You might also like
- Elements in Power Plant and Industrial Plant EngineeringDocument19 pagesElements in Power Plant and Industrial Plant EngineeringRc Tuppal75% (8)
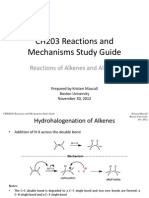
- Reactions of Alkenes and Alkynes Study GuideDocument17 pagesReactions of Alkenes and Alkynes Study GuideMelissa GarciaNo ratings yet
- Cambridge IGCSE Combined and Co Ordinated Sciences Tom Duncan, BryanDocument545 pagesCambridge IGCSE Combined and Co Ordinated Sciences Tom Duncan, Bryanlynx x100% (3)
- Coal Blending Model Developed To Prepare Feed To RINL With Cost Optimization - IPRDocument41 pagesCoal Blending Model Developed To Prepare Feed To RINL With Cost Optimization - IPRbhujakhia_748657110100% (1)
- Blending of Thermal Coals: Section ContentsDocument17 pagesBlending of Thermal Coals: Section ContentsWulan Dwikusuma AsihNo ratings yet
- Analysis of Pulverizers: Multi Task Machines To Meet The Rate of Rapid Coal CombustionDocument23 pagesAnalysis of Pulverizers: Multi Task Machines To Meet The Rate of Rapid Coal CombustionHemant PatilNo ratings yet
- APCW TadipatriDocument25 pagesAPCW TadipatriChanna BasavaNo ratings yet
- 6820-02 - IMSS - UPRVUNL - TO-BE - FSCM - Coal Inspection - V1.3Document26 pages6820-02 - IMSS - UPRVUNL - TO-BE - FSCM - Coal Inspection - V1.3Krishna PremeeNo ratings yet
- Guidelines For Energy Auditing of Coal & Ash Handling PlantsDocument32 pagesGuidelines For Energy Auditing of Coal & Ash Handling PlantsMKPashaPashaNo ratings yet
- Energy Efficiency in Thermal UtilityDocument195 pagesEnergy Efficiency in Thermal UtilityPrateek.ThakurNo ratings yet
- Mill Performance Assessment Test: S P Karna, Agm (Cenpeep)Document31 pagesMill Performance Assessment Test: S P Karna, Agm (Cenpeep)Ranjeet KumarNo ratings yet
- Basic Knowledge of CoalDocument86 pagesBasic Knowledge of CoalDwi Wahyu RamadhanNo ratings yet
- Coal CalculationDocument11 pagesCoal CalculationUrej BandiolaNo ratings yet
- Blending Coal PDFDocument68 pagesBlending Coal PDFNur DiansyahNo ratings yet
- Low Sulfer Coal BlendingDocument18 pagesLow Sulfer Coal BlendingSuparjianto Qhaedir Al FaatihNo ratings yet
- Welcome To 12 Week Classroom Training Program: STEAG Energy ServicesDocument44 pagesWelcome To 12 Week Classroom Training Program: STEAG Energy ServicesBryan ScofieldNo ratings yet
- Plant Operational Data of NTPC StationsDocument47 pagesPlant Operational Data of NTPC Stationsrohit_me083No ratings yet
- Coal Management SystemDocument12 pagesCoal Management SystemBiswajit DuttaNo ratings yet
- New Cerc NormsDocument18 pagesNew Cerc Norms123harsh123No ratings yet
- Session 2 - 01 (Energy Efficiency Potential Assessment of Chandrapura TPS, DVC)Document52 pagesSession 2 - 01 (Energy Efficiency Potential Assessment of Chandrapura TPS, DVC)pkumarNo ratings yet
- Oin Ops Chem 003 Recommendations On Online InstrumentsDocument9 pagesOin Ops Chem 003 Recommendations On Online InstrumentsraniNo ratings yet
- Heat Rate ImprovementDocument25 pagesHeat Rate ImprovementRanjeet KumarNo ratings yet
- O&m Review 07 02 2018Document33 pagesO&m Review 07 02 2018Vikranth ChintaparthiNo ratings yet
- Coal Beneficiation TechnologyDocument5 pagesCoal Beneficiation TechnologyChandan Das100% (1)
