You might also like
- Happiest Refugee Coursework 2013Document10 pagesHappiest Refugee Coursework 2013malcrowe100% (2)
- Earthing SystemsDocument6 pagesEarthing SystemsRob PettitNo ratings yet
- Construction Materials and Testing Chapter 4Document17 pagesConstruction Materials and Testing Chapter 4EFREN REYES IINo ratings yet
- Special ConcreteDocument19 pagesSpecial ConcretekavetisrinivasNo ratings yet
- Special concreteSCI1103-UNIT-5NOTESDocument43 pagesSpecial concreteSCI1103-UNIT-5NOTESrakeshNo ratings yet
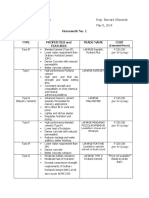
- Homework No. 1: PASTRANA, Lead Alyssa R. Engr. Bernard Villaverde CE152P/B1 May 5, 2014Document4 pagesHomework No. 1: PASTRANA, Lead Alyssa R. Engr. Bernard Villaverde CE152P/B1 May 5, 2014DazzardX63% (8)
- Structural Concrete: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionFrom EverandStructural Concrete: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionNo ratings yet
- Practical Research 2Document16 pagesPractical Research 2Benedict Coloma BandongNo ratings yet
- Sketch NotesDocument32 pagesSketch NotesFilipe Rovarotto100% (8)
- Module 4 - Concrete Material PDFDocument8 pagesModule 4 - Concrete Material PDFCa LopNo ratings yet
- Study Material - Civil StructuralDocument17 pagesStudy Material - Civil StructuralShiv Kumar VermaNo ratings yet
- Citadel Securities Australia Pty LTD - Company DetailsDocument5 pagesCitadel Securities Australia Pty LTD - Company DetailsBrendan OswaldNo ratings yet
- The end of concrete: Pros and cons of an unsuccesful technologyFrom EverandThe end of concrete: Pros and cons of an unsuccesful technologyRating: 1 out of 5 stars1/5 (1)
- Homework No. 1: PASTRANA, Lead Alyssa R. Engr. Bernard Villaverde CE152P/B1 May 5, 2014Document4 pagesHomework No. 1: PASTRANA, Lead Alyssa R. Engr. Bernard Villaverde CE152P/B1 May 5, 2014Marvin OlaNo ratings yet
- Concrete Specifications For Agriculture: Factors Affecting The Quality of ConcreteDocument4 pagesConcrete Specifications For Agriculture: Factors Affecting The Quality of ConcreteRajesh SuraypallyNo ratings yet
- HW1 Ce152pDocument5 pagesHW1 Ce152pjgoNo ratings yet
- Reviewer - Lecture 2Document4 pagesReviewer - Lecture 2annavgizibeNo ratings yet
- HomeworkDocument5 pagesHomeworkRaymark RiveraNo ratings yet
- Concrete TypesDocument19 pagesConcrete Typesraj100% (1)
- RCDDocument3 pagesRCDJesselle CelestialNo ratings yet
- NAME: Awodutire Olajide MAT - NO.: 2017/6403 Lecturer: Arc Alabi O. A. Date: May 2019Document8 pagesNAME: Awodutire Olajide MAT - NO.: 2017/6403 Lecturer: Arc Alabi O. A. Date: May 2019Friday NdujiubaNo ratings yet
- BMC TYPES OF CEMENTDocument20 pagesBMC TYPES OF CEMENTBharath SrinivasanNo ratings yet
- Concrete TechnologyDocument197 pagesConcrete Technologydebb-bflatNo ratings yet
- 04 Reinforced Concrete Constituents 01Document14 pages04 Reinforced Concrete Constituents 01S. M. ZAHIDUR RAHMAN 1301129No ratings yet
- CONCRETEDocument39 pagesCONCRETEKristineNo ratings yet
- Hw#1 - Timbol - Ce152pb5Document6 pagesHw#1 - Timbol - Ce152pb5MavNo ratings yet
- On ConcreteDocument102 pagesOn Concreteblg watersupplyNo ratings yet
- CementDocument9 pagesCementJefferson Palabao LugoNo ratings yet
- Concrete & Aggregates: Payad. Bantayan. Bucal. Hostallero. NazarenoDocument48 pagesConcrete & Aggregates: Payad. Bantayan. Bucal. Hostallero. NazarenoShaira Jane De MesaNo ratings yet
