You might also like
- MS - G. I. Duct FabricationDocument3 pagesMS - G. I. Duct FabricationAnonymous 3eHGEDbx100% (2)
- MS 005 For DUCT FABRICATION - INSULATION & INSTALLATION REV-1Document21 pagesMS 005 For DUCT FABRICATION - INSULATION & INSTALLATION REV-1vusal huseynli100% (2)
- Installation of Hvac Duct Work and Duct Accessories - Rev1Document19 pagesInstallation of Hvac Duct Work and Duct Accessories - Rev1Ahmed SalahNo ratings yet
- Hvac Duct Fabrication at Site - enDocument15 pagesHvac Duct Fabrication at Site - engkutNo ratings yet
- MS For Ductwork SystemDocument19 pagesMS For Ductwork SystemTruong Quoc Bao100% (1)
- Method Statement For Cooling TowerDocument5 pagesMethod Statement For Cooling TowerWASIM MAKANDAR0% (1)
- Duct Works ChecklistDocument1 pageDuct Works Checklistmd azmathNo ratings yet
- Material ListDocument8 pagesMaterial ListCheeragNo ratings yet
- Method Statement For Flushing of Sprinkler PipingDocument2 pagesMethod Statement For Flushing of Sprinkler PipingMoizuddin Khaja71% (17)
- Inspection Checklist For Hvac (DUCT Installation) F01 & F02Document4 pagesInspection Checklist For Hvac (DUCT Installation) F01 & F02Researcher100% (1)
- I - Rectangular Ducts: II - Rectangular Ducts WeldedDocument32 pagesI - Rectangular Ducts: II - Rectangular Ducts WeldedRoy Anthone Layson100% (11)
- Method Statement For Installation of Chilled Water Pipe Insulation Works Above Ground LevelDocument6 pagesMethod Statement For Installation of Chilled Water Pipe Insulation Works Above Ground LevelBinod DavisNo ratings yet
- Method Statement For Underground PVC Pipe InstallationDocument44 pagesMethod Statement For Underground PVC Pipe InstallationSaad Amer100% (1)
- Method Statement For Installation of Chillers Rev 1 - AFUDocument12 pagesMethod Statement For Installation of Chillers Rev 1 - AFUAzwan SunlineNo ratings yet
- Copper Pipe Welding Method Statement ForewordDocument3 pagesCopper Pipe Welding Method Statement ForewordAbdullah Fazil100% (2)
- Smacna Duct ConstructionDocument23 pagesSmacna Duct ConstructionKaustubh Bidkar100% (2)
- Piping ChecklistDocument1 pagePiping Checklistsiva8000No ratings yet
- AHU ManualDocument17 pagesAHU ManualwolfzemunNo ratings yet
- HVAC Duct Work Installation Method StatementDocument3 pagesHVAC Duct Work Installation Method StatementSudath Kularathna100% (1)
- Checklist For HVAC Duct LeakageDocument1 pageChecklist For HVAC Duct Leakageyoonchankim0911100% (2)
- Flushing of Chilled Water PipingDocument8 pagesFlushing of Chilled Water PipingriyasudheenmhNo ratings yet
- Duct ConstructionDocument163 pagesDuct ConstructionWarren Bryer100% (11)
- Method Statement For Installation, Testing & Commissioning of VRF & Split System Rev.01Document36 pagesMethod Statement For Installation, Testing & Commissioning of VRF & Split System Rev.01vhin8467% (6)
- Pabco Aluminium CladdingDocument1 pagePabco Aluminium CladdingJj OredinaNo ratings yet
- Checklist For Installation Testing & Commissioning of AHU's & FAHU's Rev.02Document16 pagesChecklist For Installation Testing & Commissioning of AHU's & FAHU's Rev.02vhin84No ratings yet
- Raft TT FT FT FT FT AFT AF RAFDocument31 pagesRaft TT FT FT FT FT AFT AF RAFHugo Silva100% (1)
- Refrigerant Piping Work1Document13 pagesRefrigerant Piping Work1Le Manh HieuNo ratings yet
- Paper Supplies Store AT Berkat AL Awamer: Qatar International Islamic Bank (QIIB)Document7 pagesPaper Supplies Store AT Berkat AL Awamer: Qatar International Islamic Bank (QIIB)Congson JeffNo ratings yet
- Insulation BOQ Area Wise (Square MTR.)Document11 pagesInsulation BOQ Area Wise (Square MTR.)Atiq Ur RehmanNo ratings yet
