You might also like
- Drabelo: Zinc Electroplated CoatingsDocument22 pagesDrabelo: Zinc Electroplated CoatingsFrederico César100% (2)
- Designing Aluminum CansDocument7 pagesDesigning Aluminum CansAmiel Dionisio100% (1)
- HPR 803 FlyerDocument2 pagesHPR 803 FlyerBhavesh GandhiNo ratings yet
- TaiyangNews Report Heterojunction Solar Technology 2023 Download en v1Document38 pagesTaiyangNews Report Heterojunction Solar Technology 2023 Download en v1Ee Qing KhooNo ratings yet
- ABB S3 IRB1600 3HAC023637-001 Procedures Rev - enDocument184 pagesABB S3 IRB1600 3HAC023637-001 Procedures Rev - enSebastian OpreaNo ratings yet
- Notes On Lesson: Faculty Name Code Subject Name CodeDocument108 pagesNotes On Lesson: Faculty Name Code Subject Name CodeJeba ChristoNo ratings yet
- On The Grid: Donggi-Senoro LNG ProjectDocument3 pagesOn The Grid: Donggi-Senoro LNG ProjectIndra RosadiNo ratings yet
- How To Design Safe Machine SiemensDocument78 pagesHow To Design Safe Machine Siemenskonto27100% (1)
- Leadership: 12 Proven Leadership Tactics To Start Thinking Outside of the BoxFrom EverandLeadership: 12 Proven Leadership Tactics To Start Thinking Outside of the BoxNo ratings yet
- FRM 00483 R3 8D Problem AnalysisDocument16 pagesFRM 00483 R3 8D Problem AnalysisAlineMeirelesNo ratings yet
- Fundamental Metallurgy of Niobium in SteelDocument74 pagesFundamental Metallurgy of Niobium in SteelCarlos Viana100% (1)
- Basics of Electroplating PrinciplesDocument3 pagesBasics of Electroplating PrinciplesSarwono WoNo ratings yet
- Surface Roughness Conversion Chart - Engineers EdgeDocument2 pagesSurface Roughness Conversion Chart - Engineers EdgeAnonymous ysrxggk21cNo ratings yet
- Work Measurement PDFDocument51 pagesWork Measurement PDFSyafiq AimanNo ratings yet
- Chapter 18 - Transformational ChangeDocument6 pagesChapter 18 - Transformational ChangeAzael May PenaroyoNo ratings yet
- Theory of Metal CuttingDocument69 pagesTheory of Metal Cuttingprof_panneer0% (1)
- Mechanical Design Peter R N ChildspdfDocument3 pagesMechanical Design Peter R N ChildspdfRahmahNo ratings yet
- FloEFD TOC For Solid EdgeDocument16 pagesFloEFD TOC For Solid Edgekhantiger100No ratings yet
- Pinyin and Time Words Cheat Sheet - PD PDFDocument4 pagesPinyin and Time Words Cheat Sheet - PD PDFVarsha Krishnan100% (1)
- Hose Routing TipsDocument2 pagesHose Routing Tipslink2u_007No ratings yet
- Abrasive Water Jet MachiningDocument14 pagesAbrasive Water Jet MachiningSanjay SharmaNo ratings yet
- Production EngineeringDocument110 pagesProduction EngineeringmuthuramprodNo ratings yet
- Samsung CSRDocument1 pageSamsung CSRitalo_ramirez_5No ratings yet
- Lean / Flow Manufacturing: - Everyone Has A Role!Document36 pagesLean / Flow Manufacturing: - Everyone Has A Role!Antonio PargaNo ratings yet
- 12 - PCB Testing Methods Guide - PCB Testing Methods TypesDocument7 pages12 - PCB Testing Methods Guide - PCB Testing Methods TypesShreyas AdkiNo ratings yet
- EL-Souab Al-Zerayaa 220-22-22KV-Arch Rev-B1Document2 pagesEL-Souab Al-Zerayaa 220-22-22KV-Arch Rev-B1Bader AhmedNo ratings yet
