You might also like
- ASME B31.1 2018 (Inspection-Academy)Document31 pagesASME B31.1 2018 (Inspection-Academy)royal0% (1)
- Materials For JointsDocument25 pagesMaterials For JointseNo ratings yet
- ITP No. 0762022 - GRE - RFIP MRB SA Rev. 0Document4 pagesITP No. 0762022 - GRE - RFIP MRB SA Rev. 0AhmedNo ratings yet
- Shipbuilding PipingDocument36 pagesShipbuilding PipingSurajPowarNo ratings yet
- Steel Properties Material Grade Comparison ChartDocument1 pageSteel Properties Material Grade Comparison Chartgk80823No ratings yet
- Dokumen - Tips Safety of Life at Sea 1974 Solas of Life at Sea 1974 Solas Prof ManuelDocument22 pagesDokumen - Tips Safety of Life at Sea 1974 Solas of Life at Sea 1974 Solas Prof Manuelbaharmarine100% (1)
- Hull Survey Programme Specification C1 EsignDocument107 pagesHull Survey Programme Specification C1 Esignshaifullah100% (1)
- Presentation Asme Sec Ix Wps PQR WPQDocument177 pagesPresentation Asme Sec Ix Wps PQR WPQsiva92% (26)
- PPT: AccomodationDocument18 pagesPPT: Accomodationaimri_cochinNo ratings yet
- Procedure QualificationDocument68 pagesProcedure QualificationParvee K Nakwal100% (1)
- QW - 482 Welding Procedure Specification (WPS)Document5 pagesQW - 482 Welding Procedure Specification (WPS)Arijit GhoshNo ratings yet
- CSL FinalDocument24 pagesCSL FinalArun Meda0% (1)
- Purging Brochure PDFDocument19 pagesPurging Brochure PDFjustinctlNo ratings yet
- ABS Construction SurveyDocument15 pagesABS Construction SurveyMilandro Lou AcuzarNo ratings yet
- 06 Surveys and DrydockDocument5 pages06 Surveys and DrydockLucky BoatNo ratings yet
- 4 Preparation For InspectionDocument16 pages4 Preparation For InspectionG.O.D 7No ratings yet
- Lesson 14 WelderQuals - New2Document80 pagesLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- The Effects of PSPC On The Shipbuilding IndustryDocument15 pagesThe Effects of PSPC On The Shipbuilding IndustrydineshbankarNo ratings yet
- NM 409 Marine Transmission and Propulsion Systems PDFDocument3 pagesNM 409 Marine Transmission and Propulsion Systems PDFtoshugoNo ratings yet
- A Review On Parameters Controlling Gas Metal Arc Welding (GMAW) ProcessDocument4 pagesA Review On Parameters Controlling Gas Metal Arc Welding (GMAW) ProcessBalajiNo ratings yet
- 561 NR - 2022 11Document72 pages561 NR - 2022 11ENG PTBBSNo ratings yet
- 1.introduction of NDT PDFDocument19 pages1.introduction of NDT PDFaleventNo ratings yet
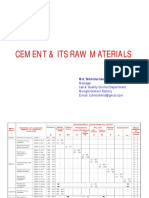
- Cement Raw MaterialsDocument9 pagesCement Raw MaterialsTuhin TahmidNo ratings yet
- IACS W Materials and WeldingDocument396 pagesIACS W Materials and WeldingEren HürcanNo ratings yet
- NK ClassDocument62 pagesNK ClassBasong SanNo ratings yet
- Freespan Analysis For Subsea Pipeline Integrity Management StrategyDocument12 pagesFreespan Analysis For Subsea Pipeline Integrity Management StrategyHui QiuNo ratings yet
- DNV RU SHIP Pt2Ch4Document144 pagesDNV RU SHIP Pt2Ch4Rahul KamillaNo ratings yet
- Brazing ProcedureDocument2 pagesBrazing ProcedureNoel Delos SantosNo ratings yet
- SMAW InstructionDocument20 pagesSMAW InstructionSun Sun100% (1)
- GS 30-1-7 - MainbodyDocument16 pagesGS 30-1-7 - MainbodySubash ChandraboseNo ratings yet
- As568 O-Ring Ref ChartDocument2 pagesAs568 O-Ring Ref ChartWijang Setiyo PurwokoNo ratings yet
- Mspo TraceDocument50 pagesMspo TraceIshakNo ratings yet
