You might also like
- Hydro Static Universal Field Test ProcedureDocument16 pagesHydro Static Universal Field Test ProcedureHarvey Svetlik100% (1)
- Diesel Pipeline Flushing and PurgingDocument3 pagesDiesel Pipeline Flushing and PurgingVaradaraj CkNo ratings yet
- Plunger Pump Service Manual: Installation and Start-Up InformationDocument6 pagesPlunger Pump Service Manual: Installation and Start-Up InformationDark CenobiteNo ratings yet
- FR 002 Pressure Testing Inspection ChecklistDocument6 pagesFR 002 Pressure Testing Inspection Checklistum er100% (1)
- Vacuum Truck Plant Pre-Acceptance ChecklistDocument3 pagesVacuum Truck Plant Pre-Acceptance Checklistحماية منتجNo ratings yet
- Disinfection Procedure For Water Distribution LinesDocument3 pagesDisinfection Procedure For Water Distribution Linesfa forb100% (1)
- Method Statement for Water ChlorinationDocument7 pagesMethod Statement for Water Chlorinationarshad iqbal100% (1)
- Infield Pipelines, Internal Condition Monitoring and InspectionDocument20 pagesInfield Pipelines, Internal Condition Monitoring and InspectionMariluz HCNo ratings yet
- Checklist For Pressure Testing Safely 2Document2 pagesChecklist For Pressure Testing Safely 2Jonathan CambaNo ratings yet
- 10 DryingDocument31 pages10 DryingHridyaAshokanNo ratings yet
- 800D SeriesDocument3 pages800D Seriesvkeie0206No ratings yet
- Factors Contributing To Foarming Crude OilDocument11 pagesFactors Contributing To Foarming Crude OilSang Duong Van100% (1)
- Hazard and Operability Studies (HAZOP) 2Document15 pagesHazard and Operability Studies (HAZOP) 2jeevanantham 5846No ratings yet
- Hydrogen Sulfide Fact SheetDocument2 pagesHydrogen Sulfide Fact Sheetdarrd2010No ratings yet
- How To Select A Heat Shrink SleeveDocument2 pagesHow To Select A Heat Shrink SleeveLava SatNo ratings yet
- Inspection of Static & Rotating Equipment InstallationDocument3 pagesInspection of Static & Rotating Equipment InstallationNaiyer KarimiNo ratings yet
- Flange Insulation PresentationDocument10 pagesFlange Insulation PresentationNadeemNo ratings yet
- Caf Gasket SpecificationsDocument4 pagesCaf Gasket SpecificationsKARTHIGEYAN.R100% (1)
- PROSAVE Smart High Velocity Press-Vacuum Relief ValveDocument8 pagesPROSAVE Smart High Velocity Press-Vacuum Relief Valvepescarra-1No ratings yet
- Hydrostatic Test ProcedureDocument7 pagesHydrostatic Test Procedurelaleye_olumideNo ratings yet
- Pipe Flushing ProcedureDocument2 pagesPipe Flushing ProcedureDedi KartiwaNo ratings yet
- Manual de Monitoramento de Condições LCM20 - EN PDFDocument41 pagesManual de Monitoramento de Condições LCM20 - EN PDFRafael G OliveiraNo ratings yet
- Dyneon PTFE All GradesDocument3 pagesDyneon PTFE All GradesRajanSharmaNo ratings yet
- Water Disinfection in Commercial Buildings: What Effects Do Legionella Have?Document9 pagesWater Disinfection in Commercial Buildings: What Effects Do Legionella Have?Alejandro SanchezNo ratings yet
- Howto-Recommended Guidelines For Testing of Heat ExchangersDocument1 pageHowto-Recommended Guidelines For Testing of Heat ExchangersSam_1_No ratings yet
- Butterfly Valve Info PDFDocument14 pagesButterfly Valve Info PDFCS100% (1)
- Ilac P15 07 2016Document14 pagesIlac P15 07 2016Timur SonkayaNo ratings yet
- Microsoft Project 2000 Foundation Level Training ManualDocument149 pagesMicrosoft Project 2000 Foundation Level Training Manualfal_engNo ratings yet
