You might also like
- 04-Coupes Et Sections-RepDocument14 pages04-Coupes Et Sections-RepElmouden Mustapha100% (1)
- TPRDM 2Document1 pageTPRDM 2Elmouden MustaphaNo ratings yet
- TPRDMDocument24 pagesTPRDMYoucef SI100% (1)
- TP Usure 2016 RessourceDocument15 pagesTP Usure 2016 RessourceElmouden MustaphaNo ratings yet
- Bac 2015 NorDocument5 pagesBac 2015 NorElmouden MustaphaNo ratings yet
- Organisation de Production PDFDocument10 pagesOrganisation de Production PDFElmouden MustaphaNo ratings yet
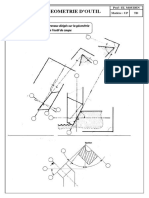
- 19géométrie de L'outil - Doc ElvDocument4 pages19géométrie de L'outil - Doc ElvElmouden MustaphaNo ratings yet
- 02-Poupee Mobile CorrigeDocument5 pages02-Poupee Mobile CorrigeElmouden Mustapha75% (8)
- 6 Bride de Serrage PDFDocument4 pages6 Bride de Serrage PDFkhocineNo ratings yet
- 6 - Bride de SerrageDocument3 pages6 - Bride de SerrageElmouden MustaphaNo ratings yet
- 6 Bride de Serrage PDFDocument4 pages6 Bride de Serrage PDFkhocineNo ratings yet
- 1-1 Entailles Et Rainure PDFDocument2 pages1-1 Entailles Et Rainure PDFElmouden MustaphaNo ratings yet
- SectionsDocument4 pagesSectionsElmouden MustaphaNo ratings yet
- 19géométrie de L'outil - Doc ElvDocument2 pages19géométrie de L'outil - Doc ElvElmouden MustaphaNo ratings yet
- 3 - Bride Ouverte À NezDocument4 pages3 - Bride Ouverte À NezElmouden MustaphaNo ratings yet
- 1 2 Equerre À ChapeauDocument3 pages1 2 Equerre À ChapeauAymen HssainiNo ratings yet
- DaoDocument16 pagesDaoAnissa LamraniNo ratings yet
- 3 - Bride Ouverte À NezDocument4 pages3 - Bride Ouverte À NezElmouden MustaphaNo ratings yet
- Cost of CapitalDocument19 pagesCost of CapitalMarine CazorlaNo ratings yet
- Appel A Candidature Project Manager KerriaDocument1 pageAppel A Candidature Project Manager KerriaHassane AmadouNo ratings yet
- Corrige RolexDocument5 pagesCorrige Rolexbechir bouanziNo ratings yet
- Le CommerçantDocument2 pagesLe CommerçantAmeziane LachevreNo ratings yet
- VINCI CharterForAdministrators FRDocument4 pagesVINCI CharterForAdministrators FRThierry BriereNo ratings yet
- Copie de Abrege Du Grand OeuvreDocument4 pagesCopie de Abrege Du Grand OeuvrePierre-Alexandre NicolasNo ratings yet
- Tableau de Bord EntrepôtDocument17 pagesTableau de Bord EntrepôtNaoual el fasiNo ratings yet
- Tilapia Etang PDFDocument6 pagesTilapia Etang PDFAina RATSIMBAZAFYNo ratings yet
- Rapport de Stage (Marjane) - Agent de VenteDocument35 pagesRapport de Stage (Marjane) - Agent de Ventealex sami0% (1)
- Programme MSP CNFCPPDocument2 pagesProgramme MSP CNFCPPImed KharratNo ratings yet
- 6cours Amdec Hse107Document27 pages6cours Amdec Hse107Mounir YousfiNo ratings yet
- Prod Orale B2 PDFDocument56 pagesProd Orale B2 PDFPartituraDireccionNo ratings yet
- MAR HB System Handbook WeighModule FRDocument136 pagesMAR HB System Handbook WeighModule FRKarim NasriNo ratings yet
- La Cession Du Fonds de CommerceDocument3 pagesLa Cession Du Fonds de CommerceDoha JaouhariNo ratings yet
- 2517 Gestion de Projet Agile PDFDocument30 pages2517 Gestion de Projet Agile PDFMakremArfaoui100% (1)
- Zone Gzenaya (Source Aizig)Document12 pagesZone Gzenaya (Source Aizig)Youssef YaakoubiNo ratings yet
- M1 S1UE1 - VALLARD - Gestion Déchets 22-23Document3 pagesM1 S1UE1 - VALLARD - Gestion Déchets 22-23magloire amivaNo ratings yet
- Résumé Cours Droit ComptableDocument9 pagesRésumé Cours Droit ComptableMed AmriNo ratings yet
- NN 1Document1 pageNN 1jumegerdaNo ratings yet
- 01 - Chapitre I - Introduction Au Management Des Ressources Humaines - CopieDocument30 pages01 - Chapitre I - Introduction Au Management Des Ressources Humaines - CopieAmina MalekNo ratings yet
- 1 PBDocument16 pages1 PBTidiane DraméNo ratings yet
- Cours Gestion Stocks TADDocument71 pagesCours Gestion Stocks TADMariama DialloNo ratings yet
- L'utilité Des Reseaux Sociaux Ouvrages La RevueDocument3 pagesL'utilité Des Reseaux Sociaux Ouvrages La RevueAyoub OuabiNo ratings yet
- CAS Et ANNEXES TELEMARKETDocument33 pagesCAS Et ANNEXES TELEMARKETКирило КузнецовNo ratings yet
- Programme de Radio RuraleDocument22 pagesProgramme de Radio RuralePApe DialloNo ratings yet
- FDRB137UK Marine FiltrationDocument28 pagesFDRB137UK Marine Filtrationmohammad choirul hudaNo ratings yet
- Rapport D'activitéDocument38 pagesRapport D'activitéESSADIA AIT-OUNAJARNo ratings yet
- Cours de Droit Fiscal en Côte D'ivoireDocument87 pagesCours de Droit Fiscal en Côte D'ivoireClaussyNo ratings yet
- Vingt Premiers Jours Du: La Présente Déclaration Doit Être Déposée À La Recette Des Impôts Dans LesDocument4 pagesVingt Premiers Jours Du: La Présente Déclaration Doit Être Déposée À La Recette Des Impôts Dans LesElarabi LagrafNo ratings yet
- Algal+ AbdoDocument19 pagesAlgal+ AbdoIMADCHEMMAMENo ratings yet