You might also like
- V2E2 - Process Plant and Equipment UP - TIME NewsletterDocument4 pagesV2E2 - Process Plant and Equipment UP - TIME NewsletterPoppy Fairley100% (1)
- 2016 Vol-2 3 OCTDocument12 pages2016 Vol-2 3 OCTsppramNo ratings yet
- Manual Centrifuga M24Document4 pagesManual Centrifuga M24BiomedicaNo ratings yet
- Hoist BopDocument16 pagesHoist BopjassimNo ratings yet
- Tsubaki Large Size Conveyor Chains and Sprockets en PDFDocument156 pagesTsubaki Large Size Conveyor Chains and Sprockets en PDFJaime A. JaraNo ratings yet
- TT US Ctrbal POCk-Oct-2016N PDFDocument10 pagesTT US Ctrbal POCk-Oct-2016N PDFKemalNo ratings yet
- Belt Scale Maintenance ChecklistDocument2 pagesBelt Scale Maintenance ChecklistJohn Eduard CarinoNo ratings yet
- Gates Inspection-And-Preventive-Maintenance-For-Industrial-Hose PDFDocument15 pagesGates Inspection-And-Preventive-Maintenance-For-Industrial-Hose PDFGOPALJI SINGHNo ratings yet
- 04 - WS MaintDocument13 pages04 - WS MaintIonut ValentinNo ratings yet
- The Aggregates 1002Document13 pagesThe Aggregates 1002Jessabelle RamosNo ratings yet
- Maintenance Management 30Document8 pagesMaintenance Management 30Hemant SharmaNo ratings yet
- The Maintenance of Extrusion PressesDocument7 pagesThe Maintenance of Extrusion PressesAjit KumarNo ratings yet
- BSH 1982 01 020Document9 pagesBSH 1982 01 020MOHAMED CHARJAOUINo ratings yet
- Batch Plant Maintenance: Use This Report To Record Your Plant's Mainte-NanceDocument8 pagesBatch Plant Maintenance: Use This Report To Record Your Plant's Mainte-Nanceandrew rachmanNo ratings yet
- ConveyorDocument14 pagesConveyorchenkok_90No ratings yet
- Back To Basics - Points Maintenance and MonitoringDocument6 pagesBack To Basics - Points Maintenance and MonitoringSaidani DjamelNo ratings yet
- Hydralics Aeroquip - Swivle - JointsDocument20 pagesHydralics Aeroquip - Swivle - JointssunnyartboyNo ratings yet
- Pulley Alignment ProceduDocument9 pagesPulley Alignment ProceduJosh Watts100% (2)
- Model Mx25 1'' Oval Gear Flowmeter: Instruction ManualDocument20 pagesModel Mx25 1'' Oval Gear Flowmeter: Instruction ManualRómulo Zevallos GutiérrezNo ratings yet
- PRA Final ReportDocument99 pagesPRA Final ReportAvinash SharmaNo ratings yet
- Bequia - Reverse Osmosis Water Treatment System System Description PDFDocument44 pagesBequia - Reverse Osmosis Water Treatment System System Description PDFLiney Gutiérrez Orozco0% (1)
- Condition Monitoring Solutions For Hydro English PDFDocument12 pagesCondition Monitoring Solutions For Hydro English PDFtina do truongNo ratings yet
- Outboard Manual 70 75 80 90 100 115Document391 pagesOutboard Manual 70 75 80 90 100 115Bret Kemp100% (2)
- Log Lifter Maintenance Manual Rev 5Document17 pagesLog Lifter Maintenance Manual Rev 5Fabio MaydanaNo ratings yet
- Flow Meter Bul - 90901e ReducedDocument20 pagesFlow Meter Bul - 90901e ReducedanuraeNo ratings yet
- S3 MaintDocument12 pagesS3 MaintOswaldo VillarroelNo ratings yet
- Gates Agri Catalogue English 2008Document374 pagesGates Agri Catalogue English 2008Andrey GyrychNo ratings yet
- Modular Collator Base: ManualDocument68 pagesModular Collator Base: ManualRobot 3TNo ratings yet
- Introduction To Condition Monitoring - STLE Toronto Section March 19 2024 Ken BrownDocument51 pagesIntroduction To Condition Monitoring - STLE Toronto Section March 19 2024 Ken BrownKenneth John BrownNo ratings yet
- Transformer: Power/TractionDocument9 pagesTransformer: Power/Tractionappy sagarNo ratings yet
