You might also like
- UF1868 - Operación y supervisión de los equipos de conmutación telefónicaFrom EverandUF1868 - Operación y supervisión de los equipos de conmutación telefónicaNo ratings yet
- 1.3.10 Momento Independiente-Act. IntegradoraDocument14 pages1.3.10 Momento Independiente-Act. IntegradoraNana GarciaNo ratings yet
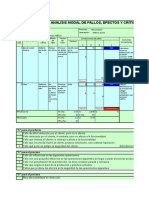
- AMFECDocument5 pagesAMFECRaul Lopez JanampaNo ratings yet
- Formato Supervision-1Document3 pagesFormato Supervision-1Mau AlainNo ratings yet
- PO-66-1PE313-VIB - Panel Test para Tensado de Pernos de Anclaje - Rev. 00Document9 pagesPO-66-1PE313-VIB - Panel Test para Tensado de Pernos de Anclaje - Rev. 00Control de calidad AntaminaNo ratings yet
- Vol II Tubing - PS - IND TUBINGDocument6 pagesVol II Tubing - PS - IND TUBINGLucas AlfaroNo ratings yet
- PR-PN-40 Desvío ProvisorioDocument6 pagesPR-PN-40 Desvío ProvisorioBarbara SantanderNo ratings yet
- Pr-Cal-03-Um Calidad Rev. 6Document7 pagesPr-Cal-03-Um Calidad Rev. 6Armando NamesaNo ratings yet
- AL PR CA 03 Inspeccion ProcesoDocument2 pagesAL PR CA 03 Inspeccion Procesolucia vargas jimenezNo ratings yet
- Verificación de Anomalías en TuberíasDocument12 pagesVerificación de Anomalías en TuberíaspabloNo ratings yet
- AMFECDocument5 pagesAMFECanon_51533518No ratings yet
- Practica 3Document37 pagesPractica 3Fernando TorresNo ratings yet
- Procedimiento de Inspección de InstalacionesDocument7 pagesProcedimiento de Inspección de InstalacionesRay Marvin Villanueva CarlosNo ratings yet
- Oa13 PTS 077Document26 pagesOa13 PTS 077juan mellaNo ratings yet
- Sspa-Pr-12 Rev.01Document14 pagesSspa-Pr-12 Rev.01Juanito CelsoNo ratings yet
- Documento A PLAN DE CALIDADF 3Document6 pagesDocumento A PLAN DE CALIDADF 3aanitahpNo ratings yet
- Plan de Inspeccion y Ensayos (PICE) - AsesoriaDocument8 pagesPlan de Inspeccion y Ensayos (PICE) - AsesoriaRubén Madariaga L.100% (2)
- PR01.CTNPOP.008 Proc. Inspección Visual y Inspeccion LPDocument10 pagesPR01.CTNPOP.008 Proc. Inspección Visual y Inspeccion LPwalter ricardo guaman zabaletaNo ratings yet
- 03-19-319-CL41 Medición de Estática de Fluido en TanquesDocument8 pages03-19-319-CL41 Medición de Estática de Fluido en Tanqueslolo_123456No ratings yet
- PC-AMB-In-002, Rev. 0, Procedimiento Prueba NeumaticaDocument10 pagesPC-AMB-In-002, Rev. 0, Procedimiento Prueba Neumaticacristian rodrigo madrid ledezmaNo ratings yet
- Formatos para Inspecciones de SeguridadDocument21 pagesFormatos para Inspecciones de SeguridadJessika RodriguezNo ratings yet
- Nelson Fernandez Control Nº4Document10 pagesNelson Fernandez Control Nº4Fernando Berrios VargasNo ratings yet
- CHECK LIST LamparaDocument1 pageCHECK LIST LamparafreddyNo ratings yet
- Procedimiento de Cortes ExcavacionesDocument4 pagesProcedimiento de Cortes ExcavacionesZolianis VargasNo ratings yet
- Procedimiento en La Instalación de Accesorios para Cambio de Cables de Gruas RTGDocument14 pagesProcedimiento en La Instalación de Accesorios para Cambio de Cables de Gruas RTGBoris AlemanNo ratings yet
- ART N°11 Perfilado y Compactación de Pared Del Tranque El ToritoDocument3 pagesART N°11 Perfilado y Compactación de Pared Del Tranque El ToritoCristian BernalNo ratings yet
- Salidas No ConformesDocument11 pagesSalidas No ConformesLuisManzanoNo ratings yet
- MANT Unidad 04 PREVENTIVO Resumen Parte 02Document18 pagesMANT Unidad 04 PREVENTIVO Resumen Parte 02CatalanNo ratings yet
- Pd-I792018037-4ctp-8060qac001 - 0 AprDocument17 pagesPd-I792018037-4ctp-8060qac001 - 0 AprHelard Agusto Fuentes ToneNo ratings yet
- Control de Fecha Versión Contenido de Las Modificaciones: Procedimiento Analisis de Tareas Criticas OperacionalesDocument10 pagesControl de Fecha Versión Contenido de Las Modificaciones: Procedimiento Analisis de Tareas Criticas OperacionalesLaura Daniela Ruíz LópezNo ratings yet