- Vindair Sop For Duct Smoke TestDocument2 pagesVindair Sop For Duct Smoke TestRamakrishna Ar A R88% (8)
- Rectangular Duct & Fittings: Specifications ForDocument12 pagesRectangular Duct & Fittings: Specifications ForEric MagnayeNo ratings yet
- Checklist For Installation of Pressurization UnitDocument1 pageChecklist For Installation of Pressurization Unitvictor100% (3)
- Quick Selection CarrierDocument14 pagesQuick Selection Carrierengmuhsin7061No ratings yet
- Method of Statement For Installation of Compressed AirDocument9 pagesMethod of Statement For Installation of Compressed AirrkssNo ratings yet
- Method Statement - HVAC Duct Leakage Testing ProcedureDocument7 pagesMethod Statement - HVAC Duct Leakage Testing ProcedureSyed TouqeerNo ratings yet
- Method Statement Mechanical SystemDocument181 pagesMethod Statement Mechanical SystemOsama Ali100% (1)
- Duct Area Diagram and Area Calculation FormulaDocument49 pagesDuct Area Diagram and Area Calculation FormulaSanthosh Kumar75% (4)
- Duct Work Method StatementDocument5 pagesDuct Work Method StatementAla Makram Sunna0% (1)
- Method Statement For AC Units Pipe Installation and Drainage - CatDocument8 pagesMethod Statement For AC Units Pipe Installation and Drainage - CatakerimtuzunNo ratings yet
- Copper Piping Checklist VRVDocument1 pageCopper Piping Checklist VRVSkill IndiaNo ratings yet
- Piping Fabrication and Installation Procedure Rev.A1Document19 pagesPiping Fabrication and Installation Procedure Rev.A1Anh Võ71% (24)
- MOS IMU 1 - Method Statement For DuctworkDocument12 pagesMOS IMU 1 - Method Statement For DuctworkAzwan Awalludin100% (3)
- Thermal Insulation Products - Jacketing & CladdingDocument15 pagesThermal Insulation Products - Jacketing & CladdingSreekumar K SNo ratings yet
- Method Statement For Hvac Equipments InstallationDocument15 pagesMethod Statement For Hvac Equipments InstallationzahidNo ratings yet
- Method Statement For DX AC UnitDocument28 pagesMethod Statement For DX AC UnitBuraq Aircondition Cont & Gen Maint LLC BuraqNo ratings yet
- RectangularDocument11 pagesRectangulararifzakirNo ratings yet
- Duct SystemsDocument6 pagesDuct Systemsrobinbabu100% (2)
- 001 MEP - Method Floor&Wall PenetrationDocument7 pages001 MEP - Method Floor&Wall PenetrationHa Bao An100% (1)
- Inspection Checklist For Installation of Duct Hangers and Supports For HVAC Ductwork SystemDocument2 pagesInspection Checklist For Installation of Duct Hangers and Supports For HVAC Ductwork SystemBabar ShehzadNo ratings yet
- Method Statement of Ipa-227 Piping WorksDocument5 pagesMethod Statement of Ipa-227 Piping WorksPramod kumarNo ratings yet
- T&C Air BalancingDocument4 pagesT&C Air BalancingAzwan SunlineNo ratings yet
- Piping Fabrication and Erection ProcedureDocument15 pagesPiping Fabrication and Erection ProcedureMuhammadChabibi83% (6)
- LEAN Six Sigma Black Belt Project - Mark AinsworthDocument41 pagesLEAN Six Sigma Black Belt Project - Mark AinsworthMark AinsworthNo ratings yet
- Erection 009 CTP Storage TankDocument44 pagesErection 009 CTP Storage Tankgst ajah100% (1)
- VD-LINE-WP57-SUB-ATM-0001-017 - ERECTION AND INSTALLATION PROCEDURE ATM TANK - Rev.1Document18 pagesVD-LINE-WP57-SUB-ATM-0001-017 - ERECTION AND INSTALLATION PROCEDURE ATM TANK - Rev.1tomy.jipNo ratings yet
- Saes Q 004Document25 pagesSaes Q 004nadeem shaikhNo ratings yet
- Method Statement For Piping Fabrication & Erection Work Procedure - BlankDocument9 pagesMethod Statement For Piping Fabrication & Erection Work Procedure - BlankNaning Kusuma100% (1)
- Cooke Ductwork ManualDocument37 pagesCooke Ductwork Manualquantum 46bNo ratings yet
