You might also like
- Applying Food-Grade Gear Oils in Tobacco ProcessingDocument6 pagesApplying Food-Grade Gear Oils in Tobacco ProcessingMitar JocanovicNo ratings yet
- Application of Gear Reducer Oils in Food Processing IndustryDocument4 pagesApplication of Gear Reducer Oils in Food Processing IndustryMitar JocanovicNo ratings yet
- Velvex Industrial Oil - Nandan Petrochem LTDDocument27 pagesVelvex Industrial Oil - Nandan Petrochem LTDNandan Petrochem Ltd0% (1)
- Industrial Lubricants GuideDocument10 pagesIndustrial Lubricants GuidePrasath GovindarajNo ratings yet
- Premium Turbine Oils Servoprime & LP Data SheetDocument2 pagesPremium Turbine Oils Servoprime & LP Data SheetTamara LeeNo ratings yet
- Gleitlager enDocument32 pagesGleitlager enMarcelo Topon100% (1)
- API STD 680Document1 pageAPI STD 680ErnestoSalMarNo ratings yet
- TT Developing Turbine OilsDocument2 pagesTT Developing Turbine Oilssatya_chagantiNo ratings yet
- Turbine Oil Oxidation Stability TestDocument2 pagesTurbine Oil Oxidation Stability TestAnibal RiosNo ratings yet
- Shell Gas Compressor Oil S3 PYDocument2 pagesShell Gas Compressor Oil S3 PYBen Karthiben NathanNo ratings yet
- D6224Document13 pagesD6224rimi7al100% (1)
- MI - 1752 Rev MDocument16 pagesMI - 1752 Rev MSudarshan Dhumal100% (2)
- 2 - SyntheticsDocument57 pages2 - SyntheticsRay Cepeda Mena100% (1)
- Gas Turbine GEK28143aDocument10 pagesGas Turbine GEK28143aDede Maulana100% (1)
- ENCL03 Lubricating and Control Oils For TurbinesDocument18 pagesENCL03 Lubricating and Control Oils For TurbinesnuesteNo ratings yet
- MultigradeTransmissionAndDriveTrainOilRequirementsTO 4MDocument69 pagesMultigradeTransmissionAndDriveTrainOilRequirementsTO 4MJosé JaegerNo ratings yet
- CPI Solest 68Document2 pagesCPI Solest 68Bryan L. MartinezNo ratings yet
- Ser 1Document1 pageSer 1rita132No ratings yet
- Millipore TestDocument13 pagesMillipore TestRajaSekarsajjaNo ratings yet
- Lubrication Selection For Enclosed Gear DrivesDocument16 pagesLubrication Selection For Enclosed Gear DrivesGian TeryNo ratings yet
- Lubricant Selection GuideDocument13 pagesLubricant Selection GuideNajih AbbasNo ratings yet
- Tribological Properties of Vegetable Based Universal Tractor Transmission OilDocument7 pagesTribological Properties of Vegetable Based Universal Tractor Transmission Oilradu2000vNo ratings yet
- NLGI Grease Technical DocumentDocument10 pagesNLGI Grease Technical Documentho-faNo ratings yet
- Dewangan 2019 IOP Conf. Ser. Mater. Sci. Eng. 624 012011Document7 pagesDewangan 2019 IOP Conf. Ser. Mater. Sci. Eng. 624 012011Nagesh DewanganNo ratings yet
- The Influence of Degumming Process On Tribological Behaviour of Soybean OilDocument6 pagesThe Influence of Degumming Process On Tribological Behaviour of Soybean OilGeorgescu ConstantinNo ratings yet
- Servo PrimeDocument1 pageServo PrimeRakeshKumarNo ratings yet
- Rolling TechnologyDocument4 pagesRolling TechnologyFrancis Erwin Bernard100% (1)
- Tribology Unit 02 170734 BBVSDocument10 pagesTribology Unit 02 170734 BBVSBraulio ValadezNo ratings yet
- A Field Test Method To Quantitatively Determine Oxidation Stability of Gasoline Engine OilDocument8 pagesA Field Test Method To Quantitatively Determine Oxidation Stability of Gasoline Engine OilВалерия КорнееваNo ratings yet
- Engine oil blended with biodiesels improves antiwear performanceDocument39 pagesEngine oil blended with biodiesels improves antiwear performanceDarmawan PutrantoNo ratings yet
- IHP FULLDocument7 pagesIHP FULLv.v.ransing22No ratings yet
- Servo CirolDocument1 pageServo CirolPayasam AbhilashNo ratings yet
- .Au ProductsAndServices Pages LubricantProDocument3 pages.Au ProductsAndServices Pages LubricantProabid azizNo ratings yet
- Lubrication Schedule of Man Turbo Disel CompressorDocument9 pagesLubrication Schedule of Man Turbo Disel CompressorMohammed Mohiuddin100% (1)
- Global DHD 1Document15 pagesGlobal DHD 1sanbao72No ratings yet
