You might also like
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Heat Exchanger InspectionDocument43 pagesHeat Exchanger Inspectionabdul aziz100% (6)
- Shell and Tube Heat Exchanger TPIDocument9 pagesShell and Tube Heat Exchanger TPIpstechnical_43312697No ratings yet
- Heat Exchanger InspectionDocument11 pagesHeat Exchanger InspectionVivek Bhangale100% (1)
- Third Party Inspection For Shell and Tube Heat ExchangerDocument11 pagesThird Party Inspection For Shell and Tube Heat Exchangeralokbdas100% (1)
- Heat Exchanger InspectionDocument7 pagesHeat Exchanger InspectionHamid Albashir100% (1)
- CheckList Heat Exchangers PDFDocument7 pagesCheckList Heat Exchangers PDFUnmesh Bagwe100% (2)
- Report No. TA-V-1456Document2 pagesReport No. TA-V-1456u04ajf3No ratings yet
- Maintaining and Repairing Heat Exchanger TubesDocument14 pagesMaintaining and Repairing Heat Exchanger TubesMicheal Brooks100% (1)
- Feild Inspection of Shell and Tube Heat ExchangersDocument4 pagesFeild Inspection of Shell and Tube Heat ExchangersMatthew BennettNo ratings yet
- 16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Document28 pages16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Fauzan Rusmayadi Reharder100% (1)
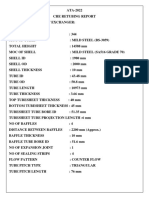
- CHE Retubing ReportDocument29 pagesCHE Retubing ReportRajesh KtrNo ratings yet
- Tube To Tube SheetDocument9 pagesTube To Tube Sheetcmpatel_00100% (2)
- 09-00 - Shell and Tube Heat Exchangers For Routine ServiceDocument17 pages09-00 - Shell and Tube Heat Exchangers For Routine ServiceFolayemiNo ratings yet
- Technical Specs Externally Finned TubesDocument4 pagesTechnical Specs Externally Finned Tubesyulianus_srNo ratings yet
- Heat Exchanger Inspection PDFDocument27 pagesHeat Exchanger Inspection PDFglazetm100% (1)
- Heat Exchanger Concepts (Att. VIII)Document28 pagesHeat Exchanger Concepts (Att. VIII)Syed M. Imran Ali100% (1)
- Heat Exchanger Tube Bundle InspectionDocument3 pagesHeat Exchanger Tube Bundle InspectionVenkatesh Natla100% (4)
- U BundleDocument16 pagesU BundleWael ElAriny100% (1)
- Investigation and Repair of H (1) - E.R Flange LeakDocument19 pagesInvestigation and Repair of H (1) - E.R Flange LeakriysallNo ratings yet
- Inspection of Heat Exchangers PDFDocument20 pagesInspection of Heat Exchangers PDFlaythNo ratings yet
- ASME SECTION IX INTERPRETATIONSDocument95 pagesASME SECTION IX INTERPRETATIONSnizam1372No ratings yet
- Inspection of Heat ExchangerDocument83 pagesInspection of Heat ExchangerRaghavanNo ratings yet
- 3LPE Repair ProcedureDocument3 pages3LPE Repair Procedurelhanx2No ratings yet
- Pressure Vessel Inspection ReportDocument34 pagesPressure Vessel Inspection ReportJinlong SuNo ratings yet
- PSV TestingDocument26 pagesPSV Testingmanoj thakkar100% (1)
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- SAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsDocument2 pagesSAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsAnonymous S9qBDVkyNo ratings yet
- 2.2.2 Technical Requirements For Weld Overlay, Cladding & HardfacingDocument6 pages2.2.2 Technical Requirements For Weld Overlay, Cladding & Hardfacingim4uim4uim4u100% (4)
- Hydro Testing + Post Weld Heat TreatmentDocument20 pagesHydro Testing + Post Weld Heat TreatmentRafia ZafarNo ratings yet
- Stub Onin ConnectionsDocument4 pagesStub Onin ConnectionsMehman NasibovNo ratings yet