- SINAMICS S210 1AC 230V FSA - FSC Quick Installation GuideDocument2 pagesSINAMICS S210 1AC 230V FSA - FSC Quick Installation GuidehonggildongNo ratings yet
- Transfame SDN BHD Paint Matrix Provision of Hook Up & Commissioning (Huc) Works For Murphy'S FacilitiesDocument2 pagesTransfame SDN BHD Paint Matrix Provision of Hook Up & Commissioning (Huc) Works For Murphy'S FacilitiesSupport RFZ2 EngineeringNo ratings yet
- FPSOInterface Engineering 09Document43 pagesFPSOInterface Engineering 09Ronnie Paul100% (1)
- JG Summit Stage 1 Expansion Project Battery Limit Interface Table - NCPX A3-JGS1EP-IT-25-001Document2 pagesJG Summit Stage 1 Expansion Project Battery Limit Interface Table - NCPX A3-JGS1EP-IT-25-001mengelito almonteNo ratings yet
- Jambaran Tiung Biru Project: Electrical Power and Control Cable Schedule - Substation No. 1Document2 pagesJambaran Tiung Biru Project: Electrical Power and Control Cable Schedule - Substation No. 1Alif AnsharNo ratings yet
- Netmanias.2019.11.05.SKT and SKB 5G and 10 Gigabit Internet EcosystemDocument1 pageNetmanias.2019.11.05.SKT and SKB 5G and 10 Gigabit Internet EcosystemAshish GuptaNo ratings yet
- 30149215.902.1116.understandingfo - Po.fop - Tm.ae PDFDocument1 page30149215.902.1116.understandingfo - Po.fop - Tm.ae PDFSalman AkhtarNo ratings yet
- Surf. Engg-6Document60 pagesSurf. Engg-6Barath SundarNo ratings yet
- Piping DetailsDocument16 pagesPiping DetailsSasi MesthiriNo ratings yet
- Ae2 Comp Insta Guide Na enDocument2 pagesAe2 Comp Insta Guide Na enAnonymous rrD8UKYNXNo ratings yet
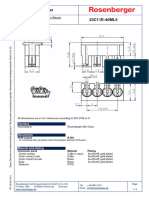
- 23c11e 40ML5Document2 pages23c11e 40ML5M'ur-ali Krsh-naNo ratings yet
- 0127 R8B 07 WP 311 01Document1 page0127 R8B 07 WP 311 01ABDERRAZZAKNo ratings yet
- Parker Non-Symmetric Piston SealsDocument76 pagesParker Non-Symmetric Piston SealsMarcelo Godinho BatistaNo ratings yet
- Adaptador 4.3-10 Macho - N Fêmea - RPT899396 - 1Document2 pagesAdaptador 4.3-10 Macho - N Fêmea - RPT899396 - 1Francisco BorsattiNo ratings yet
- MG HectorDocument17 pagesMG Hectorwk16111996No ratings yet
- Api 8-Round Thread Tubing Pin Form (2.875")Document2 pagesApi 8-Round Thread Tubing Pin Form (2.875")dekengNo ratings yet
- 1 s2.0 S0030401816309208 MainDocument6 pages1 s2.0 S0030401816309208 Mainreus aslanNo ratings yet
- 98Z405-K00 - DB Cable Assembly OutdoorDocument2 pages98Z405-K00 - DB Cable Assembly Outdooryuli purwantoNo ratings yet
- International: Anlagen Und Verfahren Zur Beschichtung Und VeredelungDocument5 pagesInternational: Anlagen Und Verfahren Zur Beschichtung Und VeredelungAsit RayNo ratings yet
- RPCF W1B1 7910 o W 001Document4 pagesRPCF W1B1 7910 o W 001david.gjeorgevskiNo ratings yet
- CAbles de NexansDocument2 pagesCAbles de NexanscessbiNo ratings yet
- Design and Modeling of The Photonic Crystal WaveguDocument12 pagesDesign and Modeling of The Photonic Crystal WaveguHữu Nam NguyễnNo ratings yet
- KD List AIRIS II-2Document5 pagesKD List AIRIS II-2Rafael Ortega - meajudarafaNo ratings yet
- SD6701 AC Buck Led DriverDocument8 pagesSD6701 AC Buck Led DriverCarlos ChuekeNo ratings yet
- Lecture 18 Optical Inspection PrincipleDocument36 pagesLecture 18 Optical Inspection Principletl xNo ratings yet
