You might also like
- Static Testing For Composite Wing of A Two-SeaterDocument8 pagesStatic Testing For Composite Wing of A Two-SeatercemocanaysunNo ratings yet
- Stresses Around Re 00 Kun SDocument256 pagesStresses Around Re 00 Kun SManda Ramesh Babu100% (1)
- FAA Review of Construction Plans and SpecificationsDocument11 pagesFAA Review of Construction Plans and SpecificationsAnonymous vh1f95o8No ratings yet
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionFrom EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNo ratings yet
- Snap Fit Calculations W Friction - For Base Housing and LidDocument20 pagesSnap Fit Calculations W Friction - For Base Housing and Lidsachoo17No ratings yet
- Howto Cause EffectDocument13 pagesHowto Cause EffectTarun RawalNo ratings yet
- AMS 2452 Superfinishing of HVOF Applied Tungsten Carbide Coatings PDFDocument13 pagesAMS 2452 Superfinishing of HVOF Applied Tungsten Carbide Coatings PDFJose GasparNo ratings yet
- Heat and Mass Transfer Guia ARTICULOSDocument240 pagesHeat and Mass Transfer Guia ARTICULOSCarlos MartínezNo ratings yet
- Aircrfaft Reciprocating Engine Mock UpDocument13 pagesAircrfaft Reciprocating Engine Mock Upmamaadam02100% (1)
- GD&T TipsDocument2 pagesGD&T TipsNaveen Kumar MadasettyNo ratings yet
- Tolerancing Notes On 18.9Document29 pagesTolerancing Notes On 18.9Anantha KumarNo ratings yet
- Wind Wizard: Alan G. Davenport and the Art of Wind EngineeringFrom EverandWind Wizard: Alan G. Davenport and the Art of Wind EngineeringNo ratings yet
- IshikawaDocument16 pagesIshikawaJohn DoeNo ratings yet
- R.drago Publications ListDocument14 pagesR.drago Publications Listidontlikeebooks100% (1)
- GDT Trainer ProDocument2 pagesGDT Trainer Provaratharaj_mech1582No ratings yet
- Vibration Damping Materials Procedures for Installation, Maintenance, Repairs 减震材料的安装、维护和维修程序,Mil-std-2148Document90 pagesVibration Damping Materials Procedures for Installation, Maintenance, Repairs 减震材料的安装、维护和维修程序,Mil-std-2148qingtaoNo ratings yet
- Direct Versus Indirect Line of Sight (LOS) StabilizationDocument13 pagesDirect Versus Indirect Line of Sight (LOS) StabilizationMeluk 'Rhaina' de SilvaNo ratings yet
- Requirements Engineering in Scrum FrameworkDocument7 pagesRequirements Engineering in Scrum FrameworkCarlos QueirosNo ratings yet
- Current Aeronautical Fatigue Problems: Proceedings of a Symposium Held in Rome, 23–25 April 1963From EverandCurrent Aeronautical Fatigue Problems: Proceedings of a Symposium Held in Rome, 23–25 April 1963No ratings yet
- Wind Tunnel Pope PDFDocument20 pagesWind Tunnel Pope PDFKrmxl Tdre100% (1)
- Anki - Friendly, Intelligent FlashcardsDocument9 pagesAnki - Friendly, Intelligent FlashcardsdocwavyNo ratings yet
- Book - Adams Tutorial Ex17 W PDFDocument121 pagesBook - Adams Tutorial Ex17 W PDFKamran ShahidNo ratings yet
- Wing Rib Stress Analysis and Design OptimizationDocument5 pagesWing Rib Stress Analysis and Design OptimizationNeeraja ManemNo ratings yet
- Estimating Vertical Drag On Helicopter Fuselage During HoveringDocument7 pagesEstimating Vertical Drag On Helicopter Fuselage During HoveringPeter IjaramendiNo ratings yet
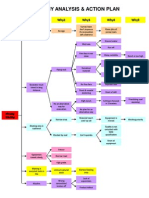
