You might also like
- J - S003-Crane FootingDocument1 pageJ - S003-Crane Footingroy jackNo ratings yet
- J1078-S004-Crane Radius PlanDocument1 pageJ1078-S004-Crane Radius Planroy jackNo ratings yet
- J1078-S001-General NotesDocument1 pageJ1078-S001-General Notesroy jackNo ratings yet
- Jn1252-S002-Placing Boom FootingDocument1 pageJn1252-S002-Placing Boom Footingroy jackNo ratings yet
- Jn1252-S001-General NotesDocument1 pageJn1252-S001-General Notesroy jackNo ratings yet
- J1190-S005-Hold Down Bolt DetailsDocument1 pageJ1190-S005-Hold Down Bolt Detailsroy jackNo ratings yet
- CALL - OFF - MP023 - 524 - Z85-0002 - ST Mary Mackillop College-Accessories (Yellow - Green)Document1 pageCALL - OFF - MP023 - 524 - Z85-0002 - ST Mary Mackillop College-Accessories (Yellow - Green)roy jackNo ratings yet
- Dispatch Items (A) Zone-7Document1 pageDispatch Items (A) Zone-7roy jackNo ratings yet
- Select, Procure & Store Construction Materials CPCCBC4006B: Student Name: Mohammad Saiful IslamDocument7 pagesSelect, Procure & Store Construction Materials CPCCBC4006B: Student Name: Mohammad Saiful Islamroy jackNo ratings yet
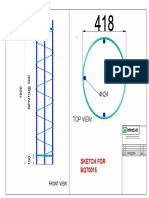
- Sketch For BQ70015: Front ViewDocument1 pageSketch For BQ70015: Front Viewroy jackNo ratings yet
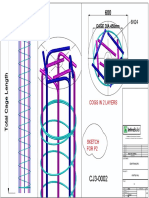
- Cogs in 2 Layers: 100mm DIA Tremie PipeDocument1 pageCogs in 2 Layers: 100mm DIA Tremie Piperoy jackNo ratings yet
- Clashes Over All Layout z1-z5Document1 pageClashes Over All Layout z1-z5roy jackNo ratings yet
- Pile Mark UpDocument17 pagesPile Mark Uproy jackNo ratings yet
- Cogs in 2 Layers: 100mm DIA Tremie PipeDocument1 pageCogs in 2 Layers: 100mm DIA Tremie Piperoy jackNo ratings yet
- Garden Shed&Sprinkler RoomDocument1 pageGarden Shed&Sprinkler Roomroy jackNo ratings yet
- Purlin (A) Zone-7Document1 pagePurlin (A) Zone-7roy jackNo ratings yet
- Site Cover Page (A) Zone-7Document1 pageSite Cover Page (A) Zone-7roy jackNo ratings yet
- Task 3Document16 pagesTask 3roy jackNo ratings yet
- Certification. (A) Zone 7Document1 pageCertification. (A) Zone 7roy jackNo ratings yet
- Coating SDocument26 pagesCoating Sroy jackNo ratings yet
- Select, Procure & Store Construction Materials CPCCBC4006B: Student Name: Mohammad Saiful IslamDocument12 pagesSelect, Procure & Store Construction Materials CPCCBC4006B: Student Name: Mohammad Saiful Islamroy jackNo ratings yet
- Clustered Observations Cover Sheet - UnsignedDocument1 pageClustered Observations Cover Sheet - Unsignedroy jackNo ratings yet
- Stone Part.2Document10 pagesStone Part.2roy jackNo ratings yet
- Islam Mohammad CRN S2Document2 pagesIslam Mohammad CRN S2roy jackNo ratings yet
- C4 B&C CRNs S2 2017-1Document1 pageC4 B&C CRNs S2 2017-1roy jackNo ratings yet
- 007 DurabilityDocument28 pages007 Durabilityroy jackNo ratings yet
- Clay and Clay Products: CPCCBC4006BDocument26 pagesClay and Clay Products: CPCCBC4006Broy jack100% (1)
- 2017 Sem 2 Site Admin PROGRAMDocument2 pages2017 Sem 2 Site Admin PROGRAMroy jackNo ratings yet
- Islam Mohammad Saiful BDocument2 pagesIslam Mohammad Saiful Broy jack0% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Holly Rayner - The Prince S Real Fake BrideDocument239 pagesHolly Rayner - The Prince S Real Fake BrideAbbyMac BNo ratings yet