- Wrapping MethodDocument5 pagesWrapping Methodnnuek67% (3)
- Percentage Wall Reduction Is The Most FrequentlyDocument4 pagesPercentage Wall Reduction Is The Most Frequentlysanketpavi21No ratings yet
- U Tube BendDocument1 pageU Tube BendMangesh BanaleNo ratings yet
- API 570 Pipeline Inspection PDFDocument1 pageAPI 570 Pipeline Inspection PDFKhalidMoutarajiNo ratings yet
- Heat Exchanger PresentationDocument39 pagesHeat Exchanger PresentationZia UlmananNo ratings yet
- Failure Analysis of Heat Exchngers: An Approach and Case StudiesDocument51 pagesFailure Analysis of Heat Exchngers: An Approach and Case Studiessathish69100% (5)
- PQR Asme Ix - CompletedDocument3 pagesPQR Asme Ix - CompletedCarlos Nombela Palacios100% (1)
- Corrosion Modelling.: Piping Corrosion Circuit or Corrosion Loop / Piping Circuitization andDocument4 pagesCorrosion Modelling.: Piping Corrosion Circuit or Corrosion Loop / Piping Circuitization andOussama radikiNo ratings yet
- TUV India PRESSURE VESSEL InspectionDocument24 pagesTUV India PRESSURE VESSEL InspectionParthiban NCNo ratings yet
- F.sq-p.002 Rev. 0 Procedure For Existing Pressure VesselDocument6 pagesF.sq-p.002 Rev. 0 Procedure For Existing Pressure VesselIksan Adityo MulyoNo ratings yet
- Alvaer DNV2.7-3 PDFDocument23 pagesAlvaer DNV2.7-3 PDFThanhdong Do100% (1)
- How TG-X Filler Rods Can Eliminate Back Shielding: Kobelco Welding TodayDocument2 pagesHow TG-X Filler Rods Can Eliminate Back Shielding: Kobelco Welding TodaysatheeshNo ratings yet
- Sop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Document10 pagesSop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Iksan Adityo MulyoNo ratings yet
- PMI Just in Case: Measurement of Ferrite Content in Austenitic & Duplex SteelDocument7 pagesPMI Just in Case: Measurement of Ferrite Content in Austenitic & Duplex Steelmahi1437100% (1)
- Gas Exchanger RetubingDocument15 pagesGas Exchanger Retubinghamal.w757No ratings yet
- TEMA Type Heat Exchangers PDFDocument4 pagesTEMA Type Heat Exchangers PDFkinjalpatel123450% (1)
- HDPE Butt Fusion Weld Inspection and Imaging PDFDocument19 pagesHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdNo ratings yet
- Inspection of Double Tube Sheet Exch - Presentation1Document37 pagesInspection of Double Tube Sheet Exch - Presentation1Asad Bin Ala QatariNo ratings yet
- New Bottom PlateDocument9 pagesNew Bottom PlateEmmanuel kusimo100% (1)
- Third Party Inspection for Water Tube Boiler - ProcedureDocument5 pagesThird Party Inspection for Water Tube Boiler - ProcedureMadhan KannanNo ratings yet
- Third Party Inspection for Fire Tube Boiler - ProcedureDocument5 pagesThird Party Inspection for Fire Tube Boiler - ProcedureMadhan KannanNo ratings yet
- Valve InspectionDocument6 pagesValve InspectionMuhammad ZainNo ratings yet
- Tpi ValveDocument6 pagesTpi ValveAlfonNo ratings yet
- THE THIRD PART INSPECTION FOR VALVES - OdtDocument8 pagesTHE THIRD PART INSPECTION FOR VALVES - OdtVelibor StokicNo ratings yet
- Inspection and Test Plan For Shell and Tube Heat ExchangerDocument2 pagesInspection and Test Plan For Shell and Tube Heat Exchangeralokbdas100% (1)
- ASME CODE Requirements - Heat ExchangerDocument9 pagesASME CODE Requirements - Heat ExchangerJithin FrancizNo ratings yet
- BN-G-Y017 Welding Inspection GuideDocument5 pagesBN-G-Y017 Welding Inspection GuidePugalNo ratings yet