- Why-Why Analysis & Action Plan: Why5 Why4 Why3 Why2 Why1Document1 pageWhy-Why Analysis & Action Plan: Why5 Why4 Why3 Why2 Why1Adjat AbdurojakNo ratings yet
- Project Engineer ResumeDocument8 pagesProject Engineer Resumeqrhxvwljg100% (1)
- V-G Flutter AnalysisDocument5 pagesV-G Flutter AnalysisAhmad ShaqeerNo ratings yet
- 1991 - A Survey of Research in The Application of Tolerance Analysis To The Design of Mechanical AssembliesDocument15 pages1991 - A Survey of Research in The Application of Tolerance Analysis To The Design of Mechanical AssembliesflavioferiNo ratings yet
- NASA-CR-1457 Manual For Structural Stability Analysis of Sandwich PanelsDocument385 pagesNASA-CR-1457 Manual For Structural Stability Analysis of Sandwich Panelsmuhanned100% (1)
- Robot Chassis and Drivetrain FundamentalsDocument65 pagesRobot Chassis and Drivetrain Fundamentalss.b.v.seshagiri1407No ratings yet
- Winglet Airfoil Maughmer Et AlDocument8 pagesWinglet Airfoil Maughmer Et Alzaid100% (1)
- 2 USDoD-ANC-18-Design of Wood Aircraft StructuresDocument242 pages2 USDoD-ANC-18-Design of Wood Aircraft Structuresd2meyerNo ratings yet
- M96SC05 Oleo StrutDocument6 pagesM96SC05 Oleo Strutchaumont12345No ratings yet
- Helicopter Aviation AIRFOILSDocument2 pagesHelicopter Aviation AIRFOILSjetaw109spNo ratings yet
- Wing Box DesignDocument7 pagesWing Box DesignArpit SharmaNo ratings yet
- Mil PRF 121gDocument14 pagesMil PRF 121gacapocNo ratings yet
- Ran 2005 Preliminary Design of A 2D Supersonic Inlet To Maximize Total PressureDocument11 pagesRan 2005 Preliminary Design of A 2D Supersonic Inlet To Maximize Total PressureEben JoachimNo ratings yet
- Machine Design - Introduction PDFDocument13 pagesMachine Design - Introduction PDFDida KhalingNo ratings yet
- Force Couplings of Shafts With HubsDocument23 pagesForce Couplings of Shafts With HubsParag NaikNo ratings yet
- CATIA V5 FEA Tutorials Release 20Document24 pagesCATIA V5 FEA Tutorials Release 20roandlucNo ratings yet
- A Comparative Study and Stiffness Analysis of Angular Contact Ball Bearings Under Different Preload MechanismsDocument17 pagesA Comparative Study and Stiffness Analysis of Angular Contact Ball Bearings Under Different Preload MechanismskhelifiNo ratings yet
- Lift Curve SlopeDocument52 pagesLift Curve SlopeAISHWARYA GOLEYNo ratings yet
- Position Measurement On Machine ToolsDocument13 pagesPosition Measurement On Machine ToolsAriel GermainNo ratings yet
- Examples 1 PDFDocument892 pagesExamples 1 PDFSyed Imtiaz Ali Shah100% (1)
- Composite Damage Tolerance and Maintenance Safety Issues - FAADocument33 pagesComposite Damage Tolerance and Maintenance Safety Issues - FAAAnonymous 1rLNlqUNo ratings yet
- Welding Drafting Manual-AustraliaDocument15 pagesWelding Drafting Manual-AustraliamohanumaNo ratings yet
- Van'S Aircraft, Inc.: Figure 1: Match-Drilling Map BoxDocument1 pageVan'S Aircraft, Inc.: Figure 1: Match-Drilling Map BoxMark Evan SalutinNo ratings yet
- Measurement InstrumentsDocument60 pagesMeasurement InstrumentsBrahim LetaiefNo ratings yet
- Layup ToolingDocument47 pagesLayup ToolingGrittyBurnsNo ratings yet
- Neuber Method For FatigueDocument12 pagesNeuber Method For FatigueKuan Tek SeangNo ratings yet
