You might also like
- The B-52 Competition of 1946 and Dark Horses From Douglas, 1947-1950Document7 pagesThe B-52 Competition of 1946 and Dark Horses From Douglas, 1947-1950Jared Zichek100% (15)
- DamageDocument106 pagesDamageNo.32 OnebadNo ratings yet
- CH 11Document35 pagesCH 11nur afifahNo ratings yet
- Metallic Implant MaterialsDocument39 pagesMetallic Implant MaterialsRecep VatanseverNo ratings yet
- Honda Nigthawk PDFDocument198 pagesHonda Nigthawk PDFAngel Orlando Monrroy MéndezNo ratings yet
- Ch13 Materials ApplicationsDocument63 pagesCh13 Materials ApplicationsThefairman UnkownNo ratings yet
- Chapter 11 Metal AlloysDocument24 pagesChapter 11 Metal Alloyssihar raymondNo ratings yet
- Welding 11-14%Cr IIW Document - Part 1Document20 pagesWelding 11-14%Cr IIW Document - Part 1Manuel CarreñoNo ratings yet
- Taxonomy of MetalsDocument28 pagesTaxonomy of MetalsArlita RahmaNo ratings yet
- Introduction To Steel Classification and Standard: Suwarno, PHDDocument22 pagesIntroduction To Steel Classification and Standard: Suwarno, PHDmirfanwibisono100% (1)
- Module 4 and 6: Luckman MuhmoodDocument54 pagesModule 4 and 6: Luckman MuhmoodAman PanchalNo ratings yet
- API 570 ExamDocument33 pagesAPI 570 ExammedhichemguesmiNo ratings yet
- Brochure - Valves For Oil & Gas Industries (En) .Document28 pagesBrochure - Valves For Oil & Gas Industries (En) .ABULARA2K6No ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- GGH Basket RemovelDocument9 pagesGGH Basket Removeltamoor sarwarNo ratings yet
- Knitting Outstanding ReportDocument160 pagesKnitting Outstanding ReportMd FaridujjamanNo ratings yet
- Welding Machine - Operation ChecklistDocument3 pagesWelding Machine - Operation ChecklistparthaNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- Inclined Belt Conveyors For Underground Mass Mining OperationsDocument6 pagesInclined Belt Conveyors For Underground Mass Mining OperationsIsmaelNo ratings yet
- Callister 8th Edition - Chapter 11 - Applications and Processing of Metal AlloysDocument35 pagesCallister 8th Edition - Chapter 11 - Applications and Processing of Metal AlloysRini ArtikaNo ratings yet
- Week13 Iron Carbon Phase DiagramDocument49 pagesWeek13 Iron Carbon Phase DiagramvishalNo ratings yet
- Gas Insulated Switchgear: Global Top Energy, Machinery & Plant Solution ProviderDocument10 pagesGas Insulated Switchgear: Global Top Energy, Machinery & Plant Solution Providerwiznuv100% (2)
- Issues To Address... : Chapter 11 - 1Document18 pagesIssues To Address... : Chapter 11 - 1Luthfi Kurnia DewiNo ratings yet
- Issues To Address... : Chapter 11 - 1Document32 pagesIssues To Address... : Chapter 11 - 1Irfan Satrio MardaniNo ratings yet
- Week 12Document30 pagesWeek 12Furkan Can ERTUĞRULNo ratings yet
- Chap 11Document27 pagesChap 11Qwe QNo ratings yet
- Metal - Designation & PropertiesDocument37 pagesMetal - Designation & Propertiesmyself_riteshNo ratings yet
- Issues To Address... : Chapter 11 - 1Document20 pagesIssues To Address... : Chapter 11 - 1Rowen PratherNo ratings yet
