You might also like
- Ekato PR CompensatotDocument2 pagesEkato PR CompensatotAnonymous YWS7ndsiNo ratings yet
- DelegationDocument1 pageDelegationAnonymous YWS7ndsiNo ratings yet
- Notes:: Prepare Your Excel Data Source For Mail Merge in WordDocument4 pagesNotes:: Prepare Your Excel Data Source For Mail Merge in WordAnonymous YWS7ndsiNo ratings yet
- No Hub in Supplied Flanges: An Example Where Hub Is ShownDocument1 pageNo Hub in Supplied Flanges: An Example Where Hub Is ShownAnonymous YWS7ndsiNo ratings yet
- Review On Design of AgitatorDocument4 pagesReview On Design of AgitatorAnonymous YWS7ndsiNo ratings yet
- Hydrodynamic ForcesDocument40 pagesHydrodynamic ForcesAnonymous YWS7ndsiNo ratings yet
- EagleBurgmann ABC - Test RigsDocument2 pagesEagleBurgmann ABC - Test RigsAnonymous YWS7ndsiNo ratings yet
- Proof Load, Yield & Tensile Strength Chart MetricDocument1 pageProof Load, Yield & Tensile Strength Chart MetricAnonymous YWS7ndsiNo ratings yet
- Sizing: Definitions and Units of Measurement 2.1Document10 pagesSizing: Definitions and Units of Measurement 2.1Anonymous YWS7ndsiNo ratings yet
- Forged Pipe FittingsDocument1 pageForged Pipe FittingsAnonymous YWS7ndsiNo ratings yet
- Resume For Coaching SampleDocument2 pagesResume For Coaching SampleAnonymous YWS7ndsiNo ratings yet
- Analysis of Mechanical Seals For High-Speed Centrifugal Gas CompressorsDocument9 pagesAnalysis of Mechanical Seals For High-Speed Centrifugal Gas CompressorsAnonymous YWS7ndsiNo ratings yet
- Estimate: Client Event Type Venue/City Dates Kind Attn: Sr. No Elements Sizes Quantity Estimate 1 Webcast LocationsDocument1 pageEstimate: Client Event Type Venue/City Dates Kind Attn: Sr. No Elements Sizes Quantity Estimate 1 Webcast LocationsAnonymous YWS7ndsiNo ratings yet
- Flowserve VS6-installation PDFDocument68 pagesFlowserve VS6-installation PDFAnonymous YWS7ndsiNo ratings yet
- THE Jharkhand Gazette: Published by AuthorityDocument2 pagesTHE Jharkhand Gazette: Published by AuthorityAnonymous YWS7ndsiNo ratings yet
- Trainers Qualifications - Job Roles Wise10 - 4Document253 pagesTrainers Qualifications - Job Roles Wise10 - 4Anonymous YWS7ndsiNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ARP-A Manual Jan 2021 v2.0 A4Document148 pagesARP-A Manual Jan 2021 v2.0 A4Mauricio Duberger LopesNo ratings yet
- Condition Monitoring Brochure 3AUA0000189113 RevF en LowresDocument6 pagesCondition Monitoring Brochure 3AUA0000189113 RevF en LowreseduardoservidriveNo ratings yet
- Risk Based Inspection Methodology and Software Applied To Atmospheric Storage TanksDocument14 pagesRisk Based Inspection Methodology and Software Applied To Atmospheric Storage TanksDavid RodriguesNo ratings yet
- Gearbox Typical Failure Modes, Detection and Mitigation MethodsDocument24 pagesGearbox Typical Failure Modes, Detection and Mitigation MethodsNaw AzNo ratings yet
- E-I-04-Instrument List PDFDocument4 pagesE-I-04-Instrument List PDFManu BadilloNo ratings yet
- (Applied Condition Monitoring 14) Tomasz Barszcz - Vibration-Based Condition Monitoring of Wind Turbines-Springer International Publishing (2019)Document233 pages(Applied Condition Monitoring 14) Tomasz Barszcz - Vibration-Based Condition Monitoring of Wind Turbines-Springer International Publishing (2019)German Hernandez100% (3)
