You might also like
- TemplokioplhiDocument2 pagesTemplokioplhiEmba MadrasNo ratings yet
- Hilop 123Document2 pagesHilop 123Emba MadrasNo ratings yet
- KERINIKUBALDocument1 pageKERINIKUBALEmba MadrasNo ratings yet
- Quotation Format 5Document2 pagesQuotation Format 5Emba MadrasNo ratings yet
- English Grammar - Tenses TableDocument5 pagesEnglish Grammar - Tenses TableGeorgopoulos NikosNo ratings yet
- SUNBECODocument1 pageSUNBECOEmba MadrasNo ratings yet
- Testing Stock VarenDocument1 pageTesting Stock VarenEmba MadrasNo ratings yet
- SimpleDocument4 pagesSimpleEmba MadrasNo ratings yet
- Material and Location DataDocument4 pagesMaterial and Location DataEmba MadrasNo ratings yet
- TEST1Document4 pagesTEST1Emba MadrasNo ratings yet
- BMW Stock 03.12.2017Document8 pagesBMW Stock 03.12.2017Emba MadrasNo ratings yet
- English Grammar BookDocument7 pagesEnglish Grammar BookTiaNắngNgọtNo ratings yet
- Part/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryDocument13 pagesPart/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryEmba MadrasNo ratings yet
- OEE Calculator (3-Shift Per Machine)Document2 pagesOEE Calculator (3-Shift Per Machine)Mosfet AutomationNo ratings yet
- Large List of English Idioms From A To ZDocument24 pagesLarge List of English Idioms From A To ZcoolmanzNo ratings yet
- Uk / India ISO en Ac-France Germany Italy Uni USA USA Japan Aa / Astm SAE LM0 LM2Document13 pagesUk / India ISO en Ac-France Germany Italy Uni USA USA Japan Aa / Astm SAE LM0 LM2Emba MadrasNo ratings yet
- Rbcapqpppappack JL 6718Document57 pagesRbcapqpppappack JL 6718Luis Marcio AnicezioNo ratings yet
- Manufacturing Cost Estimation During Early Phases of Machine DesignDocument12 pagesManufacturing Cost Estimation During Early Phases of Machine DesignKaitlynNo ratings yet
- Essential Inventory and Supply Chain Concepts ExplainedDocument16 pagesEssential Inventory and Supply Chain Concepts ExplainedEmba MadrasNo ratings yet
- Points of Reflection Class 1 Class 2 Introduction To Materials Selection Atomic Structure & BondingDocument43 pagesPoints of Reflection Class 1 Class 2 Introduction To Materials Selection Atomic Structure & BondingEmba MadrasNo ratings yet
- You Enter Information Only in The Shaded CellsDocument9 pagesYou Enter Information Only in The Shaded CellsEmba MadrasNo ratings yet
- Machine Information: Total Fixed Costs (INR/SMH)Document2 pagesMachine Information: Total Fixed Costs (INR/SMH)Emba MadrasNo ratings yet
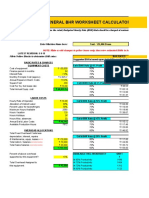
- General BHR Worksheet CalculatorDocument2 pagesGeneral BHR Worksheet CalculatorEmba MadrasNo ratings yet
- 1 Process Knowledge On Machines Like CNC TurningDocument1 page1 Process Knowledge On Machines Like CNC TurningEmba MadrasNo ratings yet
- Injctmld F03Document3 pagesInjctmld F03Šetkić SemirNo ratings yet
- The Five Rules of NegotiatingDocument8 pagesThe Five Rules of NegotiatingEmba MadrasNo ratings yet
- Injctmld F03Document3 pagesInjctmld F03Šetkić SemirNo ratings yet
- Top 100 Useful Excel MacroDocument38 pagesTop 100 Useful Excel MacroEmba Madras100% (1)
- Sand Casting: Low Cost Tooling Largest Casting Sizes Achievable Very Low Gas Porosity General VersatilityDocument13 pagesSand Casting: Low Cost Tooling Largest Casting Sizes Achievable Very Low Gas Porosity General VersatilityEmba MadrasNo ratings yet
- Risk - and - Issues - Analysis - QA FinalDocument10 pagesRisk - and - Issues - Analysis - QA FinalEmba MadrasNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Path Wala: Answers To Objective Type Questions (OtosDocument6 pagesPath Wala: Answers To Objective Type Questions (OtosRolex GamingNo ratings yet