- DSL135 Power Swivel Operating ManualDocument29 pagesDSL135 Power Swivel Operating ManualJIN WANGNo ratings yet
- Maintenance InstructionsDocument3 pagesMaintenance InstructionsNavnath GawasNo ratings yet
- Manual: Diversified Products, Inc. PowertraxDocument24 pagesManual: Diversified Products, Inc. PowertraxProyectos Trans roll, C.A. OficinaNo ratings yet
- Manual Rosemount Annubar Flowmeter Series Part 3 en 88154 PDFDocument4 pagesManual Rosemount Annubar Flowmeter Series Part 3 en 88154 PDFeduryuNo ratings yet
- Irrigator Preseason Check ListsDocument10 pagesIrrigator Preseason Check ListsriyazNo ratings yet
- Users Manual Bas Rde-1 (Preliminary)Document25 pagesUsers Manual Bas Rde-1 (Preliminary)2017013030 AndikaNo ratings yet
- TRI 1006 Maintenance Recommendations For Fiber Opening and Cleaning Prior To CardingDocument19 pagesTRI 1006 Maintenance Recommendations For Fiber Opening and Cleaning Prior To Cardingoluchukwuifeyinwa755No ratings yet
- Calibration Frequency enDocument4 pagesCalibration Frequency enGrandy Anantha SaktiNo ratings yet
- Powerstroke Drilling Jar: Instruction Manual 4250Document24 pagesPowerstroke Drilling Jar: Instruction Manual 4250Foros IscNo ratings yet
- Manual AEGP018 DMADocument11 pagesManual AEGP018 DMAFelix MelendezNo ratings yet
- RHS2100-LST - Marine Systems PDFDocument135 pagesRHS2100-LST - Marine Systems PDFOscar CherroNo ratings yet
- RHS2100-LST Marine SystemsDocument135 pagesRHS2100-LST Marine SystemsOscar CherroNo ratings yet
- FM-300H FM-300HR: Electronic Disc Meter Owner's ManualDocument16 pagesFM-300H FM-300HR: Electronic Disc Meter Owner's ManualRichard FloresNo ratings yet
- Manual: Diversified Products, Inc. PowertraxDocument28 pagesManual: Diversified Products, Inc. PowertraxProyectos Trans roll, C.A. OficinaNo ratings yet
- 6-23 Die Maintenance and Die Change OperationsDocument6 pages6-23 Die Maintenance and Die Change OperationsmarkombeNo ratings yet
- Product Maintenance Information: MLK SeriesDocument12 pagesProduct Maintenance Information: MLK SeriesFreedy Martinez MedinaNo ratings yet
- Excro Rope Socket TesterDocument16 pagesExcro Rope Socket TesterWilliam EvansNo ratings yet
- McCLOSKEY ST80-MANUAL-KUBOTADocument29 pagesMcCLOSKEY ST80-MANUAL-KUBOTAPitupy100% (1)
- 99 01 Selecting and Installing Conveyor Belt ScalesDocument6 pages99 01 Selecting and Installing Conveyor Belt ScalesrasgeetsinghNo ratings yet
- IM200-20 (LC Mag Insertion) PDFDocument8 pagesIM200-20 (LC Mag Insertion) PDFLazzarus Az GunawanNo ratings yet
- Best Practice Catalog: Machine Condition MonitoringDocument18 pagesBest Practice Catalog: Machine Condition MonitoringEmanuel CondeNo ratings yet
- Westco Model5500 Tubing TongDocument51 pagesWestco Model5500 Tubing Tong000No ratings yet
- Manual de Instalación y Mantenimiento - Transmisiones Con Correas SKFDocument24 pagesManual de Instalación y Mantenimiento - Transmisiones Con Correas SKFeder pariapaza justoNo ratings yet
- 4250 Powerstroke Drilling JarDocument28 pages4250 Powerstroke Drilling JarAbboud KingNo ratings yet
- Chapter 1Document34 pagesChapter 1Abdelrahman KassmNo ratings yet
- 01 01-3849221enDocument2 pages01 01-3849221enMuvuma JordanNo ratings yet
- 225-225 EFI - 50 EFI-3.0 Litre Marathon-3.0 Litre SeaPro United States-With Serial Numbers 0D280813 and AboveDocument639 pages225-225 EFI - 50 EFI-3.0 Litre Marathon-3.0 Litre SeaPro United States-With Serial Numbers 0D280813 and AboveMomed MdNo ratings yet
- Feeding Challenges and Solutions - APEX 2000Document13 pagesFeeding Challenges and Solutions - APEX 2000Aaron GiffordNo ratings yet
