You might also like
- Interpretation 28-01Document5 pagesInterpretation 28-01vignesh558855No ratings yet
- Bioprocessing Piping and Equipment Design: A Companion Guide for the ASME BPE StandardFrom EverandBioprocessing Piping and Equipment Design: A Companion Guide for the ASME BPE StandardNo ratings yet
- InterpretationDocument3 pagesInterpretationRavivarmanNo ratings yet
- Civil Engineering Structures According to the Eurocodes: Inspection and MaintenanceFrom EverandCivil Engineering Structures According to the Eurocodes: Inspection and MaintenanceNo ratings yet
- ANSI/ASM E 831.3: Interpretations No.4'Document11 pagesANSI/ASM E 831.3: Interpretations No.4'Anonymous cuOIjrLINo ratings yet
- ASME B31.3 Interpretations No. 14: General Information BeenDocument10 pagesASME B31.3 Interpretations No. 14: General Information Beenchuck_sbNo ratings yet
- Interpretations To Asme b31 3Document17 pagesInterpretations To Asme b31 3Phornlert WanaNo ratings yet
- B31.3 InterpretationsDocument338 pagesB31.3 InterpretationsRamdasNo ratings yet
- Unpublished Asme B31.8 Interpretations To Be Published Within The Next EditionDocument7 pagesUnpublished Asme B31.8 Interpretations To Be Published Within The Next EditionMuhammad Zeeshan Wasi0% (1)
- Pipeline Code and Design For Fire FoamDocument15 pagesPipeline Code and Design For Fire FoamvictorbirlanNo ratings yet
- Intepretation ASME B31.3Document18 pagesIntepretation ASME B31.3abdulloh_99No ratings yet
- Asme - B31.4 InterpretacionesDocument9 pagesAsme - B31.4 InterpretacionesJusebar ArisNo ratings yet
- ASME B31.3 InterpretationsDocument44 pagesASME B31.3 InterpretationsChickenChick07No ratings yet
- ASME B31.3 InterpretationDocument743 pagesASME B31.3 Interpretationiangregorrustria100% (3)
- 2007 NBIC Interpretations: Interpretation 07-16Document3 pages2007 NBIC Interpretations: Interpretation 07-16mohnaggarNo ratings yet
- Asme B16.34 Valves - Flanged, Threaded, and Welding EndDocument77 pagesAsme B16.34 Valves - Flanged, Threaded, and Welding EndWilfredo Saavedra50% (2)
- Asme b31.3 InterpretationsDocument18 pagesAsme b31.3 InterpretationsMallela Sampath KumarNo ratings yet
- b31.1 InterpretationsDocument265 pagesb31.1 Interpretationsahmedbeaet100% (1)
- Interpretation 23 19: SignerDocument1 pageInterpretation 23 19: SignerGERAILLYNo ratings yet
- Asme B31.8 Interpretations: Replies Technical Inquiries July 2001 Through December 2003 Interpretations Through 13-8Document5 pagesAsme B31.8 Interpretations: Replies Technical Inquiries July 2001 Through December 2003 Interpretations Through 13-8b40waprNo ratings yet
- Asme B 16.34 InterpretacionDocument21 pagesAsme B 16.34 InterpretacionJuan Manuel Montoya G.No ratings yet
- Asme B16.9 Int 1993Document13 pagesAsme B16.9 Int 1993SUSEINCANo ratings yet
- b16.9 InterpretationsDocument8 pagesb16.9 InterpretationsjojeecaresNo ratings yet
- Asme B16.34 IntDocument21 pagesAsme B16.34 IntMario TiconaNo ratings yet
- Asme B31.8 Unpublished InterpretationsDocument5 pagesAsme B31.8 Unpublished InterpretationsAlienshowNo ratings yet
- ASME B16.9 INTERPRETACION - Accesorios para Soldadura A Tope de Acero ForjadoDocument13 pagesASME B16.9 INTERPRETACION - Accesorios para Soldadura A Tope de Acero ForjadoAlexis MontoyaNo ratings yet
- ASME B31.1 InterpretationsDocument17 pagesASME B31.1 InterpretationsAlexander RichardsonNo ratings yet
- Asme b31.8 Interpretations 8Document18 pagesAsme b31.8 Interpretations 8Daniel William Balboa BNo ratings yet
- Asme B 16 9 InterpretationsDocument12 pagesAsme B 16 9 InterpretationsGabrielPantilicaNo ratings yet
