You might also like
- Angle Beam InspectionDocument10 pagesAngle Beam InspectionMahade Hasan DipuNo ratings yet
- Ut 2Document7 pagesUt 2Akhilesh KumarNo ratings yet
- Karl-Deutsch - Katalog Głowic UTDocument32 pagesKarl-Deutsch - Katalog Głowic UTjar_2No ratings yet
- Phased Array Ultrasonic Testing of Welds - 101-120Document20 pagesPhased Array Ultrasonic Testing of Welds - 101-120Kevin HuangNo ratings yet
- Pana USDocument52 pagesPana USflorin100% (1)
- P 14 Cover Sheets 10 07Document4 pagesP 14 Cover Sheets 10 07carlos100% (1)
- Partial List of ISO SpecificationsDocument4 pagesPartial List of ISO Specificationsskynyrd75No ratings yet
- MX2 Training Program 10G VerifyExitAngleDelay On IIWDocument21 pagesMX2 Training Program 10G VerifyExitAngleDelay On IIWANH TAI MAINo ratings yet
- PH Tool KatalogDocument36 pagesPH Tool KatalogvenkatNo ratings yet
- ASNTDocument5 pagesASNTshifaNo ratings yet
- Ultrasonic TestingDocument4 pagesUltrasonic TestingSyahmie AzreeNo ratings yet
- Inspection of Composite Rocket Nozzle PDFDocument10 pagesInspection of Composite Rocket Nozzle PDFHari KrishnaNo ratings yet
- Referance Block PDFDocument45 pagesReferance Block PDFDağhan GrdNo ratings yet
- Normal Probe Range Calibration (Work Instruction) : TH THDocument7 pagesNormal Probe Range Calibration (Work Instruction) : TH THBhadresh PatelNo ratings yet
- Home Education Resources NDT Course Material Ultrasound: Calibration MethodsDocument7 pagesHome Education Resources NDT Course Material Ultrasound: Calibration MethodspanduranganraghuramaNo ratings yet
- Visual Inspection: Asme - Section 5 - Article 9Document93 pagesVisual Inspection: Asme - Section 5 - Article 9AdilNo ratings yet
- Calibration Methods: Seen in The Figure) - This Can Be Attributed To The DivergenceDocument4 pagesCalibration Methods: Seen in The Figure) - This Can Be Attributed To The DivergenceKevin HuangNo ratings yet
- High Temperature Ultrasonic ScanningDocument7 pagesHigh Temperature Ultrasonic ScanningscribdmustaphaNo ratings yet
- BLOQUEDocument1 pageBLOQUEAlvaro Alexis Mendoza Prada100% (1)
- Beam ToolDocument4 pagesBeam TooldarouichNo ratings yet
- Inspection Report Bifab Ut On Duplex Stainless Steel Piping PDFDocument11 pagesInspection Report Bifab Ut On Duplex Stainless Steel Piping PDFquiron2014No ratings yet
- PA Probe Catalog en 201304Document24 pagesPA Probe Catalog en 201304Durgamadhaba Mishra100% (2)
- Quick Flaw Evaluation in Ultrasonic Testing Using Microprocessor Assisted MethodsDocument4 pagesQuick Flaw Evaluation in Ultrasonic Testing Using Microprocessor Assisted MethodsGustavo Shaw0% (1)
- Scanner HydroFORM - en PDFDocument2 pagesScanner HydroFORM - en PDFaldeanucuNo ratings yet
- Jireh Circ It ScannerDocument2 pagesJireh Circ It ScannerMarcos Kaian Moraes RodriguesNo ratings yet
- Interpretation of Weld RadiographsDocument8 pagesInterpretation of Weld RadiographsMyk MamykinNo ratings yet
- En 14096-1 Final DraftDocument11 pagesEn 14096-1 Final Draftrizwankhanzhi100% (1)
- Rotoscan General and Technical DataDocument15 pagesRotoscan General and Technical DataElsayed AbdeenNo ratings yet
- Angle Beam Trig CalculationsDocument3 pagesAngle Beam Trig CalculationsvsnaiduqcNo ratings yet
- Procedure For UT TestingDocument13 pagesProcedure For UT TestingKarrar TalibNo ratings yet
- Ultrasonic Examination Part 2Document4 pagesUltrasonic Examination Part 2JlkKumarNo ratings yet
- Minicoder: Speed and Position Sensor With Amplitude Control OptionDocument12 pagesMinicoder: Speed and Position Sensor With Amplitude Control OptionAlex CarmonaNo ratings yet
- PAUTDocument2 pagesPAUTAnonymous tBFZZ5UDNo ratings yet
- Lesson 3 - IsO 9712Document13 pagesLesson 3 - IsO 9712Abdelaziz AbdoNo ratings yet