- Coal Sampling and Analysis Standards - ccc235 PDFDocument123 pagesCoal Sampling and Analysis Standards - ccc235 PDFAparkenthonNo ratings yet
- Coal Blending PaperDocument21 pagesCoal Blending PaperPradeep SrikanthNo ratings yet
- D6610-Standard Practice For Manually Sampling Coal From Surfaces of A StockpileDocument3 pagesD6610-Standard Practice For Manually Sampling Coal From Surfaces of A StockpileAya100% (1)
- BEM SingrauliDocument102 pagesBEM SingrauliGyandeep PradhanNo ratings yet
- Combustion in Coal StockpilesDocument12 pagesCombustion in Coal StockpilesMuksin SalehNo ratings yet
- Slagging in Steam Generators: Root Cause AnalysisDocument8 pagesSlagging in Steam Generators: Root Cause AnalysispiyushagaNo ratings yet
- Coal & Ash Calculations-350&135 MW Units - 290307Document3 pagesCoal & Ash Calculations-350&135 MW Units - 290307srigirisetty208No ratings yet
- Coal HGI Is.4433.1979Document14 pagesCoal HGI Is.4433.1979ak_thimiriNo ratings yet
- Best Practices-RelianceDocument47 pagesBest Practices-Reliancepramod_nandaNo ratings yet
- Coal GCV ANALYSERDocument29 pagesCoal GCV ANALYSERPjoshi JoshiNo ratings yet
- SSTPS LMI On Optimaization of Ash Water Utilaization Revision-2 - Agupta SirDocument18 pagesSSTPS LMI On Optimaization of Ash Water Utilaization Revision-2 - Agupta SirGautamupadhyayNo ratings yet
- Daily Power Generation Report: Fuel ReceivedDocument10 pagesDaily Power Generation Report: Fuel ReceivedJacky KaruppaiahNo ratings yet
- 01 Intoduction & Fuel Part 1Document38 pages01 Intoduction & Fuel Part 1sriramojNo ratings yet
- Ultratech, AP Cement WorksDocument29 pagesUltratech, AP Cement WorksSanjeev PmNo ratings yet
- 7.summary of Boiler PerfDocument46 pages7.summary of Boiler PerfRAJESH KUMARNo ratings yet
- Physical VarificationDocument6 pagesPhysical VarificationSudheer NairNo ratings yet
- Coal Sampling ProcedureDocument56 pagesCoal Sampling ProcedurePrudhvi RajNo ratings yet
- Economincs of Power Generation and Tarifff CalculationsDocument15 pagesEconomincs of Power Generation and Tarifff Calculationsmanishxlri100% (1)
- Coal ConversionDocument3 pagesCoal ConversionchcrrNo ratings yet
- Best Practices Adopted in Operation at Nabha Power Limited, Rajpura, PunjabDocument20 pagesBest Practices Adopted in Operation at Nabha Power Limited, Rajpura, PunjabVikranth ChintaparthiNo ratings yet
- ORT ReportDocument71 pagesORT ReportNaveen ChodagiriNo ratings yet
- Performanece Ananlysis of CoalDocument67 pagesPerformanece Ananlysis of Coalsen_subhasis_58No ratings yet
- Talcher IB Secl: Date 03.06.2022 DD - Mm.yyyyDocument6 pagesTalcher IB Secl: Date 03.06.2022 DD - Mm.yyyyNaresh Kumar MeenaNo ratings yet
- Exactspace: Power Plant AnalyticsDocument24 pagesExactspace: Power Plant AnalyticsK Senthil Ram KumarNo ratings yet
- Ogn Ops Chem 014 Coal As Fired Sampling ProcedureDocument6 pagesOgn Ops Chem 014 Coal As Fired Sampling ProcedureraniNo ratings yet
- 4.1 Best Practices Tata SpongeDocument28 pages4.1 Best Practices Tata SpongeSameer BagalkotNo ratings yet
- Session 4 Module 2 Steam - Turbine - OptimizationDocument34 pagesSession 4 Module 2 Steam - Turbine - OptimizationArjun Mac100% (1)
- Energy Performance Assessment of Thermal Power StationDocument63 pagesEnergy Performance Assessment of Thermal Power StationsaraswathymohanNo ratings yet