- Johnson Claims Against Eaton AsphaltDocument39 pagesJohnson Claims Against Eaton AsphaltCincinnatiEnquirerNo ratings yet
- XXXXXDocument38 pagesXXXXXGarrett HughesNo ratings yet
- Child Welfare QuizDocument2 pagesChild Welfare Quizapi-253825198No ratings yet
- 750-366 Hawk 1000 07 13 PDFDocument82 pages750-366 Hawk 1000 07 13 PDFAlexis CruzNo ratings yet
- Destination Visalia, CA - 2011 / 2012 1Document44 pagesDestination Visalia, CA - 2011 / 2012 1DowntownVisaliaNo ratings yet
- Soal Latihan Bahasa Inggris Asking and Giving OpinionDocument2 pagesSoal Latihan Bahasa Inggris Asking and Giving OpinionAndy Luth100% (3)
- GSPL Annual ReportDocument190 pagesGSPL Annual Reportjai chaudhariNo ratings yet
- METCON 6 Quickstart Action PlanDocument9 pagesMETCON 6 Quickstart Action PlanVictorNo ratings yet
- SWOC AnalysisDocument5 pagesSWOC AnalysisSyakirah HeartnetNo ratings yet
- Literature Review of Quality of Healthcare Services in IndiaDocument27 pagesLiterature Review of Quality of Healthcare Services in IndiaMunnangi NagendrareddyNo ratings yet
- Gartner Magic Quadrant Report For SFA - Aug 2016Document31 pagesGartner Magic Quadrant Report For SFA - Aug 2016Francisco LSNo ratings yet
- Current Trends in Teaching and Learning EFLDocument13 pagesCurrent Trends in Teaching and Learning EFLyimigor100% (1)
- Chapter 4 The ProcessorDocument131 pagesChapter 4 The ProcessorAk GptNo ratings yet
- Introduction To PhilosophyDocument18 pagesIntroduction To Philosophyrommel legaspiNo ratings yet
- Name Caliber Base Penalties DMG Rate Clip Conceal Range CostDocument23 pagesName Caliber Base Penalties DMG Rate Clip Conceal Range CostLars Pedersen100% (1)
- Bus 685 Final ReportDocument25 pagesBus 685 Final Reportabu.sakibNo ratings yet
- Solve, The Mckinsey GameDocument47 pagesSolve, The Mckinsey GamesjNo ratings yet
- Hamlet Greek TragedyDocument21 pagesHamlet Greek TragedyJorge CanoNo ratings yet
- Presented by Ms. Pallavi CharadeDocument10 pagesPresented by Ms. Pallavi CharadePallavi KharadeNo ratings yet
- Deep Learning The Indus Script (Satish Palaniappan & Ronojoy Adhikari, 2017)Document19 pagesDeep Learning The Indus Script (Satish Palaniappan & Ronojoy Adhikari, 2017)Srini KalyanaramanNo ratings yet
- Travel To Egypt: Conversation Cheat SheetDocument2 pagesTravel To Egypt: Conversation Cheat SheetNasima BegumNo ratings yet
- Commonwealth Essay Competition 2014Document2 pagesCommonwealth Essay Competition 2014q998No ratings yet
- Npcih IDocument2 pagesNpcih IRoYaL RaJpOoTNo ratings yet
- Rheumatoid ArthritisDocument15 pagesRheumatoid ArthritisPJHG100% (2)
- 2463-Article Text-6731-1-10-20220712Document18 pages2463-Article Text-6731-1-10-20220712Okto LedohNo ratings yet
- My Home Is My CastleDocument9 pagesMy Home Is My CastleNur ZhanNo ratings yet
- Senarai Akta A MalaysiaDocument8 pagesSenarai Akta A MalaysiawswmadihiNo ratings yet
- Scottish Myths and Legends (PDFDrive)Document181 pagesScottish Myths and Legends (PDFDrive)VeraNo ratings yet
- The Oxford Handbook of The Trinity (Introducción)Document12 pagesThe Oxford Handbook of The Trinity (Introducción)casandraentroya100% (1)