizacionstefany toroNo ratings yet
- Segundo Informe de Laboratorios VirtualesDocument14 pagesSegundo Informe de Laboratorios VirtualesAnderson Xavier Morales RoseroNo ratings yet
- PLC'S Lun-Mier 13-15 HRSDocument14 pagesPLC'S Lun-Mier 13-15 HRSKevin DanielNo ratings yet
- Practica 07 ContadoresDocument5 pagesPractica 07 ContadoresMarco Vinicio DjNo ratings yet
- U2 Fill Vac Tanques Scada PidDocument7 pagesU2 Fill Vac Tanques Scada PidEdwin BunciNo ratings yet
- T01 - Introduccion A Los Automatas ProgramablesDocument8 pagesT01 - Introduccion A Los Automatas ProgramablesdavidNo ratings yet
- Informe Marco TeoricoDocument12 pagesInforme Marco TeoricoRonnie LoboNo ratings yet
- U2 Fill Vac Tanques Scada PidDocument10 pagesU2 Fill Vac Tanques Scada PidEdwin BunciNo ratings yet
- Laboratorio AutomatizacionDocument8 pagesLaboratorio AutomatizacionAndres Felipe Vasquez RojasNo ratings yet
- U2 - FILL - VAC Tanques PID - Nivel - Caudal Scada - WinCC InTouchDocument9 pagesU2 - FILL - VAC Tanques PID - Nivel - Caudal Scada - WinCC InTouchEdwin BunciNo ratings yet
- Practica 6 AutomatizacionDocument8 pagesPractica 6 Automatizacionstefany toroNo ratings yet
- Practica 1 AutomatizacionDocument5 pagesPractica 1 Automatizacionstefany toroNo ratings yet
- Informe de PLC - Maestro EsclavoDocument19 pagesInforme de PLC - Maestro EsclavoCesar Yucra Arista50% (2)
- Tareas 2 & 3 AutomatizaciónDocument4 pagesTareas 2 & 3 AutomatizaciónAlex Chávez SuárezNo ratings yet
- Clasificacion de Los PLC. Reymi 1-15-1028 IETDocument9 pagesClasificacion de Los PLC. Reymi 1-15-1028 IETSchiraldi BonillaNo ratings yet
- Taller 12Document95 pagesTaller 12Manûû PatîñôNo ratings yet
- U2 Fill Vac Tanques Scada PidDocument10 pagesU2 Fill Vac Tanques Scada PidEdwin BunciNo ratings yet
- Conexion PC - PLCDocument9 pagesConexion PC - PLCJesus Ortiz LopezNo ratings yet
- Practica 4 AutomatizacionDocument8 pagesPractica 4 Automatizacionstefany toroNo ratings yet
- Practica 2 AutomatizacionDocument6 pagesPractica 2 Automatizacionstefany toroNo ratings yet
- Practica 1 PLC Instrucciones BasicasDocument5 pagesPractica 1 PLC Instrucciones BasicasDanNo ratings yet
- Software IndustrialDocument9 pagesSoftware IndustrialAlex VinNo ratings yet
- GUTIERREZ GARCIA MIGUEL ALEJANDRO-ReporteDelPLCMicroLogix1200Allen-BradleyDocument9 pagesGUTIERREZ GARCIA MIGUEL ALEJANDRO-ReporteDelPLCMicroLogix1200Allen-BradleyMiguel Alejandro GutierrezNo ratings yet
- Aplicacion Del PLCDocument8 pagesAplicacion Del PLCBetsabet Liz Bala RomeroNo ratings yet
- Guia Automatismo BasicoDocument119 pagesGuia Automatismo BasicoalanNo ratings yet
- Controladores en Automatización IndustrialDocument5 pagesControladores en Automatización IndustrialWILMER CRUZ DIAZNo ratings yet
- Semaforo InteligenteDocument5 pagesSemaforo InteligenteAlejandro GomezNo ratings yet
- Trabajo PLCDocument6 pagesTrabajo PLCalexjx65No ratings yet
- Cuestionario PLC - AvancesDocument18 pagesCuestionario PLC - AvancesNicolas AlvaradoNo ratings yet
- Aplicacion de Los PLC FloresDocument11 pagesAplicacion de Los PLC Floresrubenquispe0000No ratings yet
- Trab Equip AutoDocument16 pagesTrab Equip Autohenry orozco100% (1)
- Practica de PLC para MaquinasDocument16 pagesPractica de PLC para MaquinasgilbertofloresNo ratings yet
- Informe PLCDocument8 pagesInforme PLCAnonymous 0FaYDmmNo ratings yet
- Informe 4Document7 pagesInforme 4Pablo LopezNo ratings yet
- PLC NeuamticaDocument9 pagesPLC NeuamticaJesus Ortiz LopezNo ratings yet
- Chisaguano Luis, 5to, Nocturna, Informe 4Document6 pagesChisaguano Luis, 5to, Nocturna, Informe 4David ChisaguanoNo ratings yet
- AutomatizaciónDocument11 pagesAutomatizaciónEdward Mallcco CuyaNo ratings yet