- 11 ZG20 F 667 Methodstatement Cable InstallationDocument22 pages11 ZG20 F 667 Methodstatement Cable InstallationIbrahim AliNo ratings yet
- Tank Fabrication ProcedureDocument11 pagesTank Fabrication ProcedureNurul100% (2)
- 7-Day Indian Keto Diet Plan & Recipes For Weight LossDocument43 pages7-Day Indian Keto Diet Plan & Recipes For Weight LossachusanachuNo ratings yet
- TN31 Calculcation of NR and NC Curves in The Optimus Sound Level Meter and NoiseTools SoftwareDocument16 pagesTN31 Calculcation of NR and NC Curves in The Optimus Sound Level Meter and NoiseTools SoftwareMarija MilenkovicNo ratings yet
- Test ReportDocument2 pagesTest ReportachusanachuNo ratings yet
- Noise RatingsDocument2 pagesNoise RatingsachusanachuNo ratings yet
- Pressurisation, Flexfiller 225D, Operation & Maintenance - PressurisationDocument37 pagesPressurisation, Flexfiller 225D, Operation & Maintenance - PressurisationachusanachuNo ratings yet
- Tim ReynoldsDocument26 pagesTim ReynoldsachusanachuNo ratings yet
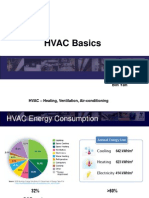
- Hvac BasicsDocument20 pagesHvac BasicsRommy Romanza100% (3)
- Type Reference Description: Building TechnologiesDocument6 pagesType Reference Description: Building TechnologiesachusanachuNo ratings yet
- Balancing BasicsDocument14 pagesBalancing BasicspbharrisNo ratings yet
- Supply Air Duct LPS Installation Instructions: Table 1 Recommended Minimum DistanceDocument1 pageSupply Air Duct LPS Installation Instructions: Table 1 Recommended Minimum DistanceachusanachuNo ratings yet
- Design Checks For Hvac A Quality Control Framework Second Edition (Sample)Document16 pagesDesign Checks For Hvac A Quality Control Framework Second Edition (Sample)sandeep_kapila0% (2)
- M Fuel Oil Pipe System IC M FOP 00Document2 pagesM Fuel Oil Pipe System IC M FOP 00achusanachuNo ratings yet
- Balancing BasicsDocument14 pagesBalancing BasicspbharrisNo ratings yet
- Rittal CRAC - Precision Climate Control Units For Data Ce 5 2232Document16 pagesRittal CRAC - Precision Climate Control Units For Data Ce 5 2232Xinrong JoyceNo ratings yet
- Fillcontrol Auto 2PDocument56 pagesFillcontrol Auto 2PachusanachuNo ratings yet
- 4 Inch Flow Switch SpecsDocument4 pages4 Inch Flow Switch SpecsAhnaf AliNo ratings yet
- PDS HEMPADUR 15553 en-GBDocument2 pagesPDS HEMPADUR 15553 en-GBachusanachuNo ratings yet
- Cleaning and Vacuum Test of Refrigerant PipesDocument8 pagesCleaning and Vacuum Test of Refrigerant PipesachusanachuNo ratings yet
- A31Document4 pagesA31alifuat duyguNo ratings yet
- ASTM A-49 (2001) (Heat Treated Carbon Steel Joint Bars Microalloyed Joint Bars and Forged Carbon Steel Compromise Joint Bars)Document3 pagesASTM A-49 (2001) (Heat Treated Carbon Steel Joint Bars Microalloyed Joint Bars and Forged Carbon Steel Compromise Joint Bars)caballerolangNo ratings yet
- Painting Procedure: Project Quality Manager: Project ManagerDocument11 pagesPainting Procedure: Project Quality Manager: Project ManagerachusanachuNo ratings yet
- Awwa ListDocument20 pagesAwwa ListachusanachuNo ratings yet
- RA78 - Installation of Fan Coil UnitsDocument5 pagesRA78 - Installation of Fan Coil Unitsachusanachu100% (1)
- Checklist: Welding Fumes Extraction System Protocol For A DFO80 InstallationDocument1 pageChecklist: Welding Fumes Extraction System Protocol For A DFO80 InstallationachusanachuNo ratings yet
- PPRDocument10 pagesPPRachusanachuNo ratings yet
- M-Storm Drainage System - IC-M-SDS-00Document2 pagesM-Storm Drainage System - IC-M-SDS-00achusanachuNo ratings yet