- SOP Coal Loss Accounting Qualitative (Part II)Document124 pagesSOP Coal Loss Accounting Qualitative (Part II)api-26261217100% (2)
- LMI-Flexible Operation of Dadri Coal Fired UnitsDocument8 pagesLMI-Flexible Operation of Dadri Coal Fired Unitssumit kontNo ratings yet
- APC EEC WorkshopDocument35 pagesAPC EEC WorkshopLalatendu PattanayakNo ratings yet
- Power ExchangeDocument36 pagesPower ExchangeMuqthiar AliNo ratings yet
- 02 PCRA NitendraDewanganDocument127 pages02 PCRA NitendraDewanganGovind RaoNo ratings yet
- Handbook On Coal QualityDocument64 pagesHandbook On Coal QualitykING100% (1)
- Fuel Audit Full ReportDocument198 pagesFuel Audit Full ReportgjanklesariaNo ratings yet
- Coal Flow Improves Coke Process-IMPDocument11 pagesCoal Flow Improves Coke Process-IMPsamdanismsNo ratings yet
- Session 2 Module 1 Coal BlendingDocument13 pagesSession 2 Module 1 Coal BlendingArjun MacNo ratings yet
- Elements of Mining Technology Vol-1, Chapter-2 Class Notes: Prepared By:Gaurav KumarDocument63 pagesElements of Mining Technology Vol-1, Chapter-2 Class Notes: Prepared By:Gaurav KumarGaurav SinhaNo ratings yet
- Department of Chemical Engineering: Analysis & Comparison of Cheaper Binder For Coal FinesDocument26 pagesDepartment of Chemical Engineering: Analysis & Comparison of Cheaper Binder For Coal FinesVijaya GosuNo ratings yet
- Masinloc Power Facility Fire Pump Flow Test: Technical Summary ReportDocument8 pagesMasinloc Power Facility Fire Pump Flow Test: Technical Summary ReportRc TuppalNo ratings yet
- Boiler and AuxiliariesDocument1 pageBoiler and AuxiliariesRc TuppalNo ratings yet
- The Script - Cycle IsolationDocument2 pagesThe Script - Cycle IsolationRc TuppalNo ratings yet
- Effect of Coal Moisture On Denitration Efficiency and Boiler EconomyDocument7 pagesEffect of Coal Moisture On Denitration Efficiency and Boiler EconomyRc TuppalNo ratings yet
- What HOW Where (Applications) When Advantages LimitationsDocument4 pagesWhat HOW Where (Applications) When Advantages LimitationsRc TuppalNo ratings yet
- Machine Design ElementsDocument16 pagesMachine Design ElementsRc TuppalNo ratings yet
- Industrial Plant Engineering Elements ReviewDocument4 pagesIndustrial Plant Engineering Elements ReviewRc TuppalNo ratings yet
- Vehicle Dynamics - SuspensionsDocument18 pagesVehicle Dynamics - SuspensionsRc TuppalNo ratings yet
- Polyacetal (POM) : Polyplastics Co., LTDDocument19 pagesPolyacetal (POM) : Polyplastics Co., LTDPhuoc Thinh TruongNo ratings yet
- Zaretsky (1987) Parameter Estimation Using Microdielectrometry With Application To Transformer Monitoring - UnlockedDocument593 pagesZaretsky (1987) Parameter Estimation Using Microdielectrometry With Application To Transformer Monitoring - Unlockedrom009No ratings yet
- Solidworks Flow Simulation Project ReportDocument11 pagesSolidworks Flow Simulation Project ReportIpx KangkangNo ratings yet
- Antroquinonol - Synthesis Process 29 April 2022Document10 pagesAntroquinonol - Synthesis Process 29 April 2022Prashant JadhavNo ratings yet
- Restricted 3B ProblemDocument18 pagesRestricted 3B ProblemcarloNo ratings yet
- Testing The Hardness of WaterDocument3 pagesTesting The Hardness of Wateralexduart01No ratings yet