- Presentation On IU (Group B - 14 - 11 - 23)Document41 pagesPresentation On IU (Group B - 14 - 11 - 23)Nazat AfrinNo ratings yet
- Part Number: Status: Overview: Description:: DocumentsDocument2 pagesPart Number: Status: Overview: Description:: DocumentsNurul ArdiNo ratings yet
- PSP Profile, TPU Piston Cap SealDocument3 pagesPSP Profile, TPU Piston Cap SealSamira 1986No ratings yet
- ITService-Continuity Management-Plan HS2016Document20 pagesITService-Continuity Management-Plan HS2016Hartono SubirtoNo ratings yet
- CSS-0575A-SMT Datasheet - MAGNETIC BUZZER TRANSDUCER - CUI IncDocument3 pagesCSS-0575A-SMT Datasheet - MAGNETIC BUZZER TRANSDUCER - CUI IncrstramirezNo ratings yet
- Welder Qualification Register SENBAL UPDATE (FCAW, SMAW & STRUCTURE) 261122Document4 pagesWelder Qualification Register SENBAL UPDATE (FCAW, SMAW & STRUCTURE) 261122R.A. AbriantoNo ratings yet
- Welder Test 18 December 2018Document1 pageWelder Test 18 December 2018NEMO MEMBUATNo ratings yet
- 11 Feb 2022Document1 page11 Feb 2022mr5148447No ratings yet
- OECD Tourism TrendsDocument380 pagesOECD Tourism TrendssudamailNo ratings yet
- Agricultural Composting Handbook PDFDocument62 pagesAgricultural Composting Handbook PDFsudamail100% (2)
- Co Composter IntroductionDocument2 pagesCo Composter IntroductionsudamailNo ratings yet
- Information SystemDocument250 pagesInformation SystemsudamailNo ratings yet
- Contracted AgricultureDocument6 pagesContracted AgriculturesudamailNo ratings yet
- Khartoum Stock Exchange: W/ Ls JJL J/ J 4 / J/JJDocument24 pagesKhartoum Stock Exchange: W/ Ls JJL J/ J 4 / J/JJsudamailNo ratings yet
- M Multipolar WorldDocument81 pagesM Multipolar WorldsudamailNo ratings yet
- 05-2018 May Tally BookDocument10 pages05-2018 May Tally BooksudamailNo ratings yet
- Green CitiesDocument40 pagesGreen CitiessudamailNo ratings yet
- OECD Tourism TrendsDocument380 pagesOECD Tourism TrendssudamailNo ratings yet
- Company Laws 1925Document133 pagesCompany Laws 1925sudamailNo ratings yet
- Strategic Business & Corporate Services UnitsDocument3 pagesStrategic Business & Corporate Services UnitssudamailNo ratings yet
- A Congress of The WorldDocument12 pagesA Congress of The WorldsudamailNo ratings yet
- Abdulwahab Almisiri-Jews Judaism Zionism-1Document443 pagesAbdulwahab Almisiri-Jews Judaism Zionism-1api-3734843No ratings yet
- 2005 - Gluten-Free Bread From SorghumDocument11 pages2005 - Gluten-Free Bread From SorghumsudamailNo ratings yet
- Abdulwahab Almisiri-Jews Judaism Zionism-2Document741 pagesAbdulwahab Almisiri-Jews Judaism Zionism-2sudamailNo ratings yet
- Gas Emissions: Reducing GreenhouseDocument6 pagesGas Emissions: Reducing GreenhouseEkopribadiNo ratings yet
- Hospitality Case StudiesDocument26 pagesHospitality Case StudiesKarthik PalaniswamyNo ratings yet
- ESE150-2 M3Exam VillaramaDocument2 pagesESE150-2 M3Exam VillaramaThortheGreayNo ratings yet
- IELTS Writing Task 1Document42 pagesIELTS Writing Task 1Lokesh Konganapalle93% (14)
- Analysis of Solar Thermal Power Generation ReportDocument19 pagesAnalysis of Solar Thermal Power Generation ReportJolly Rose Gonzales100% (1)