- Third Party Inspection For Storage TankDocument8 pagesThird Party Inspection For Storage TankGeroldo 'Rollie' L. QuerijeroNo ratings yet
- Welding InspectionDocument7 pagesWelding Inspectionzahid_497100% (1)
- Curriculum Vitae: Company ProfileDocument2 pagesCurriculum Vitae: Company ProfileVarun MalhotraNo ratings yet
- Ultrasonic Test Inspection Free NDT Sample ProcedureDocument9 pagesUltrasonic Test Inspection Free NDT Sample ProcedureEdson Araga100% (1)
- Cash MemoDocument1 pageCash MemoVarun MalhotraNo ratings yet
- Review of Changes in ASME Section V (NDE) Edition 2017: Diwakar D. JOSHI and Pradeep KUMARDocument7 pagesReview of Changes in ASME Section V (NDE) Edition 2017: Diwakar D. JOSHI and Pradeep KUMARpunjaNo ratings yet
- API 5B Updates (16th Edition)Document9 pagesAPI 5B Updates (16th Edition)Albert Tu100% (1)
- Product CatalogueDocument2 pagesProduct CatalogueVarun MalhotraNo ratings yet
- 3205Document1 page3205Varun MalhotraNo ratings yet
- Product CatalogueDocument2 pagesProduct CatalogueVarun MalhotraNo ratings yet
- The Financial Kaleidoscope - June 2019 Issue PDFDocument8 pagesThe Financial Kaleidoscope - June 2019 Issue PDFsure vineethNo ratings yet
- 3206Document1 page3206Varun MalhotraNo ratings yet
- Ultrasonic Test Inspection Free NDT Sample ProcedureDocument9 pagesUltrasonic Test Inspection Free NDT Sample ProcedureEdson Araga100% (1)
- Ultrasonic Test Inspection Free NDT Sample ProcedureDocument9 pagesUltrasonic Test Inspection Free NDT Sample ProcedureEdson Araga100% (1)
- API Spec 11D1 - Packers and Bridge PlugsDocument2 pagesAPI Spec 11D1 - Packers and Bridge Plugsali50% (2)
- API 5B Updates (16th Edition)Document9 pagesAPI 5B Updates (16th Edition)Albert Tu100% (1)
- MixerDocument8 pagesMixerVarun MalhotraNo ratings yet
- KSL - 16 30 013Document27 pagesKSL - 16 30 013Akshay GaikwadNo ratings yet
- Head Division: If You'Re Looking To Get A Head........ Call Us Today!!Document1 pageHead Division: If You'Re Looking To Get A Head........ Call Us Today!!Varun MalhotraNo ratings yet
- Product CatalogueDocument2 pagesProduct CatalogueVarun MalhotraNo ratings yet
- Haryana Suggestive Pay PacksDocument10 pagesHaryana Suggestive Pay PacksVarun MalhotraNo ratings yet
- Aes DesignDocument97 pagesAes DesigndineshsirasatNo ratings yet
- Malik: Polychem LTDDocument2 pagesMalik: Polychem LTDVarun MalhotraNo ratings yet
- Hydrotest ProcedureDocument2 pagesHydrotest ProcedureVarun MalhotraNo ratings yet
- Malik: Polychem LTDDocument2 pagesMalik: Polychem LTDVarun MalhotraNo ratings yet
- Liquid PenetrantDocument2 pagesLiquid PenetrantVarun MalhotraNo ratings yet
- Chemical Composition of ASTM ASME SA516 Grade 60 70 Steel PlateDocument2 pagesChemical Composition of ASTM ASME SA516 Grade 60 70 Steel PlateVarun Malhotra100% (1)
- Organizational ChartDocument3 pagesOrganizational ChartVarun MalhotraNo ratings yet
- Malik: Polychem LTDDocument2 pagesMalik: Polychem LTDVarun MalhotraNo ratings yet
- Fabrication Job Code Teams A-DDocument1 pageFabrication Job Code Teams A-DVarun MalhotraNo ratings yet
- Cost of Buffing & Rebuffing As Per Job & Mat.Document3 pagesCost of Buffing & Rebuffing As Per Job & Mat.Varun MalhotraNo ratings yet
- AutocadDocument8 pagesAutocadbrodyNo ratings yet
- Product Data: Airstream™ 42BHC, BVC System Fan CoilsDocument40 pagesProduct Data: Airstream™ 42BHC, BVC System Fan CoilsMaxmore KarumamupiyoNo ratings yet