- An Introduction To Organic Reactions and Their MechanismsDocument88 pagesAn Introduction To Organic Reactions and Their MechanismsBurcu Gözde BilolNo ratings yet
- Effect of Chloride Ions On The Corrosion of Galvanized Steel Embedded in Concrete Prepared With Cements of Different CompositionDocument13 pagesEffect of Chloride Ions On The Corrosion of Galvanized Steel Embedded in Concrete Prepared With Cements of Different CompositionAbubakar Yakubu YakubuNo ratings yet
- Stainless Steel AL 17-4 Precipitation Hardening Alloy: General PropertiesDocument5 pagesStainless Steel AL 17-4 Precipitation Hardening Alloy: General PropertiesforuzzNo ratings yet
- Revision Checklist For O Level Physics 5054 FINALDocument24 pagesRevision Checklist For O Level Physics 5054 FINALYenny Tiga100% (3)
- D 819Document56 pagesD 819ksvinyk7193No ratings yet
- ART CLAVE Non-Metallic Inclsuions in High-Manganese-Alloy SteelsDocument6 pagesART CLAVE Non-Metallic Inclsuions in High-Manganese-Alloy SteelsAarón Escorza MistránNo ratings yet
- Fluid Mech Lecture Part 2 Principles of HydrostaticsDocument7 pagesFluid Mech Lecture Part 2 Principles of HydrostaticsRosalina JaboneroNo ratings yet
- Reka Cipta Alat Filtrasi Alami Menggunakan Bahan Recycle Sebagai Alat Penyaring Air Limbah Rumah TanggaDocument6 pagesReka Cipta Alat Filtrasi Alami Menggunakan Bahan Recycle Sebagai Alat Penyaring Air Limbah Rumah TanggaErika Desi CahyaniNo ratings yet
- Chemistry and Electricity:: ElectrochemistryDocument5 pagesChemistry and Electricity:: ElectrochemistrySuleman TariqNo ratings yet
- AAS Flame GF AAS LOD PerbandinganDocument60 pagesAAS Flame GF AAS LOD Perbandinganyanti permadiNo ratings yet
- Chemistry Ontario Curriculum SyllabusDocument46 pagesChemistry Ontario Curriculum SyllabusNorlailatulakma BolhassanNo ratings yet
- Using Empower Systemsqt Qualification Tool For Waters Modular HPLC SystemsDocument8 pagesUsing Empower Systemsqt Qualification Tool For Waters Modular HPLC SystemsПетр КрасновNo ratings yet
- Swelling PotentialDocument8 pagesSwelling PotentialDiyaning RatriNo ratings yet
- Solver Manual - Mud Flow - : Morpho2DHDocument14 pagesSolver Manual - Mud Flow - : Morpho2DHpuji harsantoNo ratings yet
- LR-Practical 2 (AAS Ashing)Document12 pagesLR-Practical 2 (AAS Ashing)najwaNo ratings yet
- Powder Coating Trouble Shooting TVSMDocument34 pagesPowder Coating Trouble Shooting TVSMPinnacle qualityNo ratings yet
- Axial CompressorDocument18 pagesAxial CompressorSumiran ManghaniNo ratings yet
- Fluid and Thermal Systems, Ch.2, Properties of Fluids, Lec2Document16 pagesFluid and Thermal Systems, Ch.2, Properties of Fluids, Lec2Mohamed EmamNo ratings yet
- University of Huddersfield Repository: Original CitationDocument282 pagesUniversity of Huddersfield Repository: Original Citationdocs docsNo ratings yet
- LEARNING ACTIVITY SHEET 1 - Science 10Document3 pagesLEARNING ACTIVITY SHEET 1 - Science 10cherrymaeregalario2001No ratings yet
- Physical Sciences P2 Grade 11 Nov 2018 Memo Eng & Afr FinalDocument16 pagesPhysical Sciences P2 Grade 11 Nov 2018 Memo Eng & Afr FinalFaizal JumaNo ratings yet
- Buffer Systems in The Body: Protein Buffers in Blood Plasma and CellsDocument11 pagesBuffer Systems in The Body: Protein Buffers in Blood Plasma and CellsK Jayakumar KandasamyNo ratings yet