- Brochure Hempel Shop Primer ZS 1589Document8 pagesBrochure Hempel Shop Primer ZS 1589Viktor -stNo ratings yet
- A F E S: Process Piping 670.200Document17 pagesA F E S: Process Piping 670.200puwarin najaNo ratings yet
- E-PROC-ENG-B1-111 Rev006Document32 pagesE-PROC-ENG-B1-111 Rev006Jonicus-DextoreNo ratings yet
- Ie-Ndt Iqi En462-1 WireDocument2 pagesIe-Ndt Iqi En462-1 Wiresamkarthik47No ratings yet
- Bright Annealing Copper and Its AlloysDocument4 pagesBright Annealing Copper and Its Alloysmp87_ingNo ratings yet
- Flare Tower StatusDocument6 pagesFlare Tower StatusalouisNo ratings yet
- Causes and Cures of Common Welding TroublesDocument1 pageCauses and Cures of Common Welding TroublesRathnakrajaNo ratings yet
- ConsumablesDocument28 pagesConsumablesadeoye_okunoyeNo ratings yet
- A-Ele-Lst-000-47961-B - Test Facility Schedule For Pipeline Cathodic Protection SystemDocument23 pagesA-Ele-Lst-000-47961-B - Test Facility Schedule For Pipeline Cathodic Protection SystemBadiNo ratings yet
- Code 1 WPS Rev 0 PDFDocument18 pagesCode 1 WPS Rev 0 PDFEarl HarbertNo ratings yet
- Bright Annealing Process of Stainless S Teel TubeDocument2 pagesBright Annealing Process of Stainless S Teel TubeViraj ShiroleNo ratings yet
- GREDocument12 pagesGREadvis79No ratings yet
- 02 RT Flex4 Course B Mechanical 9520Document44 pages02 RT Flex4 Course B Mechanical 9520clintonNo ratings yet
- Welding Methods Used in ShipbuildingDocument5 pagesWelding Methods Used in ShipbuildingKaushik Sengupta100% (1)
- Condition Assessment Programme (CAP) : An Introduction To CAP HullDocument79 pagesCondition Assessment Programme (CAP) : An Introduction To CAP Hullkoib789No ratings yet
- Thermo-Mechanical Processing and Forming of SteelsDocument14 pagesThermo-Mechanical Processing and Forming of SteelsParth AshokNo ratings yet
- Leak Rate ThresholdDocument1 pageLeak Rate ThresholdnumanfawzalNo ratings yet
- Om05 SepoctDocument44 pagesOm05 SepoctSơn Nguyễn-LêNo ratings yet
- Api-570 Authorized Piping Inspector (API102) : Programme OverviewDocument1 pageApi-570 Authorized Piping Inspector (API102) : Programme OverviewSyamim AzmiNo ratings yet
- Woodfibre LNG PresentationDocument9 pagesWoodfibre LNG PresentationBob MackinNo ratings yet
- Special Metals - Product CatalogDocument65 pagesSpecial Metals - Product Catalogilham_metallurgy6744No ratings yet
- Global Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesDocument7 pagesGlobal Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesNurzed MunkhbayarNo ratings yet
- ASME IX - How To Prepare A WPS! - Shipbuilding KnowledgeDocument3 pagesASME IX - How To Prepare A WPS! - Shipbuilding KnowledgeRamakrishnan AmbiSubbiahNo ratings yet
- Ur w32Document14 pagesUr w32Rohit KambleNo ratings yet
- TWI Paper On Fatigue and GridingDocument42 pagesTWI Paper On Fatigue and GridingKatsaras SotirisNo ratings yet
- Quality Plan For Vessel Structural ModificationDocument9 pagesQuality Plan For Vessel Structural ModificationEbuka NwankwoNo ratings yet
- Tank Testing MethodsDocument141 pagesTank Testing MethodsFerhat KahveciNo ratings yet
- Lloyds Approved MillsDocument80 pagesLloyds Approved MillsJosip JurčićNo ratings yet
- Tweco Welding Catalogue 2001Document84 pagesTweco Welding Catalogue 2001Andrew Schroeder0% (1)
- Eliyas NDT ResumeDocument3 pagesEliyas NDT ResumeGanesan RamamoorthyNo ratings yet
- Quotation Swiss Oman 212 Sohar Refinery UNISCODocument1 pageQuotation Swiss Oman 212 Sohar Refinery UNISCODkPrinceNo ratings yet