- The Accuracy of Angle EncodersDocument9 pagesThe Accuracy of Angle EncodersatulNo ratings yet
- Stress in V-Band CouplingsDocument12 pagesStress in V-Band CouplingsDaveB2008No ratings yet
- AviaciónDocument27 pagesAviaciónRogelio CastroNo ratings yet
- CHAPTER 16 Fire Protection SystemsDocument25 pagesCHAPTER 16 Fire Protection SystemsখালিদহাসানNo ratings yet
- Johnson-Cook Empirical ModelsDocument14 pagesJohnson-Cook Empirical ModelsSanaan Khan95% (21)
- Apollo Root Cause AnalysisDocument20 pagesApollo Root Cause AnalysisMohd Fakhruddin Basar100% (2)
- FLUENT - Flow Over An Airfoil - Simulation - ConfluenceDocument24 pagesFLUENT - Flow Over An Airfoil - Simulation - ConfluenceFabrice Nebesse100% (1)
- ASTM Precision and Bias StatementsDocument1 pageASTM Precision and Bias StatementsAndrew PiNo ratings yet
- Astm D 2583Document4 pagesAstm D 2583Mohammad Rawoof100% (4)
- SEM02 Texto-Base Magnetismo - Wikipédia, A Enciclopédia Livre PDFDocument71 pagesSEM02 Texto-Base Magnetismo - Wikipédia, A Enciclopédia Livre PDFHaldirLeaoNo ratings yet
- COMOS Brochure Overview - en PDFDocument16 pagesCOMOS Brochure Overview - en PDFHaldirLeaoNo ratings yet
- SEM02 Texto-Base Magnetismo - Wikipédia, A Enciclopédia Livre PDFDocument71 pagesSEM02 Texto-Base Magnetismo - Wikipédia, A Enciclopédia Livre PDFHaldirLeaoNo ratings yet
- STAUFF Catalogue 3 STAUFF Flanges EnglishDocument124 pagesSTAUFF Catalogue 3 STAUFF Flanges EnglishHaldirLeaoNo ratings yet
- COMOS Brochure Automation - en PDFDocument16 pagesCOMOS Brochure Automation - en PDFHaldirLeaoNo ratings yet
- Bolt Torques - Stainless Steel, Brass Aluminum Bolts - Engineer's Handbook PDFDocument4 pagesBolt Torques - Stainless Steel, Brass Aluminum Bolts - Engineer's Handbook PDFHaldirLeaoNo ratings yet
- PHOENIX Conectores de Passagem PDFDocument160 pagesPHOENIX Conectores de Passagem PDFHaldirLeaoNo ratings yet
- IEC 60439-1 What About Type Tested AssembliesDocument29 pagesIEC 60439-1 What About Type Tested AssembliesHaldirLeaoNo ratings yet
- RAYCHEM - EPP - 0608 Tubo Aislante Termocontraible MT PDFDocument2 pagesRAYCHEM - EPP - 0608 Tubo Aislante Termocontraible MT PDFHaldirLeaoNo ratings yet
- ITP Inspection-and-Test-Plan-for-Switchgear PDFDocument5 pagesITP Inspection-and-Test-Plan-for-Switchgear PDFHaldirLeao100% (1)
- ABB S202-K4 - Minidisjuntores - Produtos Modulares para Trilho DIN PDFDocument2 pagesABB S202-K4 - Minidisjuntores - Produtos Modulares para Trilho DIN PDFHaldirLeaoNo ratings yet
- Jaquet T501 ManualDocument60 pagesJaquet T501 ManualHaldirLeaoNo ratings yet
- Bolt Torques - Stainless Steel, Brass Aluminum Bolts - Engineer's Handbook PDFDocument4 pagesBolt Torques - Stainless Steel, Brass Aluminum Bolts - Engineer's Handbook PDFHaldirLeaoNo ratings yet
- Iec61850 Intro PDFDocument76 pagesIec61850 Intro PDFrmendozaingNo ratings yet
- Assistant Cook Learner Manual EnglishDocument152 pagesAssistant Cook Learner Manual EnglishSang Putu Arsana67% (3)
- John L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDocument12 pagesJohn L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDivya AggarwalNo ratings yet
- Deep Hole Drilling Tools: BotekDocument32 pagesDeep Hole Drilling Tools: BotekDANIEL MANRIQUEZ FAVILANo ratings yet