- AGR Field Operations TD Focus-Scan Data SheetDocument2 pagesAGR Field Operations TD Focus-Scan Data SheetJeganeswaranNo ratings yet
- Weld Scanning ProcedureDocument5 pagesWeld Scanning ProcedureLutfi IsmailNo ratings yet
- IRIS Parts - enDocument2 pagesIRIS Parts - enbenergy84No ratings yet
- ISO 9001 2015 TrainingDocument242 pagesISO 9001 2015 TrainingDurgamadhaba MishraNo ratings yet
- Phased Array Ultrasonic Testing of Welds - 141-160Document20 pagesPhased Array Ultrasonic Testing of Welds - 141-160Kevin HuangNo ratings yet
- Ultrasonic Flaw Detection Tutorial DGS-AVGDocument2 pagesUltrasonic Flaw Detection Tutorial DGS-AVGPradip Tapan BanerjeeNo ratings yet
- PA Caracterization BlockDocument2 pagesPA Caracterization BlockMuallim MursyidNo ratings yet
- Ultrasonic Testing - Wikipedia PDFDocument26 pagesUltrasonic Testing - Wikipedia PDFKarthicWaitingNo ratings yet
- SA288 ARTICLE 23 Ultrasonic StandardsDocument10 pagesSA288 ARTICLE 23 Ultrasonic StandardsSean LavergneNo ratings yet
- Introduction To UT Flaw DetectorDocument26 pagesIntroduction To UT Flaw DetectorNail Widya Satya100% (1)
- UT Sec.1 Ultrasonic TestingDocument23 pagesUT Sec.1 Ultrasonic TestingSaut Maruli Tua SamosirNo ratings yet
- Calibration BlocksDocument3 pagesCalibration BlocksvenkatNo ratings yet
- Ultrasonic Angle-Beam Examination of Steel Plates: Standard Specification ForDocument3 pagesUltrasonic Angle-Beam Examination of Steel Plates: Standard Specification ForSama UmateNo ratings yet
- Acs 03 UsfdDocument7 pagesAcs 03 UsfdPRAVIN DASSNo ratings yet
- QC - 08 PTCDocument5 pagesQC - 08 PTCmahendraNo ratings yet
- Pentrmeter SpecificationDocument30 pagesPentrmeter SpecificationJayeshNo ratings yet
- Ruukki Hot Rolled Steels Ultrasonic Testing 2011 PDFDocument5 pagesRuukki Hot Rolled Steels Ultrasonic Testing 2011 PDFpvdang8453No ratings yet
- ISOndtDocument8 pagesISOndtNooruddin SheikNo ratings yet
- Tangential RadiographyDocument9 pagesTangential Radiographykirubha_karan2000No ratings yet
- PA Probe Catalog EN 201608 Web PDFDocument32 pagesPA Probe Catalog EN 201608 Web PDFDennis Chai100% (1)
- Iso 12715:2014-06 (E)Document1 pageIso 12715:2014-06 (E)thejusNo ratings yet
- Ultrasonic Testing of Welds in Accordance With AWS D1Document5 pagesUltrasonic Testing of Welds in Accordance With AWS D1Woodrow FoxNo ratings yet
- Manual Ultrasonic Testing - WeldDocument5 pagesManual Ultrasonic Testing - Weldkiki270977No ratings yet
- General Techniques For Angle Beam CalibrationsDocument6 pagesGeneral Techniques For Angle Beam CalibrationsAngelTinocoNo ratings yet
- UT Equipment Calibration ProcedureDocument14 pagesUT Equipment Calibration ProcedureSantanu Saha100% (4)
- Digital Libraries: Definitions, Issues, and Challenges: Review ArticleDocument3 pagesDigital Libraries: Definitions, Issues, and Challenges: Review ArticleARIEZ HAZARIL BIN AB.LLAH -No ratings yet
- Grade 10 Lesson Plan Electricity and MagnetisDocument6 pagesGrade 10 Lesson Plan Electricity and MagnetisNicko Rodolfo100% (1)
- EP UPower InverterDocument3 pagesEP UPower InverterProgressive VenturesNo ratings yet
- VV-65B-R1B-V2 Product SpecificationsDocument5 pagesVV-65B-R1B-V2 Product Specificationsmegamaster0987654321No ratings yet
- Silicon Controlled RectifierDocument1 pageSilicon Controlled RectifierJazzel Avila ParadiseNo ratings yet
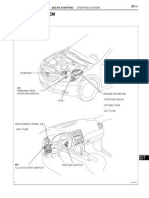
- 2AZ FE StartingDocument16 pages2AZ FE StartingLuks FernandezNo ratings yet
- Igbt H15R1203Document12 pagesIgbt H15R1203Arun BabuNo ratings yet
- Ring Counter PDFDocument6 pagesRing Counter PDFحسنين غانم خضيرNo ratings yet
- Communications: Refers To The Sending, Reception and Processing of Information by Electrical MeansDocument171 pagesCommunications: Refers To The Sending, Reception and Processing of Information by Electrical MeansCye Kit100% (9)