- 5.3. 402020-01391-08-PI-SPC-0002 Rev0 PDFDocument136 pages5.3. 402020-01391-08-PI-SPC-0002 Rev0 PDFsumit kumarNo ratings yet
- CV Saad Bin SharfDocument5 pagesCV Saad Bin SharfSaad Bin SharfNo ratings yet
- API 570 Pipeline Inspection PDFDocument1 pageAPI 570 Pipeline Inspection PDFKhalidMoutarajiNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Time Sheet SampleDocument1 pageTime Sheet SampleroyalNo ratings yet
- NDT NotesDocument84 pagesNDT NotesroyalNo ratings yet
- Weldingmap'S Weblog: Radiography ExaminationDocument2 pagesWeldingmap'S Weblog: Radiography ExaminationroyalNo ratings yet
- Procedure of UTM (T-4)Document9 pagesProcedure of UTM (T-4)royalNo ratings yet
- Ultratech Cement: Particulars Test Results Requirements ofDocument1 pageUltratech Cement: Particulars Test Results Requirements ofDayanand Ramchandra Panchal100% (1)
- Kobe Welding Handbook 2004Document183 pagesKobe Welding Handbook 2004Nasywafi AlyaNo ratings yet
- DV03PUB1 Study GuideDocument5 pagesDV03PUB1 Study Guideprasaad08No ratings yet
- Approved Vendor List - CD Live Org Awcd3Document14 pagesApproved Vendor List - CD Live Org Awcd3Rohith KommuNo ratings yet
- WC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFDocument1 pageWC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFNathanLaertePiai100% (1)
- r44 - sl47 - Magneto Tachometer Points WiresDocument2 pagesr44 - sl47 - Magneto Tachometer Points WiresNickNo ratings yet
- WPS - 016Document11 pagesWPS - 016MAT-LIONNo ratings yet
- No. Description Supp. Qty From Up To Part Number Price NotesDocument4 pagesNo. Description Supp. Qty From Up To Part Number Price NotesCoronel-KilgoreNo ratings yet
- ES-TSB00279 Illumena OEM InterfacingDocument2 pagesES-TSB00279 Illumena OEM InterfacingMuratOguz UcakNo ratings yet
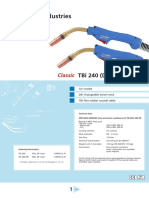
- Tbi 240 (DR) PDFDocument2 pagesTbi 240 (DR) PDFsianas1706No ratings yet
- 86 Jurnal Rekayasa Proses, Vol. 11, No. 2, 2017, Hal. 86-93Document9 pages86 Jurnal Rekayasa Proses, Vol. 11, No. 2, 2017, Hal. 86-93Tiara PutriNo ratings yet
- HRP Ii WPS STR 299aDocument4 pagesHRP Ii WPS STR 299aRohiNo ratings yet
- OK Autrod 5356: Mig/Mag Wires (Gmaw) Aluminum WiresDocument2 pagesOK Autrod 5356: Mig/Mag Wires (Gmaw) Aluminum WiresDavisTranNo ratings yet
- Port PositionDocument4 pagesPort Positionsoumyarm942No ratings yet
- Saw ProcessDocument55 pagesSaw ProcessSatheesh KumarNo ratings yet
- The Difference Between Cement, Concrete, and MortarDocument2 pagesThe Difference Between Cement, Concrete, and MortarRi SovannaphumiNo ratings yet
- Welding ElotrodeDocument3 pagesWelding ElotrodeNiranjan khatuaNo ratings yet
- Elec SPM Ch05Document29 pagesElec SPM Ch05OmarNo ratings yet
- Ruggerini MD170, MD171Document21 pagesRuggerini MD170, MD171Paky PakicNo ratings yet
- Pt. Duraquipt Cemerlang: Spare Part ListDocument1 pagePt. Duraquipt Cemerlang: Spare Part ListPratama Eka PutraNo ratings yet
- Exam Ques 1Document3 pagesExam Ques 1Tope YomiNo ratings yet
- Spare Parts List: Model No. Lf1000Document7 pagesSpare Parts List: Model No. Lf1000Elmir CastroNo ratings yet
- Welder CV - SusantoDocument3 pagesWelder CV - SusantoDavid BarimbingNo ratings yet
- Ijert Ijert: Comparative Analysis of Portland Cements in NigeriaDocument11 pagesIjert Ijert: Comparative Analysis of Portland Cements in NigeriaAmeh FavourNo ratings yet