- Health Post - Exploring The Intersection of Work and Well-Being - A Guide To Occupational Health PsychologyDocument3 pagesHealth Post - Exploring The Intersection of Work and Well-Being - A Guide To Occupational Health PsychologyihealthmailboxNo ratings yet
- Literatura Tecnica 3Document10 pagesLiteratura Tecnica 3Christian PerezNo ratings yet
- BrochureDocument3 pagesBrochureapi-400730798No ratings yet
- Jakub - BaZi CalculatorDocument3 pagesJakub - BaZi Calculatorpedro restinxNo ratings yet
- Pg2022 ResultDocument86 pagesPg2022 ResultkapilNo ratings yet
- Chapter 2Document13 pagesChapter 2Kumkumo Kussia KossaNo ratings yet
- Test 51Document7 pagesTest 51Nguyễn Hiền Giang AnhNo ratings yet
- EqualLogic Release and Support Policy v25Document7 pagesEqualLogic Release and Support Policy v25du2efsNo ratings yet
- WAQF Podium Design Presentation 16 April 2018Document23 pagesWAQF Podium Design Presentation 16 April 2018hoodqy99No ratings yet
- Ra 9272Document6 pagesRa 9272janesamariamNo ratings yet
- AMULDocument11 pagesAMULkeshav956No ratings yet
- Canoe Matlab 001Document58 pagesCanoe Matlab 001Coolboy RoadsterNo ratings yet
- Lesson 3 - ReviewerDocument6 pagesLesson 3 - ReviewerAdrian MarananNo ratings yet
- Catify To Satisfy - Simple Solutions For Creating A Cat-Friendly Home (PDFDrive)Document315 pagesCatify To Satisfy - Simple Solutions For Creating A Cat-Friendly Home (PDFDrive)Paz Libros100% (2)
- Government College of Nursing Jodhpur: Practice Teaching On-Probability Sampling TechniqueDocument11 pagesGovernment College of Nursing Jodhpur: Practice Teaching On-Probability Sampling TechniquepriyankaNo ratings yet
- ECE Companies ListDocument9 pagesECE Companies ListPolaiah Geriki100% (1)
- National Anthems of Selected Countries: Country: United States of America Country: CanadaDocument6 pagesNational Anthems of Selected Countries: Country: United States of America Country: CanadaHappyNo ratings yet
- Promotion-Mix (: Tools For IMC)Document11 pagesPromotion-Mix (: Tools For IMC)Mehul RasadiyaNo ratings yet
- Pityriasis VersicolorDocument10 pagesPityriasis Versicolorketty putriNo ratings yet
- B I o G R A P H yDocument17 pagesB I o G R A P H yRizqia FitriNo ratings yet
- Dwnload Full Principles of Economics 7th Edition Frank Solutions Manual PDFDocument35 pagesDwnload Full Principles of Economics 7th Edition Frank Solutions Manual PDFmirthafoucault100% (8)
- HatfieldDocument33 pagesHatfieldAlex ForrestNo ratings yet
- Sandstorm Absorbent SkyscraperDocument4 pagesSandstorm Absorbent SkyscraperPardisNo ratings yet
- Activity On Noli Me TangereDocument5 pagesActivity On Noli Me TangereKKKNo ratings yet
- KsDocument5 pagesKsnurlatifahNo ratings yet
- The cardioprotective effect of astaxanthin against isoprenaline-induced myocardial injury in rats: involvement of TLR4/NF-κB signaling pathwayDocument7 pagesThe cardioprotective effect of astaxanthin against isoprenaline-induced myocardial injury in rats: involvement of TLR4/NF-κB signaling pathwayMennatallah AliNo ratings yet
- Neonatal Mortality - A Community ApproachDocument13 pagesNeonatal Mortality - A Community ApproachJalam Singh RathoreNo ratings yet