- Formal Interpretations 2018Document10 pagesFormal Interpretations 2018sgttomasNo ratings yet
- Formal Interpretations 2014Document3 pagesFormal Interpretations 2014sgttomasNo ratings yet
- B 31.3 Interpretations 1999 Process PipingDocument92 pagesB 31.3 Interpretations 1999 Process PipingjojeecaresNo ratings yet
- Formal Interpretations 2021Document113 pagesFormal Interpretations 2021sgttomasNo ratings yet
- Interpretation Asme b31.8Document5 pagesInterpretation Asme b31.8Nestor AmachuyNo ratings yet
- Formal Interpretations 2020Document15 pagesFormal Interpretations 2020sgttomasNo ratings yet
- Asme B16 SC F Website Published Interpretations ASME B16.11 Forged-Made Wrought Buttwelding FittingsDocument7 pagesAsme B16 SC F Website Published Interpretations ASME B16.11 Forged-Made Wrought Buttwelding FittingsNagraj HanjiNo ratings yet
- Interpretations No. 4 To ANSI/ASME B31.1Document10 pagesInterpretations No. 4 To ANSI/ASME B31.1Jorge Chavez MolinaNo ratings yet
- ANSI/ASM E 831.3: Interpretations No.4'Document11 pagesANSI/ASM E 831.3: Interpretations No.4'Dyego MarkoskiNo ratings yet
- Asme B 16.9 InterpretationsDocument12 pagesAsme B 16.9 InterpretationsjasminneeNo ratings yet
- ASME - B16.5 - Interpretation To ASME B16.5Document24 pagesASME - B16.5 - Interpretation To ASME B16.5Aristya Ed Geins100% (1)
- Interpretation: 7-02: 831.3 Interpretations No. 7Document1 pageInterpretation: 7-02: 831.3 Interpretations No. 7Vinoth KannanNo ratings yet
- ASME/ANSI 831.3: Interpretations No. 7Document8 pagesASME/ANSI 831.3: Interpretations No. 7tomj9104No ratings yet
- Interpretations No.5 To ANSIASME B31.1Document8 pagesInterpretations No.5 To ANSIASME B31.1Vasu DevanNo ratings yet
- Asme Section Ii, Part B InterpretationsDocument70 pagesAsme Section Ii, Part B InterpretationsnvmohankumarNo ratings yet
- Asme b31.8 InterpretationsDocument12 pagesAsme b31.8 InterpretationsPradeep Nair100% (1)
- Formal Interpretations 2017Document13 pagesFormal Interpretations 2017sgttomasNo ratings yet
- ASME B16.34 Question ListDocument77 pagesASME B16.34 Question Listaldi_cris100% (2)
- Asme Interpretations: Need Number SuffixDocument9 pagesAsme Interpretations: Need Number SuffixDiego SilvaNo ratings yet
- BABU - 570 Exam QuestionsDocument4 pagesBABU - 570 Exam QuestionsSunny Thundil100% (1)
- Asme Ix Interpretation Part6 PDFDocument36 pagesAsme Ix Interpretation Part6 PDFNaza GavaputriNo ratings yet
- ASME B31.3 Interpretation 22-19, 22-20, 22-21Document1 pageASME B31.3 Interpretation 22-19, 22-20, 22-21ani_datNo ratings yet
- 2007 NBIC InterpsDocument1 page2007 NBIC InterpsNicolas DominguezNo ratings yet
- Interpretation ASME VIII Div. 1 - Varios Part 038Document61 pagesInterpretation ASME VIII Div. 1 - Varios Part 038Renato Barreto100% (1)
- 2019 Key Changes Section VIII-2Document59 pages2019 Key Changes Section VIII-2Niniza Sibusiso Prince DlaminiNo ratings yet
- ASME IX Interpretation-Part6Document36 pagesASME IX Interpretation-Part6kevin herry100% (1)
- ASME IX Interpretation-Part9Document36 pagesASME IX Interpretation-Part9kevin herry100% (1)
- EKS Feburary 2023 570 FinalDocument2 pagesEKS Feburary 2023 570 FinalJames Stephen ArriolaNo ratings yet
- EKS - Feburary 2023 - 570 - FinalDocument2 pagesEKS - Feburary 2023 - 570 - FinalMONEY WEALTH HUBNo ratings yet
- Construction Proj Waste Management Plan - SAMPLEDocument2 pagesConstruction Proj Waste Management Plan - SAMPLESafarudin Ramli100% (2)
- How To Install - CrackDocument1 pageHow To Install - CrackSafarudin Ramli100% (1)
- Composite CylinderDocument3 pagesComposite CylinderSafarudin RamliNo ratings yet