- Session2 Production Packers PDFDocument15 pagesSession2 Production Packers PDFREGHIS HaouesNo ratings yet
- Operator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowFrom EverandOperator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowNo ratings yet
- Ensuring Resources Are Allocated To Make The Project Successful: Employees Will Be AllocatedDocument2 pagesEnsuring Resources Are Allocated To Make The Project Successful: Employees Will Be Allocatedshadi22No ratings yet
- Conductivity SystemsDocument3 pagesConductivity Systemsshadi22No ratings yet
- BigData AnalyIntelligent ManuDocument1 pageBigData AnalyIntelligent Manushadi22No ratings yet
- UPS Battery SystemsDocument3 pagesUPS Battery Systemsshadi22No ratings yet
- Project Closure Report: Project Name: Department: Focus Area: Product/ProcessDocument11 pagesProject Closure Report: Project Name: Department: Focus Area: Product/Processshadi22No ratings yet
- MPS-PA Compact-Workstation Workbook SolutionsDocument1 pageMPS-PA Compact-Workstation Workbook Solutionsshadi22No ratings yet
- Are View of Decision Supportsystems For Manufacturing SystemsDocument9 pagesAre View of Decision Supportsystems For Manufacturing Systemsshadi22No ratings yet
- Using Big Data For Analytics and Decision Support: Ais Electronic Library (Aisel)Document5 pagesUsing Big Data For Analytics and Decision Support: Ais Electronic Library (Aisel)shadiNo ratings yet
- 63 PDFDocument4 pages63 PDFshadi22No ratings yet
- MULTIDOS WeighfeederDocument4 pagesMULTIDOS Weighfeedershadi22No ratings yet
- Ensuring Resources Are Allocated To Make The Project Successful: Employees Will Be AllocatedDocument2 pagesEnsuring Resources Are Allocated To Make The Project Successful: Employees Will Be Allocatedshadi22No ratings yet
- DEA 300/600 Weighbelt Feeders: For More Information, Please Contact Us at 1-800-558-0184 or Fax: 262-473-4384Document2 pagesDEA 300/600 Weighbelt Feeders: For More Information, Please Contact Us at 1-800-558-0184 or Fax: 262-473-4384shadi22No ratings yet
- Weighfeeder: For Extended Periods of Time WithoutDocument1 pageWeighfeeder: For Extended Periods of Time Withoutshadi22No ratings yet
- Project PrimerDocument43 pagesProject PrimerDavid Adeola OgunyemiNo ratings yet
- DVP - Communication ProtocolDocument15 pagesDVP - Communication ProtocolKashif KhanNo ratings yet
- BVD 2231 GBDocument2 pagesBVD 2231 GBshadi22No ratings yet
- Understanding DecibelsDocument4 pagesUnderstanding DecibelsMark SimoneNo ratings yet
- DBM TutorialDocument6 pagesDBM TutorialmuhammadmusakhanNo ratings yet
- Delhi Nolda Direct FlywayDocument2 pagesDelhi Nolda Direct FlywayBibi Shafiqah Akbar ShahNo ratings yet
- Implementing ISO 9001 ProjectDocument1 pageImplementing ISO 9001 Projectshadi22No ratings yet
- TocDocument8 pagesTocshadi22No ratings yet
- Posco: A New Steel Plant in IndiaDocument2 pagesPosco: A New Steel Plant in Indiashadi22No ratings yet
- PG PC Connection 6RA70 & SimovertDocument1 pagePG PC Connection 6RA70 & Simovertshadi22No ratings yet
- WestpacDocument3 pagesWestpacJalal UddinNo ratings yet
- New 1234Document2 pagesNew 1234shadi22No ratings yet
- Wireless Base Station Evolution: 2G and 3G Colocation Solution For LTE AccessDocument16 pagesWireless Base Station Evolution: 2G and 3G Colocation Solution For LTE AccessDemarco Dayanghirang FormalejoNo ratings yet
- Excel Data Validation Combo Box Using Named RangesDocument17 pagesExcel Data Validation Combo Box Using Named Rangesshadi22No ratings yet