- Chapter 11: Metal Alloys Applications and Processing: Issues To Address..Document21 pagesChapter 11: Metal Alloys Applications and Processing: Issues To Address..Naufal PutraNo ratings yet
- CH 11Document29 pagesCH 11Thays Nogueira RodriguesNo ratings yet
- ch11 - 2metal Alloys Application and ProcessingDocument75 pagesch11 - 2metal Alloys Application and ProcessingZuhaNo ratings yet
- 7 - Wrap Up Session For Mid Term TestDocument36 pages7 - Wrap Up Session For Mid Term TestFiky ArdiansyahNo ratings yet
- Chapter 7 Ferrous and Non-Ferrous MetalsDocument60 pagesChapter 7 Ferrous and Non-Ferrous MetalsStephen IgatNo ratings yet
- Material Chapter11Document30 pagesMaterial Chapter11khanh phamNo ratings yet
- Chapter 11Document52 pagesChapter 11TamiruNo ratings yet
- CH 11Document72 pagesCH 11Paolo SumaldeNo ratings yet
- 1,2,3Document72 pages1,2,3Hussein Turi HtgNo ratings yet
- Applications and Processing of Metal AlloysDocument39 pagesApplications and Processing of Metal Alloysjulito paquitNo ratings yet
- Metal Alloys Application and ProcessingDocument57 pagesMetal Alloys Application and ProcessingtbmariNo ratings yet
- Chapter 1 (Part II)Document32 pagesChapter 1 (Part II)malikwaleedsher68No ratings yet
- WHY STUDY Applications and Processing of Metal Alloy?Document24 pagesWHY STUDY Applications and Processing of Metal Alloy?hanizznabNo ratings yet
- AIEB Course: Science of MaterialsDocument16 pagesAIEB Course: Science of MaterialsKrishna SarkarNo ratings yet
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocument9 pagesMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07No ratings yet
- Application and Processing of Metal AlloysDocument44 pagesApplication and Processing of Metal AlloysShaira DaleNo ratings yet
- Lec 1Document22 pagesLec 1Os ,No ratings yet
- Properties and Application of MetalsDocument15 pagesProperties and Application of MetalsPikaNo ratings yet
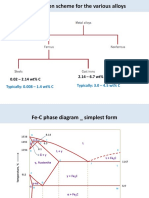
- Classification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CDocument19 pagesClassification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CAlex HalesNo ratings yet
- Steel: CE 2330 Jul - Nov 2017 IIT TirupatiDocument32 pagesSteel: CE 2330 Jul - Nov 2017 IIT TirupatiUmar AlamNo ratings yet
- Baja Karbon (Carbon Steels)Document25 pagesBaja Karbon (Carbon Steels)Mochammad Fajri MuharamNo ratings yet
- Ch13 Materials ApplicationsDocument69 pagesCh13 Materials ApplicationsRhanganath ArivudainambiNo ratings yet
- 1 - Demir Ve Celik Uretimi - 2021 - 1Document99 pages1 - Demir Ve Celik Uretimi - 2021 - 1atilla kayangilNo ratings yet
- 2.cutting Tools MaterialsDocument20 pages2.cutting Tools MaterialsIbraheem HaSsanNo ratings yet
- Materials Science MetalsDocument35 pagesMaterials Science MetalsPelajar IndonesiaNo ratings yet
- Chapter 11: Metal Alloys Applications and Processing: Issues To Address..Document17 pagesChapter 11: Metal Alloys Applications and Processing: Issues To Address..nurinsarahNo ratings yet
- COBALT - FACTS-Metallurgical - UsesDocument15 pagesCOBALT - FACTS-Metallurgical - UsesMarlon BombiNo ratings yet