- Department of Infrastructure, Energy and Resources, Tasmania Bridgeworks Specification B22 - Erection of Structural Steelwork April 2003Document6 pagesDepartment of Infrastructure, Energy and Resources, Tasmania Bridgeworks Specification B22 - Erection of Structural Steelwork April 2003Safarudin RamliNo ratings yet
- Take: Size of CS Pipe Spool: 6", Spools: 2 Nos., Each of 4 MTRDocument1 pageTake: Size of CS Pipe Spool: 6", Spools: 2 Nos., Each of 4 MTRSafarudin RamliNo ratings yet
- Transaction ID Application Type Submitted On Application StatusDocument1 pageTransaction ID Application Type Submitted On Application StatusSafarudin RamliNo ratings yet
- Construction Proj Waste Management Plan - SAMPLEDocument2 pagesConstruction Proj Waste Management Plan - SAMPLESafarudin Ramli100% (2)
- Norsok L-004 Piping Fabrication 2010 PDFDocument30 pagesNorsok L-004 Piping Fabrication 2010 PDFarifin rizal100% (1)
- Hazard Sheet 2: Site MobilisationDocument3 pagesHazard Sheet 2: Site MobilisationSafarudin RamliNo ratings yet
- Risk Assessment Contract FormDocument5 pagesRisk Assessment Contract FormSafarudin RamliNo ratings yet
- Bu Safety Policy For Staff and ContractorsDocument11 pagesBu Safety Policy For Staff and ContractorsSafarudin RamliNo ratings yet
- Weekly Meal Prep GuideDocument7 pagesWeekly Meal Prep Guideandrew.johnson3112No ratings yet
- Corn Fact Book 2010Document28 pagesCorn Fact Book 2010National Corn Growers AssociationNo ratings yet
- CampingDocument25 pagesCampingChristine May SusanaNo ratings yet
- Presentation of DR Rai On Sahasrara Day Medical SessionDocument31 pagesPresentation of DR Rai On Sahasrara Day Medical SessionRahul TikkuNo ratings yet
- Distribución Del Mercurio Total en Pescados y Mariscos Del Mar ArgentinoDocument15 pagesDistribución Del Mercurio Total en Pescados y Mariscos Del Mar ArgentinoaldiNo ratings yet
- 2022.08.09 Rickenbacker ComprehensiveDocument180 pages2022.08.09 Rickenbacker ComprehensiveTony WintonNo ratings yet
- Exercise 8 BeveragewareDocument9 pagesExercise 8 BeveragewareMae Cleofe G. SelisanaNo ratings yet
- Private Standard: Shahram GhanbarichelaresiDocument2 pagesPrivate Standard: Shahram Ghanbarichelaresiarian tejaratNo ratings yet
- Stereochemistry Chiral Molecules QuizDocument3 pagesStereochemistry Chiral Molecules QuizSean McDivittNo ratings yet
- Workshop Manual Transporter 2016 19-29Document157 pagesWorkshop Manual Transporter 2016 19-29samueleNo ratings yet
- Keygene Strengthens Its Patent Portfolio On Keypoint Mutation BreedingDocument1 pageKeygene Strengthens Its Patent Portfolio On Keypoint Mutation Breedingapi-99034713No ratings yet
- Rahu Yantra Kal Sarp Yantra: Our RecommendationsDocument2 pagesRahu Yantra Kal Sarp Yantra: Our RecommendationsAbhijeet DeshmukkhNo ratings yet
- TelfastDocument3 pagesTelfastjbahalkehNo ratings yet
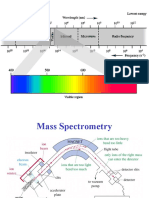
- Mass SpectrometryDocument49 pagesMass SpectrometryUbaid ShabirNo ratings yet
- FINALE Final Chapter1 PhoebeKatesMDelicanaPR-IIeditedphoebe 1Document67 pagesFINALE Final Chapter1 PhoebeKatesMDelicanaPR-IIeditedphoebe 1Jane ParkNo ratings yet
- Cash and Cash Equivalents ReviewerDocument4 pagesCash and Cash Equivalents ReviewerEileithyia KijimaNo ratings yet
- Basic Operation Electrical - Total - Eng - Prot PDFDocument439 pagesBasic Operation Electrical - Total - Eng - Prot PDFdidik setiawan100% (2)
- Pakeha (Maori For European New Zealanders) Thinking, in That They Tend To Go OutwardsDocument11 pagesPakeha (Maori For European New Zealanders) Thinking, in That They Tend To Go OutwardsDwi RahayuNo ratings yet