- Practica 7 AutomatizacionDocument10 pagesPractica 7 AutomatizacionMariam ramirezNo ratings yet
- GUTIERREZ GARCIA MIGUEL ALEJANDRO-ReporteDelPLCMicroLogix1200Allen-BradleyDocument8 pagesGUTIERREZ GARCIA MIGUEL ALEJANDRO-ReporteDelPLCMicroLogix1200Allen-BradleyMiguel Alejandro GutierrezNo ratings yet
- Actividad Sumativa Semana 6Document11 pagesActividad Sumativa Semana 6Pamela Moscoso RojasNo ratings yet
- PLC y Sistema SCADA.Document25 pagesPLC y Sistema SCADA.Natalia Silva AcevedoNo ratings yet
- Investigacion InstrumentacionDocument7 pagesInvestigacion InstrumentacionClariza BravoNo ratings yet
- ¿Qué Es Un Controlador Lógico Programable (PLC) ?Document32 pages¿Qué Es Un Controlador Lógico Programable (PLC) ?Jose0% (1)
- Documental de Big ColaDocument33 pagesDocumental de Big ColawilliamNo ratings yet
- Puesta en marcha de sistemas de automatización industrial. ELEM0311From EverandPuesta en marcha de sistemas de automatización industrial. ELEM0311Rating: 3 out of 5 stars3/5 (1)
- Programación de microcontroladores paso a paso: Ejemplos prácticos desarrollados en la nubeFrom EverandProgramación de microcontroladores paso a paso: Ejemplos prácticos desarrollados en la nubeNo ratings yet
- AnteproyectoDocument7 pagesAnteproyectoCarlos AguilarNo ratings yet
- TFM Christian Eduardo Tigse MasaquizaDocument83 pagesTFM Christian Eduardo Tigse MasaquizaCarlos AguilarNo ratings yet
- Gestion Empresarial IIDocument45 pagesGestion Empresarial IICarlos AguilarNo ratings yet
- TFG-3564 Fernã - Ndez Delgado, AntonioDocument80 pagesTFG-3564 Fernã - Ndez Delgado, AntonioCarlos AguilarNo ratings yet
- Experimento 2-3 El Rectificador Monofásico de Media Onda ControladoDocument12 pagesExperimento 2-3 El Rectificador Monofásico de Media Onda ControladoCarlos AguilarNo ratings yet
- Gestion Empresarial IIDocument2 pagesGestion Empresarial IICarlos AguilarNo ratings yet
- Practica 0Document6 pagesPractica 0Carlos AguilarNo ratings yet
- Energia - Falta El ANALISIS - Y - CONCLUSIONESDocument26 pagesEnergia - Falta El ANALISIS - Y - CONCLUSIONESCarlos AguilarNo ratings yet
- Proyecto Seminario Aguilar FinalDocument19 pagesProyecto Seminario Aguilar FinalCarlos AguilarNo ratings yet
- Gestion Empresarial II, Trabajo de Homologacion.Document46 pagesGestion Empresarial II, Trabajo de Homologacion.Carlos AguilarNo ratings yet
- Proyecto SeminarioDocument29 pagesProyecto SeminarioCarlos AguilarNo ratings yet
- Practica 0 Carlos Aguilar, Boris CriolloDocument7 pagesPractica 0 Carlos Aguilar, Boris CriolloCarlos AguilarNo ratings yet
- Informe Proyecto FotovoltaicoDocument16 pagesInforme Proyecto FotovoltaicoCarlos AguilarNo ratings yet
- Análisis de Consumo de EnergíaDocument6 pagesAnálisis de Consumo de EnergíaCarlos AguilarNo ratings yet
- Carta de CompromisoDocument1 pageCarta de CompromisoCarlos AguilarNo ratings yet
- Proyecto EolicoDocument5 pagesProyecto EolicoCarlos AguilarNo ratings yet
- Tarea 2Document2 pagesTarea 2Carlos AguilarNo ratings yet
- Velocidad Del VientoDocument2 pagesVelocidad Del VientoCarlos AguilarNo ratings yet
- Enmi 2023Document3 pagesEnmi 2023Carlos AguilarNo ratings yet
- Campeonato Nacional 3 Bandas - Quito 2023Document4 pagesCampeonato Nacional 3 Bandas - Quito 2023Carlos AguilarNo ratings yet
- Estudio Financiero: Integrantes Martha Astudillo Carlos Aguilar Sebastián ÁlvarezDocument14 pagesEstudio Financiero: Integrantes Martha Astudillo Carlos Aguilar Sebastián ÁlvarezCarlos AguilarNo ratings yet
- 1-2 - Ciclos de Diseno FabricacionDocument17 pages1-2 - Ciclos de Diseno FabricacionCarlos AguilarNo ratings yet
- Sistema de Entrenamiento de Electronica de Potencia PE - 5000 I Parte 2Document105 pagesSistema de Entrenamiento de Electronica de Potencia PE - 5000 I Parte 2Carlos AguilarNo ratings yet