- Pressure Testing SafelyDocument18 pagesPressure Testing SafelyHaleem Ur Rashid Bangash100% (1)
- Material Inspection ReportDocument5 pagesMaterial Inspection ReportAndreas SchlagerNo ratings yet
- Leak ReportDocument5 pagesLeak ReportZul AtfiNo ratings yet
- TA1 English - Hydraulic HammerDocument11 pagesTA1 English - Hydraulic Hammercarlos angelNo ratings yet
- Fire Pump Churn Test ProcedureDocument2 pagesFire Pump Churn Test ProcedureDwayne YawchingNo ratings yet
- 003-IsO Mechanical Testing of MetalsDocument12 pages003-IsO Mechanical Testing of MetalsAnubhav LakhmaniNo ratings yet
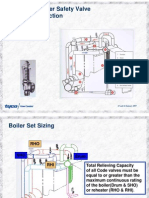
- Boiler Safety ValvesDocument21 pagesBoiler Safety ValvesParveen KohliNo ratings yet
- Conbextra EP120 TDS PDFDocument3 pagesConbextra EP120 TDS PDFzulfikarNo ratings yet
- Hydrostatic Test Procedure: 1. ScopeDocument5 pagesHydrostatic Test Procedure: 1. ScopeHassan SleemNo ratings yet
- Risk Ass - ProcessDocument4 pagesRisk Ass - ProcessBalakrishnan Sivagnanam SNo ratings yet
- Re-Welding, Expansion & HT ProcedureDocument6 pagesRe-Welding, Expansion & HT Proceduresuria qaqcNo ratings yet
- Program New Glidermatic GRD HandsetDocument1 pageProgram New Glidermatic GRD HandsetJames100% (1)
- Hazards and Control Measures of DSEDocument3 pagesHazards and Control Measures of DSEaymen145771552No ratings yet
- MNT en 4.9 Testing ProceduresDocument98 pagesMNT en 4.9 Testing ProceduresabsahkahNo ratings yet
- Valve Hydro Test Status For AramcoDocument3 pagesValve Hydro Test Status For AramcousmanNo ratings yet
- Installation Manual OXYFLEX® MF1100 October 2014 PDFDocument8 pagesInstallation Manual OXYFLEX® MF1100 October 2014 PDFRomuel PioquintoNo ratings yet
- Pipeline-Testing-and-Disinfection AWWA B300Document10 pagesPipeline-Testing-and-Disinfection AWWA B300Jason Angel BuñagNo ratings yet
- Case Studies in Pre Inspection: CleaningDocument4 pagesCase Studies in Pre Inspection: CleaningSamtron610No ratings yet
- Typical Acid Cleaning Procedure For Compressor LinesDocument1 pageTypical Acid Cleaning Procedure For Compressor Linesrenjithv_4No ratings yet
- Pressure Testing Safety EssentialsDocument7 pagesPressure Testing Safety EssentialsSuleyman HaliciogluNo ratings yet
- Electrofusion WeldingDocument3 pagesElectrofusion Weldingmaheshmalaichamy007No ratings yet
- Pressure Systems - Safety and YouDocument8 pagesPressure Systems - Safety and YouadammzjinNo ratings yet
- ISO-14236-2000 Traducido EspañolDocument11 pagesISO-14236-2000 Traducido EspañolPablo A.100% (1)
- APGA Code of Practice For Upstream PE Gathering Lines in The CSG IndustryDocument174 pagesAPGA Code of Practice For Upstream PE Gathering Lines in The CSG Industrydamian o'connorNo ratings yet
- 2.0 Pressure TestingDocument11 pages2.0 Pressure TestingHATEMNo ratings yet
- Pneumatic Test ProDocument4 pagesPneumatic Test ProWalha WassimNo ratings yet
- SGS MIN WA108 An Overview of Coal Capabilities EN 11Document2 pagesSGS MIN WA108 An Overview of Coal Capabilities EN 11Reonki ReonkiNo ratings yet
- The Science and Sense of Subsea SamplingDocument37 pagesThe Science and Sense of Subsea SamplingPar MadNo ratings yet
- Hydraulics and Conveyor Systems: TrainingDocument3 pagesHydraulics and Conveyor Systems: TrainingAbdalla Mohamed AbdallaNo ratings yet
- Plaquette Phoceenne EngDocument6 pagesPlaquette Phoceenne EngJawad BasraNo ratings yet