- POWER2014-32002: Performance/Condition Monitoring & Optimization For Fossil Power PlantsDocument7 pagesPOWER2014-32002: Performance/Condition Monitoring & Optimization For Fossil Power PlantsRomi Hamdani SaputraNo ratings yet
- Condition Monitoring: Functional Failure Is Either About To Occur or Is in The ProcessDocument70 pagesCondition Monitoring: Functional Failure Is Either About To Occur or Is in The Processmind2008No ratings yet
- Lecture - Maintenance Planning PDFDocument97 pagesLecture - Maintenance Planning PDFRugved TalmaleNo ratings yet
- MaintenanceDocument5 pagesMaintenanceSK NAGOOR VALINo ratings yet
- Vibration Analysis Training With Mobius InstituteDocument8 pagesVibration Analysis Training With Mobius InstituteDean Lofall0% (1)
- CATALOGUE of PUBLICATIONS COR 24 04 2015Document276 pagesCATALOGUE of PUBLICATIONS COR 24 04 2015krunalNo ratings yet
- Centrifugal Pump - Troubleshooting MatrixDocument1 pageCentrifugal Pump - Troubleshooting MatrixSuresha Pd100% (1)
- Review and Prospect of Maintenance Technology ForDocument20 pagesReview and Prospect of Maintenance Technology Formonatammam991No ratings yet
- ProsigNoiseVibrationHandbook 6 Small PDFDocument108 pagesProsigNoiseVibrationHandbook 6 Small PDFaabejaro100% (1)
- Organization and Plant Maintenance Structure (Sap) Integration ChartDocument9 pagesOrganization and Plant Maintenance Structure (Sap) Integration ChartSaif Ali Momin100% (1)
- Asset Integrity ManagementDocument9 pagesAsset Integrity ManagementSaqib AliNo ratings yet
- Vibration Analysis Certification Handbook - Final - Rev 5Document28 pagesVibration Analysis Certification Handbook - Final - Rev 5Hatem Shawki100% (1)
- Ex640b71 PDFDocument39 pagesEx640b71 PDFJohn CallejasNo ratings yet
- Maintenance and Safety Two MarksDocument8 pagesMaintenance and Safety Two Markstamil thendralNo ratings yet
- Orbitas y Medición de Fases - Analisis VibraciónDocument2 pagesOrbitas y Medición de Fases - Analisis VibraciónRamon A. Ruiz O.No ratings yet
- 03000en PDFDocument188 pages03000en PDFMd.Bazlur RahmanNo ratings yet
- Xms ManualDocument305 pagesXms ManualVasile NicolauNo ratings yet
- E10777 1 03 15 - Filteruebersicht PDFDocument76 pagesE10777 1 03 15 - Filteruebersicht PDFshekharNo ratings yet
- Machine Condition TesterDocument8 pagesMachine Condition TesterLuis MarquezNo ratings yet
- Bro Imv OctDocument2 pagesBro Imv Octabdulwadi84No ratings yet
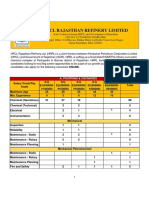
- HRRL E1 E4Document35 pagesHRRL E1 E4Sanket DhandeNo ratings yet
- Machine GuardingDocument13 pagesMachine GuardingSwayam SARIT SatpathyNo ratings yet
- Using Acceleration Enveloping On Sleeve Bearings: SKF Reliability SystemsDocument7 pagesUsing Acceleration Enveloping On Sleeve Bearings: SKF Reliability SystemsjoseNo ratings yet
- MHC Bearing Checker: Low Cost Analysis of Machinery Condition, Easily Interpreted Results and Field-Proven TechnologyDocument2 pagesMHC Bearing Checker: Low Cost Analysis of Machinery Condition, Easily Interpreted Results and Field-Proven TechnologyIrfan GhaniNo ratings yet