- M Storm Drainage System IC M SDS 00Document2 pagesM Storm Drainage System IC M SDS 00achusanachuNo ratings yet
- PPRDocument10 pagesPPRachusanachuNo ratings yet
- M Fuel Oil Pipe System IC M FOP 00Document2 pagesM Fuel Oil Pipe System IC M FOP 00achusanachuNo ratings yet
- Fresh Air CalculationDocument2 pagesFresh Air CalculationachusanachuNo ratings yet
- AM-Car Parks in Steel - ENDocument22 pagesAM-Car Parks in Steel - ENEdwin RamirezNo ratings yet
- Submitted By:-Jatin GargDocument26 pagesSubmitted By:-Jatin GargNANDHINI NNo ratings yet
- 2 Medición Correcta de Flujo en Biogas Húmedo - B200Document45 pages2 Medición Correcta de Flujo en Biogas Húmedo - B200ChemicalProgrammerNo ratings yet
- ParthsarthiDocument423 pagesParthsarthiMahatab HasanNo ratings yet
- Heat Exchanger With Helical BafflesDocument8 pagesHeat Exchanger With Helical BaffleshuangjlNo ratings yet
- Alcantarillado Ks (C-W) PAVCO-EPM (07-10-2014)Document33 pagesAlcantarillado Ks (C-W) PAVCO-EPM (07-10-2014)Julian ClaroNo ratings yet
- Jazan Refinery and Terminal ProjectDocument3 pagesJazan Refinery and Terminal ProjectkhsaeedNo ratings yet
- Rotameter Calibration SetDocument5 pagesRotameter Calibration SetnidhidarklordNo ratings yet
- 889 td002 - en PDocument64 pages889 td002 - en PDias AnsNo ratings yet
- Schaeffler Kolloquium 2014 02 enDocument9 pagesSchaeffler Kolloquium 2014 02 enNazif MisnanNo ratings yet
- Owner'S Manual: New Type Cyclone Vacuum CleanerDocument24 pagesOwner'S Manual: New Type Cyclone Vacuum CleanerniknikolNo ratings yet
- M25 (PPC)Document2 pagesM25 (PPC)Jagdev GuleriaNo ratings yet
- Sikagrout - 214: High Performance, Non Shrink, Expanding Cementitious Grouting MortarDocument3 pagesSikagrout - 214: High Performance, Non Shrink, Expanding Cementitious Grouting MortarSulaim Al KautsarNo ratings yet
- KELEN HB 07 eDocument40 pagesKELEN HB 07 enhblinh100% (2)
- Aditya Series Ws 325 350 144 CellsDocument2 pagesAditya Series Ws 325 350 144 CellsEureka SolarNo ratings yet
- 1.1 System Overview 1.2 FunctionDocument8 pages1.1 System Overview 1.2 FunctionNwachukwu UmehNo ratings yet
- n7k ReplacingDocument102 pagesn7k ReplacingMcyanogen HeshamNo ratings yet
- Rheovis As 1920Document2 pagesRheovis As 1920Victor LopezNo ratings yet
- 410 Stainless Steel Wire UNS S41000 WireDocument4 pages410 Stainless Steel Wire UNS S41000 WireFarid Naim Bojanini PerezNo ratings yet
- Chemical Kinetics Mcqs Group 1Document11 pagesChemical Kinetics Mcqs Group 1zafarchem_iqbalNo ratings yet
- Pulp and PaperDocument226 pagesPulp and PaperAktharNo ratings yet
- Galvanized Peeling Vs FlakingDocument1 pageGalvanized Peeling Vs FlakingECCNo ratings yet
- Ekstraksi: Riani Ayu Lestari, M. EngDocument42 pagesEkstraksi: Riani Ayu Lestari, M. EngNathaliaSihombingNo ratings yet
- TDS Shell Gadus S2 V220 2Document2 pagesTDS Shell Gadus S2 V220 2regisNo ratings yet
- Pipeline Risk Management Basic ManualDocument6 pagesPipeline Risk Management Basic ManualhemnNo ratings yet
- Dalipay and Plastics As An Alternative Components of Hollow BlocksDocument21 pagesDalipay and Plastics As An Alternative Components of Hollow BlocksJoross CuadraNo ratings yet
- FLOWTITE - Installation Guide For Buried Pipes - AWWA - Abbr. Version - enDocument31 pagesFLOWTITE - Installation Guide For Buried Pipes - AWWA - Abbr. Version - envuqar0979No ratings yet
- Gear Reference PDFDocument15 pagesGear Reference PDFXuan Phuong HuynhNo ratings yet
- Spaulding Lighting Tequesta (Square) Spec Sheet 1-83Document2 pagesSpaulding Lighting Tequesta (Square) Spec Sheet 1-83Alan Masters100% (1)
- GMP Audit Checklist-2018Document35 pagesGMP Audit Checklist-2018binny67% (3)