- Preparation of Green ConcreteDocument5 pagesPreparation of Green ConcreteDinesh GuptaNo ratings yet
- IJPUB1802085Document9 pagesIJPUB1802085shivanand hippargaNo ratings yet
- PORTLAND CEMENT CONCRETE (PCC) PresentationDocument9 pagesPORTLAND CEMENT CONCRETE (PCC) PresentationRose MonteroNo ratings yet
- Concrete Basics 1Document16 pagesConcrete Basics 1Rey Balza TornoNo ratings yet
- Construction Folio: Shikhar Singhal B.Arch 4 Year (8 Semester) Ansal School of Architecture, LucknowDocument24 pagesConstruction Folio: Shikhar Singhal B.Arch 4 Year (8 Semester) Ansal School of Architecture, LucknowShikhar SinghalNo ratings yet
- What Is Lightweight Concrete - Types, Uses and AdvantagesDocument6 pagesWhat Is Lightweight Concrete - Types, Uses and AdvantagesAnish PandeyNo ratings yet
- Emerging Lecture FourDocument39 pagesEmerging Lecture Fourizim izimNo ratings yet
- ENGINEERING MATERIALS-concreteDocument19 pagesENGINEERING MATERIALS-concretejoyNo ratings yet
- Consmat For MidtermDocument16 pagesConsmat For MidtermArnel Leewen VillalonNo ratings yet
- CEMENTDocument16 pagesCEMENTElle EnolbaNo ratings yet
- Hardened ConcreteDocument20 pagesHardened ConcreteSubhendu SubhasisNo ratings yet
- Gulf Perlite Ready Mixed Perlite ConcreteDocument4 pagesGulf Perlite Ready Mixed Perlite Concreteosama feilatNo ratings yet
- Developments in Epoxy Modified CementsDocument12 pagesDevelopments in Epoxy Modified Cementsb4rfNo ratings yet
- Hwno.2.1 Bsa-1a CordialDocument19 pagesHwno.2.1 Bsa-1a CordialCharles Godwin CordialNo ratings yet
- NotesDocument9 pagesNotesElle EnolbaNo ratings yet
- What Is The Difference Between Cement and Concrete?Document26 pagesWhat Is The Difference Between Cement and Concrete?Al-Buruj InstituteNo ratings yet
- Auracast 200 Dec20Document3 pagesAuracast 200 Dec20binausahagadaNo ratings yet
- Lecture Module II - ConcreteDocument138 pagesLecture Module II - ConcreteKEZIAH JANE SULAPASNo ratings yet
- Week 4 - Materials Used in PrestressDocument121 pagesWeek 4 - Materials Used in PrestressTris CollectionNo ratings yet
- 2nd Activity - Division 03 To 06-9Document1 page2nd Activity - Division 03 To 06-9Kyle Cedrick ZabalaNo ratings yet
- Hwno.2 Bsa-1a AlcantaraDocument27 pagesHwno.2 Bsa-1a AlcantaraAngel Mine AlcantaraNo ratings yet
- 2020 BUILDING TECHNOLOGY 1 Module 1 Lecture 3 - Cement and ConcreteDocument40 pages2020 BUILDING TECHNOLOGY 1 Module 1 Lecture 3 - Cement and Concretelia immie rigoNo ratings yet
- Concrete AggregatesDocument41 pagesConcrete AggregatesLino Angelo DimaculanganNo ratings yet
- BT Concrete 2023Document8 pagesBT Concrete 2023Ralph Juneal BlancaflorNo ratings yet
- Basics of StructuralDocument7 pagesBasics of StructuraldhineshNo ratings yet
- Related LiteratureDocument18 pagesRelated LiteratureAaron ClarianesNo ratings yet
- TOPIC 1-Simplified PDFDocument64 pagesTOPIC 1-Simplified PDFTZShengNo ratings yet
- Principles of Reinforced Concrete DesignDocument24 pagesPrinciples of Reinforced Concrete Designibarrientosirene1011No ratings yet
- Light-Weight Concrete 180061122Document13 pagesLight-Weight Concrete 180061122Fairooz RaisaNo ratings yet
- Construction Crystal PerliteDocument8 pagesConstruction Crystal PerlitenandanaNo ratings yet
- ConcreteDocument26 pagesConcretedreiNo ratings yet
- Lightweight Insulating Concrete For Floors and Roof DecksDocument6 pagesLightweight Insulating Concrete For Floors and Roof DecksPeter BussellNo ratings yet
