You might also like
- Petronas Samur PL PDFDocument38 pagesPetronas Samur PL PDFJessica Ward100% (1)
- Microbiology With Diseases by Body System 5th Edition Bauman Test BankDocument25 pagesMicrobiology With Diseases by Body System 5th Edition Bauman Test BankRhondaHogancank100% (50)
- BY Prem Baboo Sr. Manager (Prod) National Fertilizers LTD, Vijaipur, IndiaDocument74 pagesBY Prem Baboo Sr. Manager (Prod) National Fertilizers LTD, Vijaipur, IndiaAlbertoNo ratings yet
- Urea - Kirk Othmer PDFDocument15 pagesUrea - Kirk Othmer PDFusman_hafeez86No ratings yet
- Epri Chemical Cleaning PDFDocument50 pagesEpri Chemical Cleaning PDFARSALAN GOPALNo ratings yet
- Severe Surge Incidents at Process Air Compressor, Their After Effects and Problem ResolutionDocument15 pagesSevere Surge Incidents at Process Air Compressor, Their After Effects and Problem ResolutionAbhimanyu SharmaNo ratings yet
- Urea Plant National Fertilizers LimitedDocument22 pagesUrea Plant National Fertilizers LimitedSatya Narayan SharmaNo ratings yet
- Failure of LP Flash Drum Packing Bed Support: Geoff BlewettDocument10 pagesFailure of LP Flash Drum Packing Bed Support: Geoff BlewettDheeraj DheeruNo ratings yet
- Ammonia Production PDFDocument5 pagesAmmonia Production PDFJustine LagonoyNo ratings yet
- "The Comparison of Stamicarbon and Saipem Urea Technology": October 2016Document11 pages"The Comparison of Stamicarbon and Saipem Urea Technology": October 2016Alfonso BlancoNo ratings yet
- Ammonia Synthesis and Molecular SieveDocument25 pagesAmmonia Synthesis and Molecular Sieveaehque04No ratings yet
- Sequestering CO in The Built Environment: Calera CorporationDocument48 pagesSequestering CO in The Built Environment: Calera CorporationPassmore DubeNo ratings yet
- Fuel ConsumptionDocument11 pagesFuel ConsumptionMerick Diamante Jr.No ratings yet
- Ammonia Synthesis ConverterDocument26 pagesAmmonia Synthesis ConverterKvspavan Kumar100% (1)
- 2000 Development of The ACES 21 ProcessDocument17 pages2000 Development of The ACES 21 ProcessTTaddictNo ratings yet
- By Product in Ammonia Plant PDFDocument12 pagesBy Product in Ammonia Plant PDFMd. Imran HossainNo ratings yet
- Green Ammonia ShipmentDocument9 pagesGreen Ammonia ShipmentVedant ParabNo ratings yet
- Ailures in Ammonia Plant Vertical Waste Heat BoilersDocument14 pagesAilures in Ammonia Plant Vertical Waste Heat BoilersMir AsifNo ratings yet
- Low Energy Consumption Ammonia Production 2011 Paper PDFDocument14 pagesLow Energy Consumption Ammonia Production 2011 Paper PDFKailash NarainNo ratings yet
- Nirbhay Urea Final PDFDocument99 pagesNirbhay Urea Final PDFHimanshu vikram100% (1)
- Co2 RecoveryDocument10 pagesCo2 RecoveryvijayxmanNo ratings yet
- Reliance - Flare Gas Recovery IMPDocument6 pagesReliance - Flare Gas Recovery IMPsvnaik14No ratings yet
- MSDW Mwi Maxsat WebpagepdfDocument5 pagesMSDW Mwi Maxsat Webpagepdfdonald55555No ratings yet
- Heat Exchanger & Furnace Operations and ControlsDocument6 pagesHeat Exchanger & Furnace Operations and Controlsnilesh_092No ratings yet
- KFCL Summer ProjectDocument59 pagesKFCL Summer ProjectSumitMohanGuptaNo ratings yet
- Lessons Learned With Ammonia Synthesis CatalystsDocument12 pagesLessons Learned With Ammonia Synthesis CatalystssugumarNo ratings yet
- AMMONIA Syn Gas Drying With Z4-01Document4 pagesAMMONIA Syn Gas Drying With Z4-01raghu4594No ratings yet
- Steam To Carbon Ratio Calculations: InstructionsDocument8 pagesSteam To Carbon Ratio Calculations: InstructionsSuresh Ramakrishnan100% (1)