- Plumbing and Piping Systems Inspection Notes: Up to CodeFrom EverandPlumbing and Piping Systems Inspection Notes: Up to CodeRating: 3 out of 5 stars3/5 (2)
- Ideapad Miix310-10ICR Platform Specifi CationsDocument1 pageIdeapad Miix310-10ICR Platform Specifi CationsHotnCrispy CrispyNo ratings yet
- 28 TdsDocument3 pages28 TdsHotnCrispy CrispyNo ratings yet
- Threaded CouplingDocument5 pagesThreaded CouplingHotnCrispy CrispyNo ratings yet
- Flange SpectacleDocument10 pagesFlange SpectacleHotnCrispy CrispyNo ratings yet
- Dev Plast Put TDDocument3 pagesDev Plast Put TDHotnCrispy CrispyNo ratings yet
- List of Mathematical SymbolsDocument20 pagesList of Mathematical SymbolsHotnCrispy CrispyNo ratings yet
- Overseas Workers Welfare Administration: (Mm/date/yearDocument1 pageOverseas Workers Welfare Administration: (Mm/date/yearHotnCrispy CrispyNo ratings yet
- Stop Abd Check ValveDocument1 pageStop Abd Check ValveHotnCrispy CrispyNo ratings yet
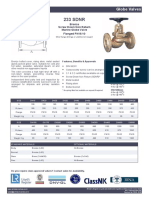
- PN16 Cast Iron Globe Valve - SDNR: SKU: GV5198Document2 pagesPN16 Cast Iron Globe Valve - SDNR: SKU: GV5198HotnCrispy CrispyNo ratings yet
- Mathematical SymbolsDocument5 pagesMathematical SymbolsJohn TingNo ratings yet
- Piping Coordination Systems - Mechanical Symbols For Isometric Drawings PDFDocument4 pagesPiping Coordination Systems - Mechanical Symbols For Isometric Drawings PDFIvan Roco78% (9)
- Standarde Din FlangeDocument45 pagesStandarde Din Flangeadri2No ratings yet
- Hydraulic Steel Tubes: © 2020 RFS Hydraulics SDN BHDDocument9 pagesHydraulic Steel Tubes: © 2020 RFS Hydraulics SDN BHDHotnCrispy CrispyNo ratings yet
- Tioga Pipe ChartDocument2 pagesTioga Pipe ChartMahmoud GaberNo ratings yet
- TBD Angl PDFDocument24 pagesTBD Angl PDFAtiqur RahmanNo ratings yet
- 9859Document20 pages9859HotnCrispy CrispyNo ratings yet
- Wse2011 K1 PDFDocument4 pagesWse2011 K1 PDFHotnCrispy CrispyNo ratings yet
- DimensionsDocument22 pagesDimensionsanmol6237No ratings yet
- 3LPE 1d44a0 PDFDocument33 pages3LPE 1d44a0 PDFHotnCrispy CrispyNo ratings yet
- Polyethylene Painting ProcessDocument8 pagesPolyethylene Painting ProcessHotnCrispy CrispyNo ratings yet
- TBD Angl PDFDocument24 pagesTBD Angl PDFAtiqur RahmanNo ratings yet
- CS S 14WeldingandGrindingSafety - Rev1 PDFDocument9 pagesCS S 14WeldingandGrindingSafety - Rev1 PDFnqh2009No ratings yet
- Wse2011 K1 PDFDocument4 pagesWse2011 K1 PDFHotnCrispy CrispyNo ratings yet
- 3000 ManualDocument24 pages3000 ManualHotnCrispy CrispyNo ratings yet
- Big DataDocument16 pagesBig DataHotnCrispy CrispyNo ratings yet
- OdmeDocument2 pagesOdmeHotnCrispy CrispyNo ratings yet
- Sds MethanolDocument8 pagesSds MethanolalumnopitagorasNo ratings yet
- Measuring Barriers to Big Data in Colombia's Public SectorDocument13 pagesMeasuring Barriers to Big Data in Colombia's Public SectorHotnCrispy CrispyNo ratings yet
- SOGIE Equality BillDocument8 pagesSOGIE Equality BillJohn Roice M. AldezaNo ratings yet
- Big Data and Open Data As SustainabilityDocument30 pagesBig Data and Open Data As SustainabilityEleazar Chi PérezNo ratings yet
- Hydraulic Lab 1Document12 pagesHydraulic Lab 1Afiq HamidiNo ratings yet
- Finn-Power Crimper Operating InstructionsDocument33 pagesFinn-Power Crimper Operating InstructionsncthanhckNo ratings yet
- Flow Control Valves: Hydraulic ComponentsDocument28 pagesFlow Control Valves: Hydraulic ComponentsMohamed IbrahimNo ratings yet