- RISK MANAGEMENT - Imo Multilingual Glossary On Risk Management (Secretariat)Document17 pagesRISK MANAGEMENT - Imo Multilingual Glossary On Risk Management (Secretariat)Martin NiNo ratings yet
- Extraordinary GazetteDocument10 pagesExtraordinary GazetteAdaderana OnlineNo ratings yet
- 1 Nitanshi Singh Full WorkDocument9 pages1 Nitanshi Singh Full WorkNitanshi SinghNo ratings yet
- Sargent Catalog CutsDocument60 pagesSargent Catalog CutssmroboNo ratings yet
- ICSE Class 10 HRJUDSK/Question Paper 2020: (Two Hours)Document9 pagesICSE Class 10 HRJUDSK/Question Paper 2020: (Two Hours)Harshu KNo ratings yet
- EngineCleaningAndVolcanicAsh InternDocument69 pagesEngineCleaningAndVolcanicAsh InternLucio Portuguez AlmanzaNo ratings yet
- API 650 10th Edition ErrataDocument6 pagesAPI 650 10th Edition ErrataJosé Ramón GutierrezNo ratings yet
- Presentation - Factors Affecting ClimateDocument16 pagesPresentation - Factors Affecting ClimateAltoverosDihsarlaNo ratings yet
- Readers Digest November 2021 PDF RD 2021 PDF EnglishDocument172 pagesReaders Digest November 2021 PDF RD 2021 PDF EnglishIslam Gold100% (1)
- Global Warmin G and Green House Effect: Submit Ted To:-Mr - Kaush Ik SirDocument24 pagesGlobal Warmin G and Green House Effect: Submit Ted To:-Mr - Kaush Ik SirinderpreetNo ratings yet
- Ammonia Synthesis ConverterDocument26 pagesAmmonia Synthesis ConverterKvspavan Kumar100% (1)
- Understanding Software: Max Kanat-Alexander on simplicity, coding, and how to suck less as a programmerFrom EverandUnderstanding Software: Max Kanat-Alexander on simplicity, coding, and how to suck less as a programmerRating: 4.5 out of 5 stars4.5/5 (44)
- Excel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceFrom EverandExcel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceNo ratings yet
- Learn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.From EverandLearn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.Rating: 5 out of 5 stars5/5 (34)
- Microsoft 365 Guide to Success: 10 Books in 1 | Kick-start Your Career Learning the Key Information to Master Your Microsoft Office Files to Optimize Your Tasks & Surprise Your Colleagues | Access, Excel, OneDrive, Outlook, PowerPoint, Word, Teams, etc.From EverandMicrosoft 365 Guide to Success: 10 Books in 1 | Kick-start Your Career Learning the Key Information to Master Your Microsoft Office Files to Optimize Your Tasks & Surprise Your Colleagues | Access, Excel, OneDrive, Outlook, PowerPoint, Word, Teams, etc.Rating: 5 out of 5 stars5/5 (2)
- Microsoft PowerPoint Guide for Success: Learn in a Guided Way to Create, Edit & Format Your Presentations Documents to Visual Explain Your Projects & Surprise Your Bosses And Colleagues | Big Four Consulting Firms MethodFrom EverandMicrosoft PowerPoint Guide for Success: Learn in a Guided Way to Create, Edit & Format Your Presentations Documents to Visual Explain Your Projects & Surprise Your Bosses And Colleagues | Big Four Consulting Firms MethodRating: 5 out of 5 stars5/5 (3)
- Python for Beginners: A Crash Course Guide to Learn Python in 1 WeekFrom EverandPython for Beginners: A Crash Course Guide to Learn Python in 1 WeekRating: 4.5 out of 5 stars4.5/5 (7)
- Grokking Algorithms: An illustrated guide for programmers and other curious peopleFrom EverandGrokking Algorithms: An illustrated guide for programmers and other curious peopleRating: 4 out of 5 stars4/5 (16)
- Once Upon an Algorithm: How Stories Explain ComputingFrom EverandOnce Upon an Algorithm: How Stories Explain ComputingRating: 4 out of 5 stars4/5 (43)
