You might also like
- KANBANDocument18 pagesKANBANfranciscoreyes107220No ratings yet
- Estaciones de Servicios ChileDocument82 pagesEstaciones de Servicios ChileYisel Carolina Martinez100% (1)
- Manual para Operadores de TragamonedasDocument35 pagesManual para Operadores de Tragamonedasarmando100% (3)
- Bases Técnicas EC y GasoductosDocument75 pagesBases Técnicas EC y GasoductosCarlos Ditmar Jiménez RivasNo ratings yet
- Bases Técnicas EC y GasoductosDocument75 pagesBases Técnicas EC y GasoductosCarlos Ditmar Jiménez RivasNo ratings yet
- Anexo 6-Descripción Tareas Rev 1Document58 pagesAnexo 6-Descripción Tareas Rev 1Carlos Ditmar Jiménez RivasNo ratings yet
- S Tal JJ8 Gen Qua PRD 0001 - 00Document49 pagesS Tal JJ8 Gen Qua PRD 0001 - 00Carlos Ditmar Jiménez RivasNo ratings yet
- S Tal JJ4 Itc Qua PRD 0010 - 00Document12 pagesS Tal JJ4 Itc Qua PRD 0010 - 00Carlos Ditmar Jiménez RivasNo ratings yet
- S-TAL-JJ4-ITC-QUA-PRD-0013: Procedimiento de Montaje de Tableros Rev. 00Document16 pagesS-TAL-JJ4-ITC-QUA-PRD-0013: Procedimiento de Montaje de Tableros Rev. 00Carlos Ditmar Jiménez RivasNo ratings yet
- S Tal JJ8 Gen Qua PRD 0007 - 00Document24 pagesS Tal JJ8 Gen Qua PRD 0007 - 00Carlos Ditmar Jiménez RivasNo ratings yet
- S Tal JJ4 Itc Qua PRD 0011Document30 pagesS Tal JJ4 Itc Qua PRD 0011Carlos Ditmar Jiménez RivasNo ratings yet
- S Tal JJ4 Itc Qua PRD 0004 - 00Document17 pagesS Tal JJ4 Itc Qua PRD 0004 - 00Carlos Ditmar Jiménez RivasNo ratings yet
- S Tal JJ5 Gen Qua PRD 0007 - 01Document17 pagesS Tal JJ5 Gen Qua PRD 0007 - 01Carlos Ditmar Jiménez RivasNo ratings yet
- S Tal JJ5 Gen Qua PRD 008 - 01Document15 pagesS Tal JJ5 Gen Qua PRD 008 - 01Carlos Ditmar Jiménez RivasNo ratings yet
- S Tal JJ5 Gen Qua PRD 0006 - 01Document14 pagesS Tal JJ5 Gen Qua PRD 0006 - 01Carlos Ditmar Jiménez RivasNo ratings yet
- Matriz IperDocument12 pagesMatriz IperCarlos Ditmar Jiménez RivasNo ratings yet
- MCP-POG - CIV-002 Acarreo, Carga y Eliminacion de MaterialDocument5 pagesMCP-POG - CIV-002 Acarreo, Carga y Eliminacion de MaterialCarlos Ditmar Jiménez RivasNo ratings yet
- MCP-POG - CIV-002 Acarreo, Carga y Eliminacion de MaterialDocument5 pagesMCP-POG - CIV-002 Acarreo, Carga y Eliminacion de MaterialCarlos Ditmar Jiménez RivasNo ratings yet
- Labo1 1Document6 pagesLabo1 1Carlos Ditmar Jiménez RivasNo ratings yet
- Informe Final Ipc Mejoras Efluentes Pias Zapotal - Petrobras 2012Document22 pagesInforme Final Ipc Mejoras Efluentes Pias Zapotal - Petrobras 2012Carlos Ditmar Jiménez RivasNo ratings yet
- REFRIGERACIONDocument38 pagesREFRIGERACIONCarlos Ditmar Jiménez Rivas100% (2)
- MCP-POG - CIV-003 Corte de MaterialDocument5 pagesMCP-POG - CIV-003 Corte de MaterialCarlos Ditmar Jiménez RivasNo ratings yet
- BASES TECNICAS 26.01.2016 Rev 0 PDFDocument43 pagesBASES TECNICAS 26.01.2016 Rev 0 PDFCarlos Ditmar Jiménez RivasNo ratings yet
- Halliburton-Welex - Introducción A Los Análisis de Los Registros de PozosDocument42 pagesHalliburton-Welex - Introducción A Los Análisis de Los Registros de PozosHernan Alejandro Bastardo Naranjo80% (5)
- 202 GER TDR 001 Rev2 PDFDocument42 pages202 GER TDR 001 Rev2 PDFCarlos Ditmar Jiménez RivasNo ratings yet