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- 2009 Margarita Seminar - 10 Successful Applications of Casale Technology To Grass-Roots PlantsDocument32 pages2009 Margarita Seminar - 10 Successful Applications of Casale Technology To Grass-Roots PlantsIvonneNo ratings yet
- Brief Description of Urea ProcessDocument7 pagesBrief Description of Urea ProcessGaurav Mishra100% (1)
- Ammonia Synthesis Catalyst OperationDocument19 pagesAmmonia Synthesis Catalyst OperationMuhammad Junaid0% (1)
- Aiche 36 012problematic Low Temperature ShiftDocument10 pagesAiche 36 012problematic Low Temperature ShiftHsein WangNo ratings yet
- Refinery Gases, Water Gas, Carbureted GasDocument25 pagesRefinery Gases, Water Gas, Carbureted Gasmuneeb907No ratings yet
- Molecular SieveDocument4 pagesMolecular SieveAl AkilNo ratings yet
- Producers Gas PlantsDocument13 pagesProducers Gas PlantsHalil İbrahim KüplüNo ratings yet
- Ammonia Based DesulferizationDocument36 pagesAmmonia Based Desulferizationlibid_rajNo ratings yet
- Major Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray SinghDocument10 pagesMajor Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray Singhvaratharajan g rNo ratings yet
- Hydrocracking Process Description and CRITERION / ZEOLYST Hydrocracking Catalyst ApplicationsDocument6 pagesHydrocracking Process Description and CRITERION / ZEOLYST Hydrocracking Catalyst ApplicationsDavid JuniorNo ratings yet
- Plant Preservation: Issues & Remedies: BackgroundDocument14 pagesPlant Preservation: Issues & Remedies: BackgroundGrootNo ratings yet
- Air and Flue Gas SystemsDocument48 pagesAir and Flue Gas Systemst manoj100% (1)
- UOP NGL Recovery Treater Optimization For Water Mercaptan Removal Case StudyDocument11 pagesUOP NGL Recovery Treater Optimization For Water Mercaptan Removal Case Studyeko handoyoNo ratings yet
- Equilibrium Data - Water and Acetic Acid, Water and Methanol, and Water and EthanolDocument6 pagesEquilibrium Data - Water and Acetic Acid, Water and Methanol, and Water and EthanolBarbara RicciNo ratings yet
- 3-Energy Efficiency Gains in Indian Ammonia Plants Retrospects and ProspectsDocument14 pages3-Energy Efficiency Gains in Indian Ammonia Plants Retrospects and ProspectsMuhammad Naeem100% (1)
- GassificaionDocument70 pagesGassificaionMrityunjay KumarNo ratings yet
- AmmoniaDocument69 pagesAmmoniaGanesh Kumar100% (1)
- Mid-Term Training EvaluationDocument26 pagesMid-Term Training EvaluationVishalSharmaNo ratings yet
- Fertilizer Production in IndiaDocument5 pagesFertilizer Production in IndiaRajiv KhatriNo ratings yet
- Evaluating The Performance of Water Treatment PlanDocument9 pagesEvaluating The Performance of Water Treatment Planghina aldilaNo ratings yet
- Review of The Green Ammonia ProcessDocument5 pagesReview of The Green Ammonia ProcessBrendan JonesNo ratings yet
- CrackingDocument33 pagesCrackingEman El DsoukyNo ratings yet
- BM15-17 UdaanDocument105 pagesBM15-17 UdaanAnonymous HzljLSMcNo ratings yet
- Natural Gas Hydrocarbon Contamination in AmineDocument8 pagesNatural Gas Hydrocarbon Contamination in AmineRicardo BecNo ratings yet
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankDocument9 pagesFailure of Inner Shell of Double Walled Atmospheric Ammonia Tankvaratharajan g rNo ratings yet
- Pump Seal System 1678606054 PDFDocument79 pagesPump Seal System 1678606054 PDFVahidNo ratings yet
- Steam TrapDocument8 pagesSteam TrapSanket BandekarNo ratings yet
- Hydro CarbonDocument6 pagesHydro CarbonAlpesh PatelNo ratings yet
