You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Tugas Fisika RekayasaDocument100 pagesTugas Fisika Rekayasa1931 Angeli Samantha100% (2)
- Landsat Metadata FileDocument6 pagesLandsat Metadata FileBeymar Persona choqueNo ratings yet
- EE8352 Principles of Electrical and Electronics EngineeringDocument12 pagesEE8352 Principles of Electrical and Electronics EngineeringSanthiya T100% (1)
- SDG Bangla VersionDocument74 pagesSDG Bangla VersionFahmida AlinNo ratings yet
- Chapter 7Document4 pagesChapter 7shoaibNo ratings yet
- DC Machines DC Motors: Dr. Mohanalakshmi J., Assistant Professor, Dept. of Eee, Mce, HassanDocument18 pagesDC Machines DC Motors: Dr. Mohanalakshmi J., Assistant Professor, Dept. of Eee, Mce, HassanVinay kumarNo ratings yet
- Calibration Certificate Force Gauge T38/2Document3 pagesCalibration Certificate Force Gauge T38/2ebbasinghNo ratings yet
- Limpopo Physical Science Grade 10 June 2022 QP and MemoDocument19 pagesLimpopo Physical Science Grade 10 June 2022 QP and MemoThando MahlanguNo ratings yet
- Reader 1: 23-34 Reader 2: Cht. 2Document42 pagesReader 1: 23-34 Reader 2: Cht. 2Rehan AhmadNo ratings yet
- Railway Applications Emc - Signalling and Telecommunications Bs En50121-4: 2006Document1 pageRailway Applications Emc - Signalling and Telecommunications Bs En50121-4: 2006sanjaigNo ratings yet
- MFC 18M 2001Document18 pagesMFC 18M 2001Joel CieltoNo ratings yet
- Temperature Induced Dimensional Variation in Extrusion: Articles You May Be Interested inDocument8 pagesTemperature Induced Dimensional Variation in Extrusion: Articles You May Be Interested inAliraza AlirazaNo ratings yet
- e-BookJEE English ElectrostaticsDocument26 pagese-BookJEE English ElectrostaticsSoham KejriwalNo ratings yet
- ISO 4184 belt drive lengthsDocument8 pagesISO 4184 belt drive lengthsCioz NguyenNo ratings yet
- Reza N. Jazar - Approximation Methods in Science and Engineering-Springer (2020)Document544 pagesReza N. Jazar - Approximation Methods in Science and Engineering-Springer (2020)nhat nguyen100% (1)
- Nissan Forklift Fault CodesDocument4 pagesNissan Forklift Fault CodesYunus Çevik67% (3)
- PowerLogic ION8650 - M8650A0C0H5E1B0ADocument4 pagesPowerLogic ION8650 - M8650A0C0H5E1B0AKevin GurungNo ratings yet
- ANSWER KEY-Internal Assesment Test 1 OCH752-ETDocument15 pagesANSWER KEY-Internal Assesment Test 1 OCH752-ETSOWMI C SNo ratings yet
- Math Is Fun Form 2 Chapter 6Document4 pagesMath Is Fun Form 2 Chapter 6Francis YongNo ratings yet
- Microplan - Katalog 2009 ENDocument18 pagesMicroplan - Katalog 2009 END.T.No ratings yet
- Document (NAV 3 QUIZ)Document10 pagesDocument (NAV 3 QUIZ)everald ardalesNo ratings yet
- 7 - Thermal Infrared Remote SensingDocument42 pages7 - Thermal Infrared Remote SensingAli NasiriNo ratings yet
- MZ73 18RM270Document2 pagesMZ73 18RM270Facundo SchajNo ratings yet
- CBSE Class 12 Physics Apr14 Sample Paper 2023 24Document10 pagesCBSE Class 12 Physics Apr14 Sample Paper 2023 24aisha.lambeNo ratings yet
- Engineering Mathematics-II (CSe) Rank Correlation CoefficientDocument6 pagesEngineering Mathematics-II (CSe) Rank Correlation CoefficientAhnis AnejaNo ratings yet
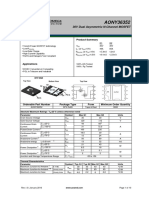
- AONY36352: 30V Dual Asymmetric N-Channel MOSFETDocument10 pagesAONY36352: 30V Dual Asymmetric N-Channel MOSFETrobertjavi1983No ratings yet
- Assignment 1 - 14-09-2021Document2 pagesAssignment 1 - 14-09-2021Abhishek GuptaNo ratings yet
- Physics Activity 1 To 6Document12 pagesPhysics Activity 1 To 6Aadit “ThePROkiller”0% (1)
- Areas and Volumes Volume & Surface Area GCSE Maths Study GuideDocument1 pageAreas and Volumes Volume & Surface Area GCSE Maths Study GuideShougNo ratings yet
- Mechanical EnergyDocument2 pagesMechanical EnergyBabatunde Victor JuniorNo ratings yet