- Title of The Drawing or Document:-: Single Line Diagram AcDocument3 pagesTitle of The Drawing or Document:-: Single Line Diagram AcAnil PooniaNo ratings yet
- RFP TN DSM 02Document202 pagesRFP TN DSM 02Dinesh Kumar BishnoiNo ratings yet
- Floating Solar Chimney TechnologyDocument11 pagesFloating Solar Chimney TechnologyPrinceMaheshNo ratings yet
- Final List of Successful Bidders in RESCO Model - 1000MW RT - Phase-IDocument5 pagesFinal List of Successful Bidders in RESCO Model - 1000MW RT - Phase-IParmenderNo ratings yet
- Power Electronics in Renewable Energy SystemsDocument44 pagesPower Electronics in Renewable Energy Systemsdigital2000No ratings yet
- Hydropower Development and Its Role in Sweden's Transition To Renewable EnergyDocument8 pagesHydropower Development and Its Role in Sweden's Transition To Renewable EnergyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Alternate Energy Resources For Leh-Ladakh RegionDocument31 pagesAlternate Energy Resources For Leh-Ladakh RegionzahidNo ratings yet
- Low Carbon Industries and Climate Change For Myanmar: Present by Thet Htar Su HlaingDocument26 pagesLow Carbon Industries and Climate Change For Myanmar: Present by Thet Htar Su HlaingTin Aung KyiNo ratings yet
- Design With Sun, For An Office Building in Aurangabad, India PDFDocument1 pageDesign With Sun, For An Office Building in Aurangabad, India PDFritika sarwadeNo ratings yet
- Akinsade Institututional Based Research Fund Proposal AKINSADEDocument8 pagesAkinsade Institututional Based Research Fund Proposal AKINSADEAkinsade AdewaleNo ratings yet
- CAT 2020 Question Paper (Slot 2) by CrackuDocument70 pagesCAT 2020 Question Paper (Slot 2) by CrackuAniket MishraNo ratings yet
- Temam Mohammed HS 2Document16 pagesTemam Mohammed HS 2Temam MohammedNo ratings yet
- Fyp PresentationDocument12 pagesFyp PresentationUsman FarooqNo ratings yet
- CLP - Beyond Copenhagen: Powering Asia ResponsiblyDocument10 pagesCLP - Beyond Copenhagen: Powering Asia ResponsiblyEdelman IndiaNo ratings yet
- Managing Resources MaximoDocument42 pagesManaging Resources MaximoWindEnergy_KenNo ratings yet
- Feasibility Analysis of Biogas Based PolDocument90 pagesFeasibility Analysis of Biogas Based PolMehedi Hassan KhanNo ratings yet
- Chennai Central Railway StationDocument4 pagesChennai Central Railway StationThe United IndianNo ratings yet
- Tidal Energy: Work FunctionDocument1 pageTidal Energy: Work Functionnurul najwaNo ratings yet
- Communication Studies Sba NewDocument16 pagesCommunication Studies Sba NewNarindra PersaudNo ratings yet
- Concept Note For A Solar Energy DriveDocument3 pagesConcept Note For A Solar Energy Driverajesh rNo ratings yet
- Solar InverterDocument28 pagesSolar InverterVishnu Nayak100% (2)
- CS Flyer TOPBiHiKu7 TOPCon - v2 - ENDocument2 pagesCS Flyer TOPBiHiKu7 TOPCon - v2 - ENafonsoteonacioNo ratings yet
- ASX Announcement: Investor Update 2021Document32 pagesASX Announcement: Investor Update 2021MohamedNo ratings yet
- Energies 15 07870 v2Document29 pagesEnergies 15 07870 v2Pamela De Melo-LangfordNo ratings yet
- EEET2334 35 Sample MST 2013Document8 pagesEEET2334 35 Sample MST 2013Kashka IraniNo ratings yet