- Clean Code: A Handbook of Agile Software CraftsmanshipFrom EverandClean Code: A Handbook of Agile Software CraftsmanshipRating: 5 out of 5 stars5/5 (13)
- How to Make a Video Game All By Yourself: 10 steps, just you and a computerFrom EverandHow to Make a Video Game All By Yourself: 10 steps, just you and a computerRating: 5 out of 5 stars5/5 (1)
- A Slackers Guide to Coding with Python: Ultimate Beginners Guide to Learning Python QuickFrom EverandA Slackers Guide to Coding with Python: Ultimate Beginners Guide to Learning Python QuickNo ratings yet
- Skill Up: A Software Developer's Guide to Life and CareerFrom EverandSkill Up: A Software Developer's Guide to Life and CareerRating: 4.5 out of 5 stars4.5/5 (40)
- Linux: The Ultimate Beginner's Guide to Learn Linux Operating System, Command Line and Linux Programming Step by StepFrom EverandLinux: The Ultimate Beginner's Guide to Learn Linux Operating System, Command Line and Linux Programming Step by StepRating: 4.5 out of 5 stars4.5/5 (9)
- Python Machine Learning - Third Edition: Machine Learning and Deep Learning with Python, scikit-learn, and TensorFlow 2, 3rd EditionFrom EverandPython Machine Learning - Third Edition: Machine Learning and Deep Learning with Python, scikit-learn, and TensorFlow 2, 3rd EditionRating: 5 out of 5 stars5/5 (2)
- Fun Games with Scratch 3.0: Learn to Design High Performance, Interactive Games in Scratch (English Edition)From EverandFun Games with Scratch 3.0: Learn to Design High Performance, Interactive Games in Scratch (English Edition)No ratings yet
- Python Programming For Beginners: Learn The Basics Of Python Programming (Python Crash Course, Programming for Dummies)From EverandPython Programming For Beginners: Learn The Basics Of Python Programming (Python Crash Course, Programming for Dummies)Rating: 5 out of 5 stars5/5 (1)
- Coders at Work: Reflections on the Craft of ProgrammingFrom EverandCoders at Work: Reflections on the Craft of ProgrammingRating: 4 out of 5 stars4/5 (151)
- Microsoft Excel Guide for Success: Transform Your Work with Microsoft Excel, Unleash Formulas, Functions, and Charts to Optimize Tasks and Surpass Expectations [II EDITION]From EverandMicrosoft Excel Guide for Success: Transform Your Work with Microsoft Excel, Unleash Formulas, Functions, and Charts to Optimize Tasks and Surpass Expectations [II EDITION]Rating: 5 out of 5 stars5/5 (2)
- Competing in the Age of AI: Strategy and Leadership When Algorithms and Networks Run the WorldFrom EverandCompeting in the Age of AI: Strategy and Leadership When Algorithms and Networks Run the WorldRating: 4.5 out of 5 stars4.5/5 (21)
- The Advanced Roblox Coding Book: An Unofficial Guide, Updated Edition: Learn How to Script Games, Code Objects and Settings, and Create Your Own World!From EverandThe Advanced Roblox Coding Book: An Unofficial Guide, Updated Edition: Learn How to Script Games, Code Objects and Settings, and Create Your Own World!Rating: 4.5 out of 5 stars4.5/5 (2)
- Python Programming : How to Code Python Fast In Just 24 Hours With 7 Simple StepsFrom EverandPython Programming : How to Code Python Fast In Just 24 Hours With 7 Simple StepsRating: 3.5 out of 5 stars3.5/5 (54)
- Modern Tkinter for Busy Python Developers: Quickly Learn to Create Great Looking User Interfaces for Windows, Mac and Linux Using Python's Standard GUI ToolkitFrom EverandModern Tkinter for Busy Python Developers: Quickly Learn to Create Great Looking User Interfaces for Windows, Mac and Linux Using Python's Standard GUI ToolkitNo ratings yet