- Microstructural Characterization of The PDFDocument6 pagesMicrostructural Characterization of The PDFafkaNo ratings yet
- Ferrous and Nonferrous Alloys: Issues To CoverDocument20 pagesFerrous and Nonferrous Alloys: Issues To CoverCandy KendeeNo ratings yet
- Dr. Suvandan Saraswat: Machine Design I (NME-501)Document47 pagesDr. Suvandan Saraswat: Machine Design I (NME-501)Suvandan SaraswatNo ratings yet
- Day 14: Heat Treatments of SteelDocument20 pagesDay 14: Heat Treatments of SteelBhushan Shankar KambleNo ratings yet
- Lecture 3Document23 pagesLecture 3Khaled SaadNo ratings yet
- Day 14 Heat Treatments of SteelDocument20 pagesDay 14 Heat Treatments of Steelعزت عبد المنعمNo ratings yet
- Iron-Iron Carbide Diagram: Prepared by Mr. Mukesh Kumar Assistant Professor Darbhanga College of Engineering DarbhangaDocument25 pagesIron-Iron Carbide Diagram: Prepared by Mr. Mukesh Kumar Assistant Professor Darbhanga College of Engineering Darbhangamukesh kumarNo ratings yet
- Mechanical Characterization of Dual Phase and Austempered Aisi 1040 Normalized SteelDocument12 pagesMechanical Characterization of Dual Phase and Austempered Aisi 1040 Normalized SteelTJPRC PublicationsNo ratings yet
- Blair - Stainless Steel CastDocument9 pagesBlair - Stainless Steel CastYudha PradhanaNo ratings yet
- E Book On SS WeldingDocument71 pagesE Book On SS WeldingNiranjan Rajavel TigerNo ratings yet
- 409 Data BulletinDocument12 pages409 Data BulletinWilliam PaivaNo ratings yet
- Technology Properties and Applications of Niobium Carbide Reinforced Steel and Iron AlloysDocument31 pagesTechnology Properties and Applications of Niobium Carbide Reinforced Steel and Iron AlloysDaniel NavarroNo ratings yet
- Erosion-Corrosion in Slurry Service - NACE CalgaryDocument17 pagesErosion-Corrosion in Slurry Service - NACE Calgaryzerocool86No ratings yet
- Metal & Alloys: D. Navaja MSE101Document27 pagesMetal & Alloys: D. Navaja MSE101Ebook DownloadNo ratings yet
- 14 Chapter 14-Ceramic - 16.11.16Document25 pages14 Chapter 14-Ceramic - 16.11.16Ahmad Fakhrie ShahNo ratings yet
- 2019 MY Holidays CalendarDocument1 page2019 MY Holidays CalendarAhmad Fakhrie ShahNo ratings yet
- Chap 8 Mechnical Properties of MetalDocument41 pagesChap 8 Mechnical Properties of MetalAhmad Fakhrie Shah0% (1)
- EM ReportDocument22 pagesEM ReportAhmad Fakhrie ShahNo ratings yet
- 1:1 0.35 A1 1/1 Lab Week 8 Assignment 4: Product1Document1 page1:1 0.35 A1 1/1 Lab Week 8 Assignment 4: Product1Ahmad Fakhrie ShahNo ratings yet
- Presentation Case StudyDocument20 pagesPresentation Case StudyAhmad Fakhrie ShahNo ratings yet
- Engineering Materials Lab ReportDocument18 pagesEngineering Materials Lab ReportAhmad Fakhrie ShahNo ratings yet
- Today : Introduction To Materials ScienceDocument4 pagesToday : Introduction To Materials ScienceAhmad Fakhrie ShahNo ratings yet
- Suggested Material For The Problem: High Strength Stainless Steel (17-4 PH)Document5 pagesSuggested Material For The Problem: High Strength Stainless Steel (17-4 PH)Ahmad Fakhrie ShahNo ratings yet