- Basics of OPM Financials (Oracle Webcast)Document47 pagesBasics of OPM Financials (Oracle Webcast)KCS100% (2)
- SIP5 6MD85-86 V07.50 Manual C015-9 en PDFDocument1,216 pagesSIP5 6MD85-86 V07.50 Manual C015-9 en PDFandreabautista1982No ratings yet
- NSX 64 CliDocument229 pagesNSX 64 CliBarnabás JanovszkiNo ratings yet
- FileZillaUserGuide DigitalDocument124 pagesFileZillaUserGuide DigitalPaul HafnerNo ratings yet
- C++ QBDocument8 pagesC++ QBSurendar KarnanNo ratings yet
- ReleaseNotes Core Impact 19.1Document6 pagesReleaseNotes Core Impact 19.1gfhghgvhgNo ratings yet
- Se SyllabusDocument5 pagesSe SyllabusJai'd ShitoleNo ratings yet
- Operational Data StoresDocument3 pagesOperational Data StoresAllan Naranjo RojasNo ratings yet
- Catchlogs - 2023-08-12 at 12-39-19 - 5.44.0.100 (1369) - .JavaDocument27 pagesCatchlogs - 2023-08-12 at 12-39-19 - 5.44.0.100 (1369) - .JavaMartin ChamorroNo ratings yet
- Make Wi-Fi Calls Anywhere with Your iPhoneDocument3 pagesMake Wi-Fi Calls Anywhere with Your iPhoneSriram RajasekaranNo ratings yet
- Introduction To Software Engineering Software Development Lifecycle Rescue Management SystemDocument29 pagesIntroduction To Software Engineering Software Development Lifecycle Rescue Management SystemkhadijaNo ratings yet
- How To Bounce Services (Forms, Concurrent MGR, Application Tier Etc) - Oracle ApplicationsDocument2 pagesHow To Bounce Services (Forms, Concurrent MGR, Application Tier Etc) - Oracle ApplicationsWaseem TanauliNo ratings yet
- Eopkg CheckDocument2 pagesEopkg Checkm.delvalle018675No ratings yet
- Manage Projects with MSPDocument15 pagesManage Projects with MSPchandar70No ratings yet
- Online Billing and Invoice System SynopsisDocument3 pagesOnline Billing and Invoice System SynopsisVAIBHAVI VISHENo ratings yet
- Google Chrome: Melissa Brisbin Cherry Hill Public Library (856) 903-1243Document65 pagesGoogle Chrome: Melissa Brisbin Cherry Hill Public Library (856) 903-1243Mihai SpineiNo ratings yet
- Computer+Booklet+Primary+6+First+Term+2015+ +2016+Document36 pagesComputer+Booklet+Primary+6+First+Term+2015+ +2016+Fatma HeshamNo ratings yet
- Word ND Excel AssiDocument81 pagesWord ND Excel AssiprithiksNo ratings yet
- Mac Os XDocument1 pageMac Os XHan SiangNo ratings yet
- Documentation QRA For SAGA 1.1.0 - Rev2Document38 pagesDocumentation QRA For SAGA 1.1.0 - Rev2Manilyn G.AniñonNo ratings yet
- CS 333 Introduction To Operating Systems Class 2 - OS-Related Hardware & Software The Process ConceptDocument47 pagesCS 333 Introduction To Operating Systems Class 2 - OS-Related Hardware & Software The Process ConceptFelix EnyinnayaNo ratings yet
- Abhinav Kumar: Work Experience Technical SkillsDocument1 pageAbhinav Kumar: Work Experience Technical SkillsAbhinav KumarNo ratings yet
- Oracle Installation FilesDocument5 pagesOracle Installation FilesKabachuNo ratings yet
- Cryptography ModelDocument142 pagesCryptography ModelHamzah AminNo ratings yet
- Compatibility List:: Eaton Intelligent Power ManagerDocument4 pagesCompatibility List:: Eaton Intelligent Power Managercelimo0710No ratings yet
- 9780735626966Document152 pages9780735626966Ephrem ChernetNo ratings yet
- FoxPro Functions Guide: Essential Utility Functions for Visual FoxProDocument6 pagesFoxPro Functions Guide: Essential Utility Functions for Visual FoxProIntegral68No ratings yet
- MagentoDocument48 pagesMagentoshreyaNo ratings yet
- Nsight Eclipse Plugins Edition: Getting Started GuideDocument36 pagesNsight Eclipse Plugins Edition: Getting Started Guideపావనీ బావేష్No ratings yet