- EE 453-Power System ProtectionDocument5 pagesEE 453-Power System Protectionf168409 Hussain NawazNo ratings yet
- Control Panel DatasheetDocument2 pagesControl Panel DatasheetSenn OdrapmasdNo ratings yet
- LMU Users Guide 2011-01-04Document229 pagesLMU Users Guide 2011-01-04Antonio A. CalderonNo ratings yet
- Front End GuideDocument3 pagesFront End GuideParichay PapnoiNo ratings yet
- A Practical Activity Report Submitted For Engineering Design Project-II (UTA-014) byDocument7 pagesA Practical Activity Report Submitted For Engineering Design Project-II (UTA-014) byNavneet Singh Negi0% (1)
- 7RW80 Manual A4 V040300 UsDocument264 pages7RW80 Manual A4 V040300 UsvinodmpvNo ratings yet
- noSQL V newSQLDocument33 pagesnoSQL V newSQLElizabeth ParsonsNo ratings yet
- Owners Manual: Am / SSB Two Way Citizens Band Mobile Transceiver With Starlite Face PlateDocument13 pagesOwners Manual: Am / SSB Two Way Citizens Band Mobile Transceiver With Starlite Face Platebellscb100% (2)
- Exp#1 Diode Characteristics V2Document12 pagesExp#1 Diode Characteristics V2Shehda ZahdaNo ratings yet
- MsinfoDocument177 pagesMsinfogeorgeNo ratings yet
- Philips Flat TV 15PF9936 - User ManualDocument64 pagesPhilips Flat TV 15PF9936 - User ManualVlad Florescu100% (1)
- Mas 6110Document468 pagesMas 6110Yurii ChinovNo ratings yet
- A 3 Transistor Receiver ARRL QST MagazineDocument5 pagesA 3 Transistor Receiver ARRL QST Magazinesith_tigerNo ratings yet
- 80010664Document3 pages80010664YounesNo ratings yet
- SV03 Product SpecificationsDocument2 pagesSV03 Product SpecificationsMatiasNo ratings yet
- Electrochemistry of SemiconductorsDocument18 pagesElectrochemistry of Semiconductorsadriand13No ratings yet
- LTE RAN Sharing Techniques: Applicability To Small CellsDocument20 pagesLTE RAN Sharing Techniques: Applicability To Small CellsBulentNo ratings yet
- Pages From P64x - EN - M - B52 - Part1 - DIFFERENTIAL PDFDocument40 pagesPages From P64x - EN - M - B52 - Part1 - DIFFERENTIAL PDFMudit KukretiNo ratings yet
- Physics Terms & Definition ChecklistDocument16 pagesPhysics Terms & Definition ChecklistNiekey JohnNo ratings yet
- Photoelectric EffectDocument8 pagesPhotoelectric Effectalex61937No ratings yet
- Bated EiraDocument2 pagesBated EiraAmândio PintoNo ratings yet
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)From EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)No ratings yet
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- Environmental Impact Assessment: Theory and PracticeFrom EverandEnvironmental Impact Assessment: Theory and PracticeRating: 5 out of 5 stars5/5 (5)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyFrom EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyRating: 4.5 out of 5 stars4.5/5 (5)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownFrom EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownNo ratings yet
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (138)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsFrom EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsRating: 4 out of 5 stars4/5 (16)
- Troubleshooting and Repair of Diesel EnginesFrom EverandTroubleshooting and Repair of Diesel EnginesRating: 1.5 out of 5 stars1.5/5 (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shallow Foundations: Discussions and Problem SolvingFrom EverandShallow Foundations: Discussions and Problem SolvingRating: 5 out of 5 stars5/5 (1)
- Principles of Forensic Engineering Applied to Industrial AccidentsFrom EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsNo ratings yet
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)