- Yz (/) - Ÿ Ÿ Ab Ÿ Ÿ KFD@ H Dlce : ?@ Ÿ at Bcÿ Cdeÿ FG Ÿ at BH Iÿ J CK@ LM Cÿ Nflÿ Ibflj Eÿ Ocÿ Poj Cÿ at FQDocument3 pagesYz (/) - Ÿ Ÿ Ab Ÿ Ÿ KFD@ H Dlce : ?@ Ÿ at Bcÿ Cdeÿ FG Ÿ at BH Iÿ J CK@ LM Cÿ Nflÿ Ibflj Eÿ Ocÿ Poj Cÿ at FQAhmad Fakhrie ShahNo ratings yet
- Assignment No1 - DR ARODocument8 pagesAssignment No1 - DR AROAhmad Fakhrie ShahNo ratings yet
- Guidance For Carrying Out Rig ChecksDocument2 pagesGuidance For Carrying Out Rig Checksargon39No ratings yet
- Pranav Gaur ResumeDocument2 pagesPranav Gaur ResumePranav gaurNo ratings yet
- Febr 2018 CIPC Publication Template - AR FINAL DEREGISTRATION 1.compressed 1Document932 pagesFebr 2018 CIPC Publication Template - AR FINAL DEREGISTRATION 1.compressed 1Milivoje JaukovicNo ratings yet
- AVK Power GenerationDocument21 pagesAVK Power Generationcuongnv_19No ratings yet
- 9ackermann PDFDocument28 pages9ackermann PDFravi474No ratings yet
- Installation, Operation and Maintenance Manual For Flame Arrester M7618,7628Document16 pagesInstallation, Operation and Maintenance Manual For Flame Arrester M7618,7628Daniel Arnez AhenkeNo ratings yet
- DPR of PaushDocument16 pagesDPR of PaushAnonymous 1nsq38LqxbNo ratings yet
- IR NO CE-C 09887 Witness Test Cement Cubes (The Tests Period Is 87 Days Including Preparing Cement Cubes, Cement Compressive Strength Test With AgDocument1 pageIR NO CE-C 09887 Witness Test Cement Cubes (The Tests Period Is 87 Days Including Preparing Cement Cubes, Cement Compressive Strength Test With AgNassim SabriNo ratings yet
- Pressure Reducing Valves: For Steam and Industrial FluidsDocument16 pagesPressure Reducing Valves: For Steam and Industrial FluidsCindy CarvalhoNo ratings yet
- Basic Codes: Location On VehicleDocument7 pagesBasic Codes: Location On Vehicledaniel_jorge_10No ratings yet
- Compound Gear TrainDocument3 pagesCompound Gear TrainAlmaas KhanNo ratings yet
- Soil Mechanics-II: Soil Stabilization and ImprovementDocument16 pagesSoil Mechanics-II: Soil Stabilization and ImprovementShivpreet SharmaNo ratings yet
- Parts of System UnitDocument47 pagesParts of System Unitmarc johansenNo ratings yet
- Applying Lean Techniques in The Infrastructure Project: Jubail Industrial City, Suadi ArabiaDocument20 pagesApplying Lean Techniques in The Infrastructure Project: Jubail Industrial City, Suadi ArabiaYogesh SharmaNo ratings yet
- Chapter 1 - 2160913 - CEDDocument28 pagesChapter 1 - 2160913 - CEDbhagchandt817No ratings yet
- 808 - Carbon Raschig Rings - E4 PDFDocument1 page808 - Carbon Raschig Rings - E4 PDFNada Ibtihal YumnaNo ratings yet
- 11466F Ultra Freedom Lightbar FlyerDocument4 pages11466F Ultra Freedom Lightbar FlyeremrnycNo ratings yet
- Life Cycle Inventory Data For CottonDocument31 pagesLife Cycle Inventory Data For CottonAbhas GargNo ratings yet
- Self Powered Relay-CGI14SEnglishDocument16 pagesSelf Powered Relay-CGI14SEnglishjoydip.dgp2152100% (2)
- Gus Modern - Fall 2013 Collection - Modern Furniture Made SimpleDocument35 pagesGus Modern - Fall 2013 Collection - Modern Furniture Made SimplegusmodernNo ratings yet