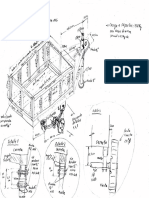
- Bosquejo de Carreta 1Document1 pageBosquejo de Carreta 1Carlos Ditmar Jiménez RivasNo ratings yet
- Analisis Vibracional IDocument289 pagesAnalisis Vibracional Iftardillo1No ratings yet
- Impacto Del Sistema ElectoralDocument30 pagesImpacto Del Sistema ElectoralGiovanaNo ratings yet
- Resiclaje PotzetoparticularizadoDocument20 pagesResiclaje Potzetoparticularizadoantonio_rammstein100% (1)
- Guía de Lenguaje - Los Medios Masivos de Comunicación - 4° BásicoDocument4 pagesGuía de Lenguaje - Los Medios Masivos de Comunicación - 4° BásicoÓscar Ricardo Aguayo SilvaNo ratings yet
- El Arte PrecolombinoDocument7 pagesEl Arte PrecolombinoDaneydisGuerreroVegaNo ratings yet
- A01mt4gm 1415Document2 pagesA01mt4gm 1415Victor GarciaNo ratings yet
- 2 Mejor Elevador de FeretrosDocument9 pages2 Mejor Elevador de FeretrosdonaireNo ratings yet
- Presupuesto CONSTRUCCION DE TIENDAS COMERCIALES YAGENCIAS BANCARIAS EN EDocument3 pagesPresupuesto CONSTRUCCION DE TIENDAS COMERCIALES YAGENCIAS BANCARIAS EN ESaul Andre Sanga TorresNo ratings yet
- Circonio Hafnio y VanadioDocument3 pagesCirconio Hafnio y VanadioJuan Jo Z. CHNo ratings yet
- Elementos de Potencia HidraulicaDocument4 pagesElementos de Potencia HidraulicaLuis Andres Copa YujraNo ratings yet
- Msds Cemento PortlandDocument4 pagesMsds Cemento PortlandPaul Ibarra SalasNo ratings yet
- Mediciones Albañilería y RevestimientosDocument32 pagesMediciones Albañilería y RevestimientosJesús Morejón RuizNo ratings yet
- 24M DiferencialDocument11 pages24M DiferencialDiego EduNo ratings yet
- Proyecto SandovalDocument52 pagesProyecto SandovalCesar Acuña80% (5)
- M 042017Document225 pagesM 042017Miguel Angel Parrado AlvarezNo ratings yet
- Examen de Fierreria PDFDocument2 pagesExamen de Fierreria PDFCristhian MarquezNo ratings yet
- Fallas en EngranajesDocument3 pagesFallas en EngranajesalfredoNo ratings yet
- Diseño Estatico y Dinamico de Estructuras de Concreto ArmadoDocument6 pagesDiseño Estatico y Dinamico de Estructuras de Concreto ArmadoJosé Carlos CayoNo ratings yet
- Clase5 Sistemas de ExplotacionDocument102 pagesClase5 Sistemas de ExplotacionHernan Britowsky Krustofski von HohenheimNo ratings yet
- GestraDocument2 pagesGestraJhonny Manuel Sabino MercedesNo ratings yet
- Alcantarillado PluvialDocument6 pagesAlcantarillado PluvialEdwinLupacaMNo ratings yet
- 8A Entrada ForzadaDocument29 pages8A Entrada ForzadaJuan ReynagaNo ratings yet
- 6 Rodamiento de Rodillos Cónicos PDFDocument50 pages6 Rodamiento de Rodillos Cónicos PDFRaul Rivera GrajedaNo ratings yet
- Memoria de CalculoDocument26 pagesMemoria de CalculoJessica HodgesNo ratings yet
- Cotizacion de 03 Puestas A Tierra-Villa PascoDocument1 pageCotizacion de 03 Puestas A Tierra-Villa PascovetmanNo ratings yet
- Rectificadora PlanaDocument4 pagesRectificadora PlanaArturo FlorezNo ratings yet
- 关键词 西语Document14 pages关键词 西语袁袁No ratings yet
- 1informe CONDICIONES DE RESERVORIODocument16 pages1informe CONDICIONES DE RESERVORIORayanne FontelesNo ratings yet
- Distribucion de Las InstalacionesDocument28 pagesDistribucion de Las InstalacionesEder Chuquihuaccha AlfaroNo ratings yet