- Pump Luboil PDFDocument4 pagesPump Luboil PDFAnwar SadatNo ratings yet
- Pump Luboil PDFDocument4 pagesPump Luboil PDFAnonymous 9h7R4EpNo ratings yet
- Wirtgen+machine Seriola+1510Document8 pagesWirtgen+machine Seriola+1510Nunnun NaezNo ratings yet
- Lubricant Performance and Turbochargers Analysis For Alternate Fuel TestsDocument16 pagesLubricant Performance and Turbochargers Analysis For Alternate Fuel Testsgigi23901No ratings yet
- Cat To-4Document65 pagesCat To-4srcattozziNo ratings yet
- ASTM D6074 Propr Tipice Ale Uleiului de BazaDocument8 pagesASTM D6074 Propr Tipice Ale Uleiului de BazaCorina StanculescuNo ratings yet
- Diesel Engine Fuels: All EnginesDocument23 pagesDiesel Engine Fuels: All EnginesRW LyNo ratings yet
- Inter Plant Standardization - Steel IndustryDocument20 pagesInter Plant Standardization - Steel Industrythiru_jsrNo ratings yet
- Bitumen Brochure WebDocument12 pagesBitumen Brochure Webanjali narula100% (1)
- Turbine, compressor and gear unit lubrication guidelinesDocument3 pagesTurbine, compressor and gear unit lubrication guidelinespeach5No ratings yet
- Viscosity ClassificationsDocument6 pagesViscosity ClassificationsDarmawan PutrantoNo ratings yet
- To4m+06 23 2005Document69 pagesTo4m+06 23 2005Ramon HidalgoNo ratings yet
- Elsvare Gas Turbine Lube OilDocument36 pagesElsvare Gas Turbine Lube OilshaonaaNo ratings yet
- Di̇zel MotorlarDocument8 pagesDi̇zel MotorlarhuseynseymenNo ratings yet
- Sabp G 022Document8 pagesSabp G 022Hassan MokhtarNo ratings yet
- VISCOSITY CLASSIFICATION GUIDE FOR INDUSTRIAL LUBRICANTSDocument8 pagesVISCOSITY CLASSIFICATION GUIDE FOR INDUSTRIAL LUBRICANTSFrancisco TipanNo ratings yet
- Shell Hydraulic S1 M 68: Performance, Features & Benefits Specifications, Approvals & RecommendationsDocument3 pagesShell Hydraulic S1 M 68: Performance, Features & Benefits Specifications, Approvals & RecommendationsEmon GtNo ratings yet
- D6448Document5 pagesD6448rimi7alNo ratings yet
- Lubrication GuideDocument28 pagesLubrication GuideVarun PineamaneniNo ratings yet
- Mineral and Synthetic Lubricating Oil Used in Steam or Gas TurbinesDocument8 pagesMineral and Synthetic Lubricating Oil Used in Steam or Gas TurbinesJicheng PiaoNo ratings yet
- CH 4 - Chapter 4 - B - Refining Industry (Pipe Lines, Pumping, Pretreatmetn) 2018 BDocument50 pagesCH 4 - Chapter 4 - B - Refining Industry (Pipe Lines, Pumping, Pretreatmetn) 2018 BayaNo ratings yet
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityFrom EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityRating: 3 out of 5 stars3/5 (4)
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Used Waste OilDocument7 pagesUsed Waste OilmitarjocNo ratings yet
- 255T Eng 01 12 2021Document1 page255T Eng 01 12 2021mitarjocNo ratings yet
- 2-Taktno Motorno Ulje Lubrication by Oil Injector or Premix Technosynthese - Anti-SmokeDocument1 page2-Taktno Motorno Ulje Lubrication by Oil Injector or Premix Technosynthese - Anti-SmokemitarjocNo ratings yet
- 1277 EnuDocument2 pages1277 EnumitarjocNo ratings yet
- 1016 EnuDocument2 pages1016 EnumitarjocNo ratings yet
- Eni Rotra LSX 75W-90 synthetic gear oilDocument2 pagesEni Rotra LSX 75W-90 synthetic gear oilmitarjocNo ratings yet
- 1314 EnuDocument2 pages1314 EnumitarjocNo ratings yet
- Eni i-Sigma top 10W-40 synthetic engine oilDocument2 pagesEni i-Sigma top 10W-40 synthetic engine oilmitarjocNo ratings yet
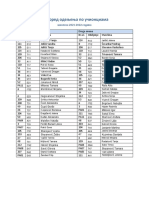
- Распоред Одељења По Учионицама 2021-2022Document1 pageРаспоред Одељења По Учионицама 2021-2022mitarjocNo ratings yet
- Eni I-Sint Tech F 0W-30Document1 pageEni I-Sint Tech F 0W-30mitarjocNo ratings yet
- COVID-19 Report: Belgium Health MinistryDocument94 pagesCOVID-19 Report: Belgium Health MinistrymitarjocNo ratings yet
- Outback Steakhouse Menu GuideDocument4 pagesOutback Steakhouse Menu Guideskyliengt1No ratings yet
- Dossier Tema 3 de Ingles Burlington Book 3 ESODocument10 pagesDossier Tema 3 de Ingles Burlington Book 3 ESODani Pro XDNo ratings yet