- Diagrams (Up To 1528, 1530, 1531 and 1532)Document68 pagesDiagrams (Up To 1528, 1530, 1531 and 1532)stefan corjuc0% (1)
- Welger D4006-4060-6006-6060 Owner Manual 1251-99-03-05 BADocument164 pagesWelger D4006-4060-6006-6060 Owner Manual 1251-99-03-05 BARui SilvaNo ratings yet
- Section and Billet Mills: Custom-Designed For Your PortfolioDocument28 pagesSection and Billet Mills: Custom-Designed For Your PortfolioRoshan Joe MathewNo ratings yet
- Hydraulic/Hydrostatic Schematic SJC With All Options: LegendDocument2 pagesHydraulic/Hydrostatic Schematic SJC With All Options: LegendEvert Vargas TorrezNo ratings yet
- Technical Catalog HRA10VSO100DFR/31R: FeaturesDocument13 pagesTechnical Catalog HRA10VSO100DFR/31R: FeaturesMichail ArmitageNo ratings yet
- 9852 1398 01a Maintenance Instructions COP 1532Document18 pages9852 1398 01a Maintenance Instructions COP 1532Helver Mauricio Valbuena FarfanNo ratings yet
- Uputstvo Za Korištenje Rolo-Prese Krone KR125 I KR155 PDFDocument80 pagesUputstvo Za Korištenje Rolo-Prese Krone KR125 I KR155 PDFcatalin9494No ratings yet
- Installation Manual for DOOSAN Breaker 86700887Document14 pagesInstallation Manual for DOOSAN Breaker 86700887Jose Luis Poma MNo ratings yet
- Tabla de Carga Zoomlion QAY200Document39 pagesTabla de Carga Zoomlion QAY200IGNACIONo ratings yet
- Service Manual: Terberg Non-Driven 16T-Tag AxleDocument29 pagesService Manual: Terberg Non-Driven 16T-Tag Axlecarlos venturaNo ratings yet
- Perfiladora PM201Document16 pagesPerfiladora PM201SALVADOR LARANo ratings yet
- Hydraulic Module: Instructors: MAJID Hendra FahrurrozyDocument15 pagesHydraulic Module: Instructors: MAJID Hendra FahrurrozyDwiki Yudia BasukiNo ratings yet
- U660 760 Delayed Harsh Engagements ATRADocument18 pagesU660 760 Delayed Harsh Engagements ATRAGypsyR100% (1)
- Cat Electronic Technician 2019C v1.0 Product Status ReportDocument27 pagesCat Electronic Technician 2019C v1.0 Product Status Reportale aleNo ratings yet
- Sem919 921 922awd Motor Grader - Tsu - LowDocument2 pagesSem919 921 922awd Motor Grader - Tsu - LowRivandho Anang100% (1)
- Final Exam - Hydraulic - Tanta UniversityDocument4 pagesFinal Exam - Hydraulic - Tanta UniversityGehad MohamedNo ratings yet
- Engineering Design Handbook - Hydraulic FluidsDocument166 pagesEngineering Design Handbook - Hydraulic Fluidsburreiro0% (1)
- Doosan DX75-5B - ENDocument11 pagesDoosan DX75-5B - ENAssistant Director100% (1)
- GILBARCO Frontier Series I F210Document4 pagesGILBARCO Frontier Series I F210warung1bensin75% (4)
- Magnochem: Type Series BookletDocument44 pagesMagnochem: Type Series Bookletjaelani sidikNo ratings yet
- Diagrama Hidraulico 962g CaterpillarDocument4 pagesDiagrama Hidraulico 962g CaterpillarRonald Gareca Rueda100% (1)
- 16M Motor Grader Systems GuideDocument22 pages16M Motor Grader Systems GuideDouglas GomesNo ratings yet
- Eaton: Parts InformationDocument8 pagesEaton: Parts InformationJose De Jesus Castillo GonzalezNo ratings yet
- Bladder Accumulators HYDACDocument8 pagesBladder Accumulators HYDACMaciej KostenckiNo ratings yet
- This Manual Includes: Repair Procedures Fault Codes Electrical and Hydraulic SchematicsDocument298 pagesThis Manual Includes: Repair Procedures Fault Codes Electrical and Hydraulic SchematicsJugaro OscarNo ratings yet
- Mugl1780li21110 GBDocument156 pagesMugl1780li21110 GBcuno florinNo ratings yet
- WPCE Slick Cable Pack-OffDocument1 pageWPCE Slick Cable Pack-OffMARIONo ratings yet