- Table 2.1: (Photo Courtesy of Frances Griffith.)Document10 pagesTable 2.1: (Photo Courtesy of Frances Griffith.)visvisvisvisNo ratings yet
- Definition:: Chapter Two: Concrete 1Document14 pagesDefinition:: Chapter Two: Concrete 1Suufu Mkhitaryan KirumiraNo ratings yet
- Types of ConcreteDocument6 pagesTypes of ConcreteBe ChahNo ratings yet
- 6-8. CementDocument5 pages6-8. CementMa. Leslyn NummilaNo ratings yet
- Reforms of Parvez MusharifDocument8 pagesReforms of Parvez MusharifTalha AslamNo ratings yet
- This Study Resource Was: MCV4U Exam ReviewDocument9 pagesThis Study Resource Was: MCV4U Exam ReviewNathan WaltonNo ratings yet
- 14 Days of Prayer and FastingDocument40 pages14 Days of Prayer and FastingntsakoramphagoNo ratings yet
- Task 3: New - HTMLDocument12 pagesTask 3: New - HTMLGONELA SAI LOKESH (RA2011028010100)No ratings yet
- Dr. N. Kumarappan IE (I) Council Candidate - Electrical DivisionDocument1 pageDr. N. Kumarappan IE (I) Council Candidate - Electrical Divisionshanmugasundaram32No ratings yet
- 8 3ThingWorxInstallation 1 0 174675 PDFDocument157 pages8 3ThingWorxInstallation 1 0 174675 PDFAuditio MandhanyNo ratings yet
- Test Bank Bank For Advanced Accounting 1 E by Bline 382235889 Test Bank Bank For Advanced Accounting 1 E by BlineDocument31 pagesTest Bank Bank For Advanced Accounting 1 E by Bline 382235889 Test Bank Bank For Advanced Accounting 1 E by BlineDe GuzmanNo ratings yet
- Metro Depot: (Aar 422) Pre-Thesis SeminarDocument3 pagesMetro Depot: (Aar 422) Pre-Thesis SeminarSri VirimchiNo ratings yet
- Periodicity Review SL KeyDocument4 pagesPeriodicity Review SL KeyYeyoung ParkNo ratings yet
- LAB Find Out The Bottle ContentsDocument4 pagesLAB Find Out The Bottle ContentschanNo ratings yet
- RG-RAP6260 (G) Hardware InstallationDocument26 pagesRG-RAP6260 (G) Hardware InstallationrazuetNo ratings yet
- Case Study 1 HRM in PandemicDocument2 pagesCase Study 1 HRM in PandemicKristine Dana LabaguisNo ratings yet
- 8 TH Linear Equations DBDocument1 page8 TH Linear Equations DBParth GoyalNo ratings yet
- ASC 2020-21 Questionnaire PDFDocument11 pagesASC 2020-21 Questionnaire PDFShama PhotoNo ratings yet
- Test Iii Cultural Social and Political OrganizationDocument2 pagesTest Iii Cultural Social and Political OrganizationTin NatayNo ratings yet
- Management Accounting/Series-4-2011 (Code3024)Document18 pagesManagement Accounting/Series-4-2011 (Code3024)Hein Linn Kyaw100% (2)
- Technology For Duck - Fish Integrated Farming System in GoaDocument4 pagesTechnology For Duck - Fish Integrated Farming System in GoagavinilaaNo ratings yet
- Answer KeyDocument4 pagesAnswer KeyLouina YnciertoNo ratings yet
- EUROJAM Diary3Document4 pagesEUROJAM Diary3Susan BakerNo ratings yet
- CrumpleZonesSE (Edit)Document12 pagesCrumpleZonesSE (Edit)Dah Unknown MarksmenNo ratings yet
- Spring Newsletter 2014-LockedDocument4 pagesSpring Newsletter 2014-Lockedapi-244488788No ratings yet
- Stamp 07 eDocument6 pagesStamp 07 eDumitru TuiNo ratings yet
- Practical Search Techniques in Path Planning For Autonomous DrivingDocument6 pagesPractical Search Techniques in Path Planning For Autonomous DrivingGergely HornyakNo ratings yet
- A Software Architecture For The Control of Biomaterials MaintenanceDocument4 pagesA Software Architecture For The Control of Biomaterials MaintenanceCristian ȘtefanNo ratings yet