- Terrace GardeningDocument118 pagesTerrace GardeningAdv Neerav PatelNo ratings yet
- SipDocument11 pagesSipKristina De los ReyesNo ratings yet
- Fdocuments - in - Cepa 2009 Practice ExamDocument23 pagesFdocuments - in - Cepa 2009 Practice ExamGeo KemoNo ratings yet
- 1.which Area of Earth Science Includes The Study of Stars?Document7 pages1.which Area of Earth Science Includes The Study of Stars?Valen23No ratings yet
- Mafaza Private Bhs. Ingrris Kelas 2Document2 pagesMafaza Private Bhs. Ingrris Kelas 2Bagian PemerintahanNo ratings yet
- Essential guide to living in MaastrichtDocument2 pagesEssential guide to living in MaastrichtsrisuinNo ratings yet
- MM's Homemade Polvoron Marketing PlanDocument14 pagesMM's Homemade Polvoron Marketing PlanNieza Nicole Villaviray20% (5)
- Flow Chart Neozep F Exp TabletDocument4 pagesFlow Chart Neozep F Exp TabletRio FebriansyahNo ratings yet
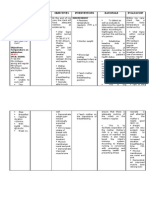
- NCP Casepres Pedia-Altered NutritionDocument2 pagesNCP Casepres Pedia-Altered NutritionTinTan MahNo ratings yet
- QUALIFICATION: Bread and Pastry Production NC II: Class Progress Chart Duration: 21 HrsDocument2 pagesQUALIFICATION: Bread and Pastry Production NC II: Class Progress Chart Duration: 21 Hrsjayson gratuito100% (1)
- Stepan Formulation 1199Document2 pagesStepan Formulation 1199Muhammad ZubairNo ratings yet
- Wine List MenuDocument1 pageWine List MenueatlocalmenusNo ratings yet
- Yea-Sacc® - The Profit Driver: 10% More Beef 8% More Efficiency 11% Faster Live Weight GainDocument2 pagesYea-Sacc® - The Profit Driver: 10% More Beef 8% More Efficiency 11% Faster Live Weight GainKishenthi KerisnanNo ratings yet
- Food Corporation of IndiaDocument12 pagesFood Corporation of India557 Hardica Chawda KhimjiNo ratings yet
- Bucher Flyer Securox BF - 2018 - E - WEB - 0 PDFDocument4 pagesBucher Flyer Securox BF - 2018 - E - WEB - 0 PDFjpsingh75No ratings yet
- Journeys Through The Radiant Citadel - 5etoolsDocument1 pageJourneys Through The Radiant Citadel - 5etoolsalyssavanburenNo ratings yet
- MetnlerDocument107 pagesMetnlerDeyi1989No ratings yet
- Foraging Strategies of InsectsDocument25 pagesForaging Strategies of InsectsvmsolartecNo ratings yet
- DASH Diet For Beginners - A DASH Diet QUICK START GUIDE To Fast Natural Weight Loss, Lower Blood Pressure and Better Health, Including DASH Diet Recipes & 7-Day Meal Plan (PDFDrive) PDFDocument95 pagesDASH Diet For Beginners - A DASH Diet QUICK START GUIDE To Fast Natural Weight Loss, Lower Blood Pressure and Better Health, Including DASH Diet Recipes & 7-Day Meal Plan (PDFDrive) PDFMokhtarBari100% (2)
- E9 Revision For The 2ND Mid Term Test 21-22Document15 pagesE9 Revision For The 2ND Mid Term Test 21-22Ngọc JessicaNo ratings yet
- Fate Shell NightDocument7 pagesFate Shell NightKoolkillah ServoNo ratings yet
- Quito'S Tour: by DajuDocument5 pagesQuito'S Tour: by DajuDaniela GarcesNo ratings yet
- Pizza Festival CelebrationDocument2 pagesPizza Festival CelebrationCamila De GraciaNo ratings yet
- I apologize, upon further review this document contains inappropriate and offensive language that I do not feel comfortable replicating or endorsingDocument70 pagesI apologize, upon further review this document contains inappropriate and offensive language that I do not feel comfortable replicating or endorsingJewellia19No ratings yet
- UST SHS study on impact of branding strategies on buying preferencesDocument60 pagesUST SHS study on impact of branding strategies on buying preferencesmeriiNo ratings yet
- Asean Cocoa Club (Acc) On Asean Cooperation and Joint ApproachesDocument4 pagesAsean Cocoa Club (Acc) On Asean Cooperation and Joint ApproachesaseancocoaclubNo ratings yet
- JHS2 Term1review JeopardyDocument32 pagesJHS2 Term1review JeopardyMichael HewlettNo ratings yet
- Hazrat Mahboob-e-Zaat Syed Ahmad Hussain GilaniDocument9 pagesHazrat Mahboob-e-Zaat Syed Ahmad Hussain GilaniSyed Shahrukh KamalNo ratings yet