- 1 Introduccion - CBM - AFADocument65 pages1 Introduccion - CBM - AFAPedro Ruiz aguirreNo ratings yet
- PR-LAB-11 Procedimiento Verificacion de EquiposDocument5 pagesPR-LAB-11 Procedimiento Verificacion de EquiposTatiana LopezNo ratings yet
- Procedimiento Vaciado de Maxisacos OHC SQMDocument23 pagesProcedimiento Vaciado de Maxisacos OHC SQMC Castillo RiveraNo ratings yet
- Procedimiento de Trabajos de Inspeccion en Escaleras 06Document2 pagesProcedimiento de Trabajos de Inspeccion en Escaleras 06dannyNo ratings yet
- Pets - Operación de Cargador FrontalDocument5 pagesPets - Operación de Cargador Frontalmarina_yucra15100% (1)
- Instalación de FaenasDocument29 pagesInstalación de FaenasGabriela Hidalgo JaraNo ratings yet
- 6.0 Programa de Monitoreo Ambiental PDFDocument7 pages6.0 Programa de Monitoreo Ambiental PDFSheylaNo ratings yet
- Perforacion Dimantina PDFDocument10 pagesPerforacion Dimantina PDFanon_94824788No ratings yet
- 1.presentación Reglas Locales PDFDocument41 pages1.presentación Reglas Locales PDFStivenson Estrada AngaritaNo ratings yet
- Report - Technical Support - Ts Service OrderDocument2 pagesReport - Technical Support - Ts Service Orderjulian toroNo ratings yet
- FG-PRL-11 - Inspecciones de Seguridad en OficinasDocument2 pagesFG-PRL-11 - Inspecciones de Seguridad en OficinasANGEL TESEINNo ratings yet
- Procedimiento Prueba de HermeticidadDocument7 pagesProcedimiento Prueba de HermeticidadJuan CarlosNo ratings yet
- Plan de Choque Sistema OzonoDocument4 pagesPlan de Choque Sistema OzonoFernando LopezNo ratings yet
- Procedimiento VTTDocument8 pagesProcedimiento VTTCarolina PBNo ratings yet
- Informe Semanal TC - s49Document6 pagesInforme Semanal TC - s49NestorIvanPovedaNo ratings yet
- Analisis de Procesos de TrabajoDocument43 pagesAnalisis de Procesos de TrabajoJASBLEIDY CASTILLO LATORRENo ratings yet
- Procedimiento Inspeccion Integral-SG-SST-PIIATMD - TerminadoDocument39 pagesProcedimiento Inspeccion Integral-SG-SST-PIIATMD - TerminadoJimenez DanielaNo ratings yet
- ANX1-PNO-DAC-006-V3 CONTROL DE CAMBIOS Comentarios ResueltosDocument4 pagesANX1-PNO-DAC-006-V3 CONTROL DE CAMBIOS Comentarios Resueltos20193mt056No ratings yet
- Reg-001-Pro-004 Vat-FormatoDocument5 pagesReg-001-Pro-004 Vat-FormatoLiliana Gallardo ArdilesNo ratings yet
- Fcsa-Lan-Qhsse-Sop-1004-8207 Procedimiento Revision de Herramientas Portatiles y ManualesDocument12 pagesFcsa-Lan-Qhsse-Sop-1004-8207 Procedimiento Revision de Herramientas Portatiles y ManualesPancho PobleteNo ratings yet
- MPT-04-ET SondeoDocument12 pagesMPT-04-ET SondeovlaNo ratings yet
- Procedimiento Separador 3FDocument13 pagesProcedimiento Separador 3FUlysses JimenezNo ratings yet
- Trabajo de Mejora ContinuaDocument26 pagesTrabajo de Mejora ContinuaCristian Meza100% (1)
- Programa de Puntos de Inspección (PPI) Cerro Castillo Rev 00Document40 pagesPrograma de Puntos de Inspección (PPI) Cerro Castillo Rev 00Sebastián Campos83% (6)
- Ats DGG Pra 001 Rev.06Document5 pagesAts DGG Pra 001 Rev.06valeriaNo ratings yet
- Alcance de Trabajos Mecánicos de Operadores y ConductoresDocument5 pagesAlcance de Trabajos Mecánicos de Operadores y ConductoresAriel Rocha UrrutiaNo ratings yet
- 102.a Topografia y GeoreferenciacionDocument13 pages102.a Topografia y GeoreferenciacionMlg JoséNo ratings yet
- Occ-P003 Levantamientos y Replanteos TopograficosDocument6 pagesOcc-P003 Levantamientos y Replanteos TopograficosAneidalid TorresNo ratings yet
- PROCEDIMIENTO MANTENCION Y REPARACION EQUIPOS Rev 01Document20 pagesPROCEDIMIENTO MANTENCION Y REPARACION EQUIPOS Rev 01Eric Felipe Ramirez JaraNo ratings yet