- Tarea 3Document2 pagesTarea 3Carlos AguilarNo ratings yet
- MODELAMIENTO Y SIMULACION DE DISPOSITIVO FACTsDocument108 pagesMODELAMIENTO Y SIMULACION DE DISPOSITIVO FACTsCarlos AguilarNo ratings yet
- Evaluación Del ProyectoDocument36 pagesEvaluación Del ProyectoCarlos AguilarNo ratings yet
- Investigacion de MercadosDocument9 pagesInvestigacion de MercadosCarlos AguilarNo ratings yet
- Proyecto 1Document2 pagesProyecto 1Carlos AguilarNo ratings yet
- Práctica 1Document18 pagesPráctica 1Carlos AguilarNo ratings yet
- 1-1 - Caracteristicas de DisenoDocument14 pages1-1 - Caracteristicas de DisenoCarlos AguilarNo ratings yet
- Cambio de Fase - TeoriaDocument7 pagesCambio de Fase - TeoriaJesus Grados Saravia0% (1)
- VernierDocument14 pagesVernierJesus CotaNo ratings yet
- Auditorias de Seguridad VialDocument206 pagesAuditorias de Seguridad VialRaul Alberto Peniche Mendoza100% (8)
- VIM - Capitulo 5Document19 pagesVIM - Capitulo 5Juan Camilo GrajalesNo ratings yet
- Silabo Sistema de Soporte A DecisionesDocument4 pagesSilabo Sistema de Soporte A DecisionesJavier Alberto Manrique QuiñonezNo ratings yet
- Capacitores Mapa ConceptualDocument1 pageCapacitores Mapa Conceptualvalentinaocana1No ratings yet
- Martillo ElectromecanicoDocument2 pagesMartillo ElectromecanicoPauca VelardeNo ratings yet
- Trabajo de RedesDocument62 pagesTrabajo de Redesparayasa50No ratings yet
- Mejoramiento Del SueloDocument21 pagesMejoramiento Del SuelojoseNo ratings yet
- Garrido Arilla, María Rosa. La Catalogación A Partir de 1970Document10 pagesGarrido Arilla, María Rosa. La Catalogación A Partir de 1970makohubner100% (1)
- Estudio Factibilidad 21042017Document628 pagesEstudio Factibilidad 21042017efmacNo ratings yet
- Capítulo III. Manual de Construcción de Vivienda en Madera.Document87 pagesCapítulo III. Manual de Construcción de Vivienda en Madera.Franco MauricioNo ratings yet
- Catalogo MacroledDocument79 pagesCatalogo MacroledCompras Fuertesvientos0% (1)
- 4 Respuestas p110 PDFDocument1 page4 Respuestas p110 PDFJR VegaNo ratings yet
- Presentación Software LINDO 6.1Document16 pagesPresentación Software LINDO 6.1roberto100% (1)
- Ventilación MecánicaDocument16 pagesVentilación MecánicaMario Vargas QuirozNo ratings yet
- Método Matricial de La RigidezDocument9 pagesMétodo Matricial de La RigidezjhonmoyatNo ratings yet
- Propiedades Fisicas Del Acero SaeDocument12 pagesPropiedades Fisicas Del Acero SaeDinamometros Garcia100% (2)
- INFORME 11 de Labo de Fisica 3Document23 pagesINFORME 11 de Labo de Fisica 3luis100% (2)
- Cañote Fisica 1 FIIS UNIDocument2 pagesCañote Fisica 1 FIIS UNIrianiNo ratings yet
- Porticos EstructurasDocument28 pagesPorticos Estructuraszaga_75No ratings yet
- 2 SOP para El Manejo de Amoniaco RevisadoDocument5 pages2 SOP para El Manejo de Amoniaco RevisadoASISTENCIAS EDUGERNo ratings yet
- Tablas para Engranes HelicoidalesDocument10 pagesTablas para Engranes HelicoidalesFer LaraNo ratings yet
- Práctica Contabilidad de Costos Parte 1Document5 pagesPráctica Contabilidad de Costos Parte 1Fernando Olea RodriguezNo ratings yet
- Teoria e Historia de VHDLDocument8 pagesTeoria e Historia de VHDLEve PeciNo ratings yet
- Box Culvert Structural DesignDocument14 pagesBox Culvert Structural DesignaclcamposNo ratings yet
- Tarea Preparatoria Final N 1S20 PDFDocument10 pagesTarea Preparatoria Final N 1S20 PDFanon_55155053733% (3)
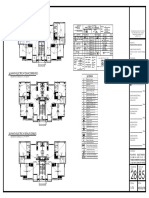
- Diseno Electrico Por ApartamentoDocument1 pageDiseno Electrico Por Apartamentooscar moreno loraNo ratings yet
- 2.-. Caida de TensionDocument28 pages2.-. Caida de Tensionshane tNo ratings yet
- DD 3 3 Practice EspDocument3 pagesDD 3 3 Practice EspFernanda CoronadoNo ratings yet