- Ammonia TechnologyDocument13 pagesAmmonia TechnologyMihaela Popescu-NeagoeNo ratings yet
- Urea Fertilizer: Lecture By: Engr. Mina ArshadDocument26 pagesUrea Fertilizer: Lecture By: Engr. Mina ArshadDanish BaigNo ratings yet
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDocument8 pagesModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Tutorial3 - C3 - CHE 244Document3 pagesTutorial3 - C3 - CHE 244Sheikh AdibNo ratings yet
- Ecofriendly Finishing of Textile: by Dr. Pintu Pandit Asst. Professor, NIFT PatnaDocument22 pagesEcofriendly Finishing of Textile: by Dr. Pintu Pandit Asst. Professor, NIFT PatnaARYAN RATHORENo ratings yet
- Process Flow Chart Dairy ProductsDocument5 pagesProcess Flow Chart Dairy Productslokesh jainNo ratings yet
- Introduction To Micro/Nano ElectronicsDocument51 pagesIntroduction To Micro/Nano ElectronicsLIAKMANNo ratings yet
- Forensic Procedures To Drug AnalysisDocument59 pagesForensic Procedures To Drug Analysisjoejoe67No ratings yet
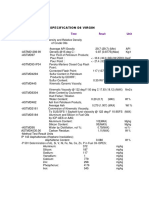
- Specification D6 Virgin: Method Test Result UnitDocument1 pageSpecification D6 Virgin: Method Test Result UnitClaudio SantellanesNo ratings yet
- Measurement of Oxidation-Reduction Potential (ORP) of Soil: Standard Test Method ForDocument5 pagesMeasurement of Oxidation-Reduction Potential (ORP) of Soil: Standard Test Method ForHadi HowaidaNo ratings yet
- REVISE Final 1-5Document23 pagesREVISE Final 1-5Kobe VasquezNo ratings yet
- Sample Paper-01 CHEMISTRY (Theory) Class - XI: Material Downloaded From andDocument4 pagesSample Paper-01 CHEMISTRY (Theory) Class - XI: Material Downloaded From andSarthakNo ratings yet
- Bioscrn PDFDocument69 pagesBioscrn PDFNicolas CancioNo ratings yet
- 206 ManualDocument16 pages206 ManualNikshit RafaliyaNo ratings yet
- p1 Bab 1-5Document19 pagesp1 Bab 1-5cikguana79No ratings yet
- TBP, ASTM, and EFV ComparedDocument2 pagesTBP, ASTM, and EFV Comparedvicktorinox230388No ratings yet
- USP-NF Atorvastatin CalciumDocument8 pagesUSP-NF Atorvastatin CalciumPhạm Đức LộcNo ratings yet
- Physics Today: Quantum CriticalityDocument8 pagesPhysics Today: Quantum CriticalityAndré RojasNo ratings yet
- Effect of The Varying Levels of Wood Vinegar On SunflowerDocument7 pagesEffect of The Varying Levels of Wood Vinegar On SunflowerYamaguchi KumikoNo ratings yet
- LNG EconomicsDocument19 pagesLNG EconomicsCal67% (3)
- Electronic Configuration: By: Cyra Eunicer. TanaelDocument17 pagesElectronic Configuration: By: Cyra Eunicer. TanaelDegala, Jan Marlou V.No ratings yet
- Phys 1241Document4 pagesPhys 1241ChrisNo ratings yet
- Chemical EquilibriumDocument162 pagesChemical EquilibriumAshok PradhanNo ratings yet
- Consolidation Theories of Soils: By: Alemayehu Teferra (Prof., Dr.-Ing.)Document33 pagesConsolidation Theories of Soils: By: Alemayehu Teferra (Prof., Dr.-Ing.)ASAMENEWNo ratings yet
- تقرير تأكل (Anodic Protection)Document10 pagesتقرير تأكل (Anodic Protection)ياسر نوفل ورد100% (1)
- International Journal of Current Research in Biosciences and Plant BiologyDocument12 pagesInternational Journal of Current Research in Biosciences and Plant BiologyFrancisco C. Gonçalves GonçalvesNo ratings yet
- CreepDocument25 pagesCreepORANG BiasaNo ratings yet
- Centigrade Fahrenheit Equivalent Cone Heated at 150C/hr Visual Colour NotesDocument1 pageCentigrade Fahrenheit Equivalent Cone Heated at 150C/hr Visual Colour NotesGogu7778 Gogu7778No ratings yet
- CH 21Document32 pagesCH 21Indro ParmaNo ratings yet
- Salama YoussefDocument1 pageSalama YoussefYoussef SalamaNo ratings yet