- P-SST-11 Reparación de Equipos y MaquinariasDocument11 pagesP-SST-11 Reparación de Equipos y MaquinariasEnzo NoceraNo ratings yet
- Wireline Equipment Spanish1Document179 pagesWireline Equipment Spanish1Adolfo Angulo100% (4)
- Ingenieria de PerforacionDocument7 pagesIngenieria de PerforacionAdolfo AnguloNo ratings yet
- Manual Operaciones SimultaneasDocument26 pagesManual Operaciones SimultaneasAdolfo AnguloNo ratings yet
- Cronograma Curso SimopsDocument1 pageCronograma Curso SimopsAdolfo AnguloNo ratings yet
- 02 Presiones BasicasDocument18 pages02 Presiones BasicasAdolfo AnguloNo ratings yet
- 01 Contenido Curso - Fluidos de Perforacion y Control de SolidosDocument2 pages01 Contenido Curso - Fluidos de Perforacion y Control de SolidosAdolfo AnguloNo ratings yet
- Diseno Neumatico y Electronico Del Sistema de ControlDocument0 pagesDiseno Neumatico y Electronico Del Sistema de ControlVíctor VargasNo ratings yet
- Rombo de Seguridad y Otros DatosDocument3 pagesRombo de Seguridad y Otros DatosKaren Chavarro ChauxNo ratings yet
- Numeros AdimensionalesDocument9 pagesNumeros AdimensionalesDaniel Torrenegra EscorciaNo ratings yet
- Pre Informe 9Document7 pagesPre Informe 9LUIS HERNANDEZ ARTEAGANo ratings yet
- Creatinina Cinetica Aa Liquida SPDocument3 pagesCreatinina Cinetica Aa Liquida SPgerardoNo ratings yet
- M.D. General - CPNP CáceresDocument168 pagesM.D. General - CPNP CáceresAlberto BarretoNo ratings yet
- Ciclo de Born Traduccion CompletaDocument5 pagesCiclo de Born Traduccion CompletaJose Dario Salcedo ChumoqueNo ratings yet
- PisosDocument24 pagesPisosWendy SandovalNo ratings yet
- EsterilizacionDocument8 pagesEsterilizacionvanessaNo ratings yet
- Aceites y Grasas, DQO y DQODocument2 pagesAceites y Grasas, DQO y DQOLuis DNo ratings yet
- Eett Balon de Aire ComprimidoDocument2 pagesEett Balon de Aire ComprimidoGomez, Francisco (AJR)No ratings yet
- Proteccion Contra Descargas Atmosfericas-7Document14 pagesProteccion Contra Descargas Atmosfericas-7Jose G. Chirinos L100% (1)
- Andre EeeeDocument6 pagesAndre EeeeMaribel Valero RamosNo ratings yet
- Taburete Con SoldaduraDocument5 pagesTaburete Con SoldaduraAlejandro OrtegaNo ratings yet
- Galvanizado - CapacitacionDocument34 pagesGalvanizado - Capacitacionalexander100% (1)
- BombasDocument8 pagesBombasNicol Img NmcNo ratings yet
- Taller XDocument13 pagesTaller Xanon_544143093No ratings yet
- Taller de NeurotransmisoresDocument4 pagesTaller de NeurotransmisoresCarlos Alberto Gomemz LopezNo ratings yet
- Caracteristicas de Los DielectricosDocument3 pagesCaracteristicas de Los DielectricosCristian Gustavo FloresNo ratings yet
- RM 132 2015 Minsa EpDocument2 pagesRM 132 2015 Minsa EpNilton IngaNo ratings yet
- 27 100 Msds Sellador PvaDocument5 pages27 100 Msds Sellador PvaDAvid Alvarez CastilloNo ratings yet
- Teoria General de Sistemas UnadDocument5 pagesTeoria General de Sistemas UnadAlex Cardenas0% (1)
- Capitulo 10. Formulas MagistralesDocument36 pagesCapitulo 10. Formulas MagistralesKeni Guerra Huaman0% (1)
- Practica 2 Lab Quimica Organica DESTILACIÓNDocument8 pagesPractica 2 Lab Quimica Organica DESTILACIÓNCindy JaraNo ratings yet
- Banco Quimica FCYT UMSSDocument105 pagesBanco Quimica FCYT UMSSPablo Mauricio Moscoso Ontiveros100% (2)
- Fuerza RequeridaDocument3 pagesFuerza RequeridaNicolasRRRNo ratings yet
- Pets-Vol-Min-Cop-001 Aterramiento de Equipos y Estructuras 1Document7 pagesPets-Vol-Min-Cop-001 Aterramiento de Equipos y Estructuras 1AlexNo ratings yet
- Liquidos PenetrantesDocument6 pagesLiquidos PenetrantesJesusMacedoNo ratings yet
- ContenidoDocument47 pagesContenidonilsortizNo ratings yet
- Capitulo 4 - Separadores Gas - LiqDocument58 pagesCapitulo 4 - Separadores Gas - LiqJose Armando MayorgaNo ratings yet