- Maths Lit 2014 ExamplarDocument17 pagesMaths Lit 2014 ExamplarAnymore Ndlovu0% (1)
- Data SheetDocument14 pagesData SheetAnonymous R8ZXABkNo ratings yet
- Machine Design - LESSON 4. DESIGN FOR COMBINED LOADING & THEORIES OF FAILUREDocument5 pagesMachine Design - LESSON 4. DESIGN FOR COMBINED LOADING & THEORIES OF FAILURE9965399367No ratings yet
- Maintenance: ASU-600 SeriesDocument54 pagesMaintenance: ASU-600 SeriesMichael Maluenda Castillo100% (2)
- Request Letter To EDC Used PE PipesDocument1 pageRequest Letter To EDC Used PE PipesBLGU Lake DanaoNo ratings yet
- 2010 Yoshimura Book of SpeedDocument83 pages2010 Yoshimura Book of Speedacornwoods_brentNo ratings yet
- Sec of Finance Purisima Vs Philippine Tobacco Institute IncDocument2 pagesSec of Finance Purisima Vs Philippine Tobacco Institute IncCharlotte100% (1)
- Structures Module 3 Notes FullDocument273 pagesStructures Module 3 Notes Fulljohnmunjuga50No ratings yet
- Ultrasonic Examination of Heavy Steel Forgings: Standard Practice ForDocument7 pagesUltrasonic Examination of Heavy Steel Forgings: Standard Practice ForbatataNo ratings yet
- ДСТУ EN ISO 2400-2016 - Калибровочный блок V1Document11 pagesДСТУ EN ISO 2400-2016 - Калибровочный блок V1Игорь ВадешкинNo ratings yet
- Feb 22-Additional CasesDocument27 pagesFeb 22-Additional CasesYodh Jamin OngNo ratings yet
- Camera MatchingDocument10 pagesCamera MatchingcleristonmarquesNo ratings yet
- Macdonald v. National City Bank of New YorkDocument6 pagesMacdonald v. National City Bank of New YorkSecret SecretNo ratings yet
- Department of Education: Republic of The PhilippinesDocument3 pagesDepartment of Education: Republic of The PhilippinesAdonis BesaNo ratings yet
- ABN AMRO Holding N.V. 2009 Annual ReportDocument243 pagesABN AMRO Holding N.V. 2009 Annual ReportF.N. HeinsiusNo ratings yet
- WM3000U - WM3000 I: Measuring Bridges For Voltage Transformers and Current TransformersDocument4 pagesWM3000U - WM3000 I: Measuring Bridges For Voltage Transformers and Current TransformersEdgar JimenezNo ratings yet
- Congress Policy Brief - CoCoLevyFundsDocument10 pagesCongress Policy Brief - CoCoLevyFundsKat DinglasanNo ratings yet
- Exercise Manual For Course 973: Programming C# Extended Features: Hands-OnDocument122 pagesExercise Manual For Course 973: Programming C# Extended Features: Hands-OnAdrian GorganNo ratings yet
- Organization Structure GuideDocument6 pagesOrganization Structure GuideJobeth BedayoNo ratings yet
- S4H - 885 How To Approach Fit To Standard Analysis - S4HANA CloudDocument16 pagesS4H - 885 How To Approach Fit To Standard Analysis - S4HANA Cloudwai waiNo ratings yet
- PaySlip ProjectDocument2 pagesPaySlip Projectharishgogula100% (1)
- Password CrackingDocument13 pagesPassword CrackingBlue MagicNo ratings yet
- 34 Annual Report 2019 20Document238 pages34 Annual Report 2019 20Rahul N PatelNo ratings yet
- WEEK 8 HW WS - B - Graphs & ChartsDocument6 pagesWEEK 8 HW WS - B - Graphs & Chartsangela trioNo ratings yet
- Vydyne® R533H NAT: Ascend Performance Materials Operations LLCDocument4 pagesVydyne® R533H NAT: Ascend Performance Materials Operations LLCJames FaunceNo ratings yet
- Pike River Case StudyDocument7 pagesPike River Case StudyGale HawthorneNo ratings yet
- 2014 March CaravanDocument48 pages2014 March CaravanbahiashrineNo ratings yet
- Modulus of Subgrade Reaction KsDocument1 pageModulus of Subgrade Reaction KsmohamedabdelalNo ratings yet