- Japan HDTVDocument1 pageJapan HDTVEmmy Indrayani100% (1)
- 2 Loadcell CablingDocument8 pages2 Loadcell CablingTong Van NgocNo ratings yet
- SteeringDocument30 pagesSteeringanisa yuliaNo ratings yet
- Irc 78 Draft LSM PDFDocument64 pagesIrc 78 Draft LSM PDFHimanshu Nimbalkar100% (2)
- 351 F248S J0101 2015.07.22 Id R1Document77 pages351 F248S J0101 2015.07.22 Id R1Md Suzon MahmudNo ratings yet
- Measurements of Thermal Contact M Rosochowska-2003Document7 pagesMeasurements of Thermal Contact M Rosochowska-2003ThirumalaimuthukumaranMohanNo ratings yet
- 7-58 STDDocument66 pages7-58 STDgfwtNo ratings yet
- Aircraft Inspection and ServicingDocument23 pagesAircraft Inspection and ServicingYayang HamdikaNo ratings yet
- Viscosity of Fluids Lab (Ball Drop Method)Document6 pagesViscosity of Fluids Lab (Ball Drop Method)kanuni41No ratings yet
- Cat - English For Enamel TestingDocument90 pagesCat - English For Enamel TestingKaarthicNatarajanNo ratings yet
- Audi 6.3l W12 FSI Engine: Self Study Programme 490Document44 pagesAudi 6.3l W12 FSI Engine: Self Study Programme 490georgescuriosNo ratings yet
- Calculation Sheet Calculation Sheet Calculation Sheet Calculation Sheet Calculation Sheet Calculation Sheet Calculation Sheet Calculation SheetDocument28 pagesCalculation Sheet Calculation Sheet Calculation Sheet Calculation Sheet Calculation Sheet Calculation Sheet Calculation Sheet Calculation Sheethyoung65No ratings yet
- Mil STD 278FDocument128 pagesMil STD 278Fexwhiskeyhouse100% (1)
- Rolling Element Bearing Failure AnalysisDocument4 pagesRolling Element Bearing Failure AnalysisYanuar KrisnahadiNo ratings yet
- PurifierDocument5 pagesPurifierPanagiotis MouzenidisNo ratings yet
- MM Conversion ChartDocument3 pagesMM Conversion Chartkm1790No ratings yet
- JIS HYD FittingsDocument8 pagesJIS HYD FittingsVipuchit SirikhemapornNo ratings yet
- Actuated ValvesDocument4 pagesActuated ValvestjendraNo ratings yet
- Catalogue Perkins 1103A 33TG1Document8 pagesCatalogue Perkins 1103A 33TG1Aris PrabowoNo ratings yet
- ProjectDocument17 pagesProjectRavi ChotaliyaNo ratings yet
- Tekcast Industries, Inc.: Complete Tek 18X4" Equipment SystemDocument1 pageTekcast Industries, Inc.: Complete Tek 18X4" Equipment SystemНика ЛаськоNo ratings yet
- Gelbart Course Notes Part 1Document24 pagesGelbart Course Notes Part 1Maciek K.No ratings yet
- Pave FWDDocument6 pagesPave FWDshlokshah2006No ratings yet
- Spare Parts Manual: Solidc PumpDocument12 pagesSpare Parts Manual: Solidc PumpDaniel FernándezNo ratings yet
- Geotechnical GEO5 Fem enDocument2 pagesGeotechnical GEO5 Fem encesmanroe231No ratings yet
- 4.3 Moment Magnification PDFDocument13 pages4.3 Moment Magnification PDFChetan ChaudhariNo ratings yet
- Design and Calibration of A Laminar Soil Box SuitaDocument11 pagesDesign and Calibration of A Laminar Soil Box SuitaDr Bali ReddyNo ratings yet
- Report PDFDocument2 pagesReport PDFyuberNo ratings yet
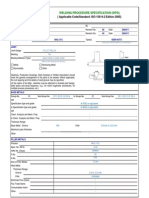
- Welding Procedure Specification (WPS) : (Applicable Code/Standard: ISO 15614-2 Edition 2005)Document2 pagesWelding Procedure Specification (WPS) : (Applicable Code/Standard: ISO 15614-2 Edition 2005)saioman100% (7)
- Vibrations of Shells and PlatesDocument586 pagesVibrations of Shells and PlatesAres ZhaoNo ratings yet
- Isuzu REDTech 4J Lit SheetDocument2 pagesIsuzu REDTech 4J Lit SheetVăn Tuấn NguyễnNo ratings yet
- Chapter 9 - Motion Along A Straight LinesDocument5 pagesChapter 9 - Motion Along A Straight Linesahmadkamil9286% (7)